Ювелирное обозрение
Все о ювелирных украшениях, драгоценных камнях и металлах
Как ровно загнуть профильную трубу
Содержание
- 1 Как согнуть профильную трубу в домашних условиях без трубогиба
- 2 Теперь рассмотрим как гнуть трубу уже с помощью трубогиба
- 3 Как согнуть профильную трубу для теплицы
- 4 Как согнуть квадратную трубу
- 5 Сгибаем профильную прямоугольную трубу под 90 градусов
- 6 Суть работы и основные ошибки
- 7 Особенности разных видов профиля
- 8 Методы сгибания металлопроката
- 9 Труба профильная – что это такое?
- 10 Возможные осложнения в ходе работы
- 11 Особенности разных способов гибки профиля
Практически у каждого хозяина возникает ситуация, когда нужно для установки теплицы или разводки канализации изменить изгиб металлического прута. Так, как согнуть профильную трубу в домашних условиях довольно легко своими руками, то для этой работы не требуется привлекать специалистов.
Как согнуть профильную трубу в домашних условиях без трубогиба
У рядового домовладельца редко есть в наличии специальное оборудование. Поэтому нужно знать, как правильно самому согнуть алюминиевую или стальную трубу для теплицы, козырька (навеса) и других нужд без трубогиба.
 Фото – гибка труб без трубогиба
Фото – гибка труб без трубогиба
Очень удобно производить данную работу при помощи сварочного инвертора и бытовой болгарки. Для начала разрабатывается чертеж, по нему в дальнейшем будет расчерчиваться и рассчитываться потребный угол. В схеме обязательно точно измеряется закругление.
Пошаговая инструкция от эксперта как гнуть трубы с помощью тисков, болгарки и сварочного аппарата:
- Если планируется загнуть профтрубу полукругом, то на месте предполагаемого сгиба делается при помощи болгарки несколько тонких надрезов;
- Самостоятельно выполнить работу можно, только если предварительно зафиксировать арматуру в зажимных тисках. Когда пропилы выполнены и очищены от стружки, нужно осторожно начинать сгибать трубу;
- После того как кольцо закрылось, нужно отверстия, которые образовались в результате сгибания, заварить сварочным аппаратом. Некоторые мастера используются простые паяльники, если коммуникация имеет небольшой диаметр;
- Чтобы место сгиба было аккуратным, его нужно будет дополнительно прошлифовать и покрыть защитным средством – это поможет предупредить появление коррозии или преждевременного разрушения соединения.
Ровно выгнуть трубу можно при помощи пружины, которая подходит по размеру профильного сечения:
- Коммуникация фиксируется в тисках;
- В отверстие вставляется пружина соответствующего диаметра. Это не даст при сгибании профильной трубе поломаться или принять неправильную форму;
- Для облегчения работы нужно подогреть место стыка и аккуратно вручную перегнуть коммуникацию по нужному диаметру;
- Здесь очень помогают различные подходящие по наклону изделия из металла, скажем, болгарки, арки и т. д.
Аналогичным образом можно попробовать деформировать коммуникацию при помощи песка. Как правильно согнуть трубу для навеса без применения тисков и пружин:
- Нужно застопорить один конец трубки, закрыв его деревянным клином или любой другой затычкой;
- Закрытым концом труба фиксируется в земле или тисках (если есть возможность). Также можно использовать любое другое приспособление, которое позволяет установить коммуникацию;
- После этого нужно засыпать в открытый конец песок и разогреть паяльную лампу;
- Нагретой лампой нужно провести по месту будущего сгиба, после чего аккуратно согнуть трубу в нужную форму. Работать необходимо довольно быстро, т. к. металл после того, как остынет, будет непригодным для обработки.
Видео обучение о том, как загнуть трубу 20 мм без трубогиба с помощью песка
После осуществления изгиба требуется трубу оставить на некоторое время в зафиксированном положении – это поможет материалу закрепить свою новую форму. Если работы проводятся в зимнее время, то мастера выставляют их даже на мороз.
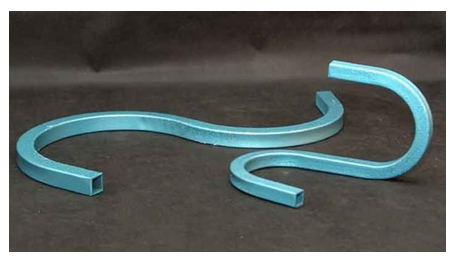
Арка (навес) без трубогиба
Как известно для навеса, например, в форме арки нужна изогнутая профильная труба. Важно сделать так, чтобы дуги получились одинаково изогнутыми, иначе навес не получится. Сейчас мы рассмотрим как это делать без использования станка, трубогиба и других вспомогательных средств такого рода.
Нам понадобится:
- Опора на которой мы будем работать, например, металлический стол;
- В качестве балки можно взять трубу 80 на 60 или 50 на 50 мм длиной 3 метра. Но данный метод универсальный – поэтому какой в итоге у вас будет балка-опора не важно;
- Профильная труба 20 на 20 или 20 на 40 мм, которую мы и будем гнуть.
Порядок действий (пошаговая инструкция):
- Делим опору на 6 равных частей. Тут очень важно – именно на 6 частей в не зависимости от того какой она длины;
- На линиях раздела необходимо приварить стойки строго под 90 градусов к балке. Средняя стойка – 250 мм, самая ближайшая к средней – 250 мм * 0,8888 = 222, 22 мм, а крайняя (самая маленькая стойка) – 250 мм * 0,5556 = 138,9 мм;
 Фото: приваренные стойки к балке
Фото: приваренные стойки к балке
 Фото: положили профильную трубу на стойки и привязали ее веревкой к балке
Фото: положили профильную трубу на стойки и привязали ее веревкой к балке
Далее аккуратно изгибаем трубу вокруг стоек и привариваем ее к концам балки сварочным аппаратом.
 Фото: вот такую получаем согнутую трубу для навеса
Фото: вот такую получаем согнутую трубу для навеса
Видео инструкция о том, как согнуть профтрубы для навеса (арки) без трубогиба
Теперь рассмотрим как гнуть трубу уже с помощью трубогиба
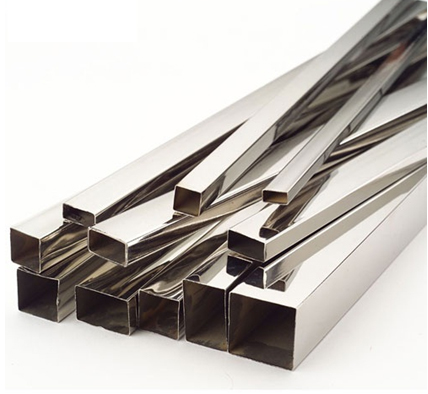
Существует два типа труб:
В зависимости от потребностей нужно подобрать определенный вариант, но следует помнить, что работать с арматурами круглого сечения значительно легче, чем с квадратными. Дело в том, что при сгибе углы могут искривиться или сплющиться, к тому же, высокая вероятность появления трещин.
 Фото – Теплица из профильных труб
Фото – Теплица из профильных труб
Чтобы согнуть профильную трубу в домашних условиях, нужно работать специальным устройством – трубогибом или профилегибом. Их особенностью является возможность установить коммуникацию в приспособление и зафиксировать её в определенном положении. За счет давления, которое оказывается в равной мере как на внешние углы, так и на внутренние, образуется ровный сгиб без резких перепадов и трещин.
 Фото – механический профилегиб
Фото – механический профилегиб
Существует два вида профилегибочного оборудования:
- Ручные;
- Профессиональные автоматические.
Первые представляют собой довольно простое устройство, которое состоит из рабочей поверхности (стола) и ряда роликов. За счет движения роликов труба перемещается по рабочему столу и изменяет свой угол, при этом не искажая нужный полукруг.
Профессиональные приспособления более удобны в использовании, но их стоимость зачастую превышает 20 000 рублей. Они применяются для сложных работ, наиболее часто требуются для производства сложных декоративных металлических элементов. К достоинствам модели можно отнести идеальный радиус, который будет точным буквально до десятой доли. Конечно, при с использованием станка удобнее работать, но в домашних условиях он практически не нужен, т. к. предназначен для обработки большого количества труб за смену.
 Фото – ручной трубогиб
Фото – ручной трубогиб
Как согнуть профильную трубу для теплицы
Видео по теме:
Разбираемся как загнуть трубы для теплицы своими руками в домашних условиях
Как согнуть квадратную трубу
Видео: гнем металопрофиль квадратного сечения
Сгибаем профильную прямоугольную трубу под 90 градусов
Достоинством использования трубогиба является то, что можно очень просто и быстро согнуть трубу под 90 градусов. Рассмотрим на видео ниже как это правильно делать:
Задача, как согнуть профильную трубу, очень часто встает перед домашними мастерами. Сооружения из профильных труб многофункциональны и удобны. Они используются при создании теплиц и навесов, ограждений и опор под растения, стеллажей и прочего. В результате получается очень долговечная, устойчивая и относительно недорогая конструкция. На первый взгляд, задача согнуть профильную трубу без трубогиба кажется не решаемой. Однако если знать некоторые тонкости предстоящего дела, придать профильной трубе арочную форму самостоятельно, в домашних условиях не так уж и сложно.

Суть работы и основные ошибки
До того, как согнуть профильную трубу в домашних условиях, нужно четко представить себе, что лежит в основе гибки. Вне зависимости от формы профильной трубы, нам предстоит придать ей изгиб заданного радиуса. Достигается результат либо чисто механическим воздействием, либо с применением дополнительного нагревания профиля. При этом на трубу в один момент действуют две разные силы:
- Со стороны профиля, в которую он сворачивается, работает сила сжатия.
- На внешнюю поверхность заготовки действует сила растяжения.
Именно из-за разнонаправленности воздействующих сил гнуть профильную трубу в домашних условиях оказывается не так-то просто. Фрагмент заготовки может утерять соосность, результатом чего станет разноуровневое расположение сегментов трубы. Наружная поверхность на изгибе может лопнуть от нагрузок. С внутренней стороны профильную трубу сжатием может собрать складками, делая поверхность похожей на гофру. Помимо не эстетичности внешнего вида, такой исход делает профиль непрочным.
Если не соблюсти технологические нюансы, придать профильной трубе криволинейную форму в домашних условиях без брака не получится. Можно перепортить кучу заготовок, так и не достигнув желаемого результата. Так что обязательно нужно учитывать физико-химические параметры материала, из которого изготовлена труба, размеры сечения заготовки и толщину ее стенок, радиус предполагаемого изгиба, в идеале нужно провести расчет нагрузки на профильную трубу. Знание всех этих параметров дает возможность гнуть профильную трубу без порчи заготовок.
Особенности разных видов профиля
Профильные трубы выпускаются с самым различным сечением: в виде окружности, квадрата, прямоугольника, овала. В домашних условиях мастера предпочитают применять квадратный и прямоугольный металлопрокат. Объясняется такой выбор просто: на трубы этого типа легче и надежнее крепится наружное покрытие.
Для определения допустимого радиуса изгиба квадратного или прямоугольного профиля нужно знать его высоту и придерживаться таких правил.
- При высоте профиля, меньшей или равной 20 мм, трубу без брака можно согнуть на отрезках, которые длиннее показателя, равного 2,5, умноженному на h, где буквой h обозначается высота сечения трубы.
- Металлопрокат с профилем большей высоты разрешается гнуть на участках, рассчитываемых по формуле 3,5 * h. При меньшей длине заготовка с большой долей вероятности будет испорчена.
Перед тем, как гнуть профильную трубу в домашних условиях, обратите также внимание на толщину ее стенок. Если они тоньше 2 мм, от сгибания лучше отказаться: качественного изгиба не получится. При использовании такого металлопроката для создания конструкций трубы лучше соединять сваркой.
Имеет свои особенности гибка профильной трубы из низколегированной или углеродистой стали. Такие заготовки после сгибания отпружинивают, возвращаясь к первоначальному виду. Так что мастеру потребуется повторная подгонка по шаблону. В некоторых случаях вторичного сгибания можно избежать, если изначально задать радиус изгиба больший, чем требуется. Тогда отпружинивание приведет в конце процесса трубу к запланированному результату.
Степень отпружинивания характеризуется пластическим моментом сопротивления, обозначаемым Wp. Его параметры обязательно имеются в документации на металлопрокат. Чем ниже Wp, тем меньше станет пружинить заготовка при гибке.
Методы сгибания металлопроката
Согнуть профильную трубу возможно как холодным способом, так и с помощью нагревания. Подогрев проводится газовой горелкой; при этом пластичность материала заметно повышается, и достижение изгиба отнимет меньше усилий. Однако заготовки небольшого сечения имеют и без подогрева достаточную пластичность, так что можно обойтись без горелки.
Четкие правила по поводу использования нагревания разработаны исключительно для труб с сечением в виде окружности. Оно считается обязательным при сгибании заготовок, чей диаметр больше 10 см. При работе с квадратными либо прямоугольными профильными трубами опираться приходится или на свой опыт, или на рекомендации других мастеров. В первом приближении можно ориентироваться на следующие советы:
- При высоте профиля меньше 10 мм от нагревания точно можно отказаться.
- Если высота сечения трубы больше 40 мм греть ее перед гибкой следует обязательно.
При промежуточных значениях этого показателя метод сгибания оставляется на усмотрение мастера. Для принятия решения о способе гибки профиля без трубогиба можно провести несложную проверку. Один конец заготовки зажимается тисками. На свободный конец надевается отрезок трубы, имеющей больший диаметр внутреннего сечения. На полученный рычаг оказывается давление руками. Если металлопрокат получается согнуть, значит, дальнейшее сгибание по нужному шаблону можно вести холодным способом.
Без подогрева
Профильную трубу маленького размера без трубогиба гнут фактически руками, с помощью несложных приспособлений.
- Чтобы согнуть заготовку под не очень значительным радиусом применяются надежно зафиксированные плиты, оснащенные упорами, роликовые приспособления, тиски.
- Если требуется получить изгиб значительного радиуса, потребуются приспособления в виде неподвижных оправок либо пластин плоско-параллельного типа с крепежным хомутом.
Для получения плавного изгиба трубы, имеющие высоту профиля больше 10 мм, рекомендуется заполнить наполнителем. В качестве него обычно используется среднезернистый песок либо канифоль. Альтернативный метод согнуть заготовку без нагревания и трубогиба – вместо наполнителя применить пружину, имеющую плотную навивку. Особенно хорош этот способ в тех случаях, когда стенки металлопроката слишком тонки. Пружина подбирается таким образом, чтобы она свободно входила в профильную трубу, но при этом заполняла ее достаточно плотно. Для облегчения извлечения «наполнителя» после окончания сгибания к концу пружины надежно крепится проволока.

При наличии некоторых слесарных навыков пружину заданного размера можно сделать самостоятельно, из стальной проволоки толщиной в 2 мм.
Горячий способ гибки
Если вы решили согнуть трубу с помощью подогрева, ее обязательно нужно засыпать наполнителем. Поскольку предстоит иметь дело с высокими температурами, в обязательный комплект «оборудования» входят защитные рукавицы из брезента.
Порядок выполнения работ соблюдается следующий.
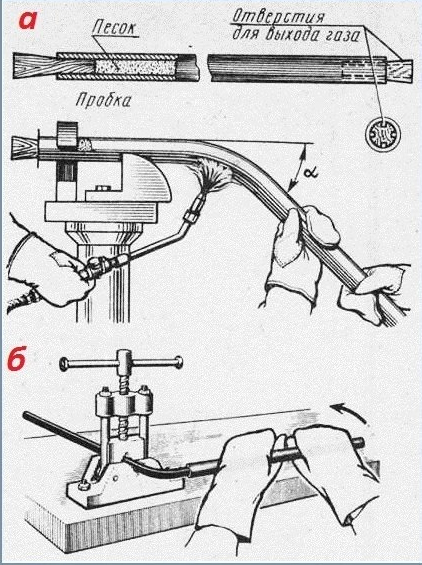
- Изготавливаются две заглушки, для чего используются деревянные бруски. Основание «пробки» по площади вдвое превышает сечение трубы, а ее длина выбирается в десять раз больше, чем расчетная ширина.
- Одна из заглушек, уже подогнанная под сечение изгибаемого элемента, снабжается продольными пазами в количестве 4 штук. Они нужны для отвода паров, которые будут выделяться во время нагревания наполнителя и скапливаться внутри трубы. Если не предоставить газу возможность выхода, заглушка будет выбита, а заготовка при сгибании – испорчена.
- Участок заготовки, подлежащий сгибанию, перед обработкой отжигается.
- Проще, доступнее и дешевле всего в качестве наполнителя использовать песок средней фракции. В идеале – очищенный строительный, однако можно взять даже самый обычный, используемый в детских песочницах. Только его придется подвергнуть дополнительной обработке. Сначала песок просеивается для устранения посторонних вкраплений. На первом этапе используется сито с ячейками не крупнее 2,5 мм, на последней – с ячейкой в 0,7 мм. Этот шаг обеспечит удаление пылевых примесей. Песок по всему объему прокаливается (температура обработки – 150 по Цельсию). Прокаливание является обязательным шагом: без него песок остается слишком влажным, и напор пара внутри изгибаемого фрагмента при работе газовой горелки может быть настолько велик, что профильную трубу элементарно разорвет.
- Один из концов профильной трубы, подлежащей сгибанию, забивается заглушкой без каналов газоотвода.
- В оставшееся открытым второе отверстие устанавливается воронка, через которую ведется засыпание песка. Заполнение должно идти порционно, чтобы сыпучее вещество заполнило полость предельно равномерно и по возможности максимально плотно. После введения очередной порции трубу следует обстукивать киянкой – резиновой или деревянной. Недостаточно плотная набивка ведет к сморщиванию нижней поверхности трубы либо разрыву верхней.
- Когда заготовка будет доверху заполнена наполнителем, открытое отверстие закрывается второй заглушкой.
- Место изгиба размечается мелом.
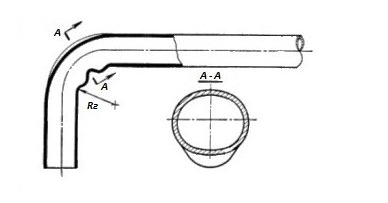
- Сгибаемый элемент фиксируется тисками с шаблоном. Можно воспользоваться также трубным зажимом. Если на трубе имеется сварной шов, заготовка крепится таким образом, чтобы он был сбоку (не сверху или снизу). Это правило обязательно к соблюдению: сварные швы категорически не рекомендуется подставлять под растяжение либо сжатие.
- Размеченный мелом фрагмент трубы докрасна раскаляется газовой горелкой.
- Добившись нужной степени прогрева, трубу плавным движением, без резкости, сгибают в максимальном соответствии с шаблоном. Сделать это нужно одним движением, усилия во время сгибания руками прилагаются строго в определенной плоскости, либо горизонтальной, либо вертикальной. В противном случае будет нарушена соосность. Для сгибания на свободный конец заготовки надевается обрезок трубы с сечением большего размера. Находить на обрабатываемый элемент она должна свободно, но «сидеть» на нем должна плотно.
- Когда труба остынет, изгиб сравнивается с шаблоном. Если он соответствует задумке, можно убирать заглушки и избавляться от песка. Если наблюдаются серьезные отклонения от шаблона, процедуру нужно повторить. Желательно все же справиться с задачей с первой, максимум со второй попытки. Иначе заготовка будет безнадежно испорчена.
В процессе гибки трубы нужно следить за степенью ее нагрева. Избыточное перекаливание недопустимо; если все же это случилось, нужно немного охладить заготовку естественным путем.
Когда сгибание завершено, пробки выколачиваются. Если они сидят слишком плотно, заглушки выжигаются газовой горелкой.
Горячий метод сгибания профильной трубы вполне годится для реализации в домашних условиях. Однако его лучше применять в тех случаях, когда элементу нужно придать единичный изгиб. Неоднократное нагревание трубы влечет за собой утерю металлом прочности.
Метод пропилов
Придать профильной трубе необходимую криволинейную форму собственными руками можно и при участии болгарки в сопровождении сварочного аппарата. Для этого на намеченном участке делаются надрезы поперек элемента, не доходящие до конца. Затем труба изгибается под нужным радиусом, а места пропилов завариваются. Конечное изделии сохранит достаточно эстетичный вид (для этого будет достаточно тщательно зашлифовать сварные швы) без утери прочностных показателей. Единственное ограничение – наружная обшивка не должна иметь слишком значительный вес. Для оборудования тех же теплиц или навесов с тентовым покрытием такой способ получения изгиба может стать идеальным выбором. Преимущество методики в том, что профиль можно согнуть с любой степенью кривизны, чего другие методы обычно не позволяют.

Напоследок отметим: гнуть профиль руками, при отсутствии трубогиба, имеет смыл лишь в том случае, если намечено согнуть небольшое количество элементов. Когда обработке подлежит много заготовок, лучше все же немного потратиться и купить соответствующее приспособление: оно значительно сократит расход времени и сил мастера. Точно так же, если требуется всего один элемент с изгибом, имеет смысл подумать о его покупке – в особый расход он вас не введет, зато избавит от множества хлопот.
Посмотрите видео на данную тему:

Профильные трубы незаменимы в процессе сборки каркасов для строительных конструкций. Теплицы, разнообразные парники, беседки и другие объекты возводятся с их помощью достаточно быстро и качественно. Однако все не так просто.
Чтобы согнуть такую трубу приходится использовать дорогостоящее специальное оборудование, что не всегда приемлемо для домашнего мастера. Давайте поговорим о том, как согнуть профильную трубу в домашних условиях.
Труба профильная – что это такое?
Профильной считается труба, имеющую отличное от круглого сечение. Оно может быть прямоугольным, овальным, шестиугольным или квадратным. Труба обладает повышенной прочностью, ведь ее грани берут на себя роль ребер жесткости.
Профильные изделия справляются со значительными нагрузками на изгиб, благодаря чему являются хорошим выбором для возведения металлокаркаса построек самого разного назначения.
Сырьем для производства профильных труб чаще всего становится высоко или низколегированная сталь. В зависимости от способа изготовления различают электросварные, холодно и горячекатаные, бесшовные трубы.
Изделия различаются толщиной стенки и высотой профиля. Такие трубы могут использоваться для изготовления различных деталей в форме рам, лестниц и перил. Чаще всего трубу профильную применяют в строительстве для сооружения арочных конструкций и в качестве замены железного бруса при возведении каркасов.
Навыки в деле гибки профильной трубы пригодятся домашним умельцам, желающим самостоятельно обустроить загородный участок:
Возможные осложнения в ходе работы
Собственно изгибание такой трубы представляет собой процесс придания элементу изогнуто-плавной конфигурации. Сделать это можно только под давлением, поскольку деталь имеет высокую прочность. Чтобы уменьшить необходимую для изгиба силу давления, можно использовать нагрев изгибаемого фрагмента.
Несмотря на кажущуюся простоту операции, в результате гибки не всегда получаются элементы нужной конфигурации. Довольно часто возникают проблемы. К числу самых распространенных осложнений относят три.
Первое заключается в том, что внутренняя сторона профиля складывается своеобразными складками, которые напоминают гофру. В правильном варианте она равномерно сокращается.

Вторая сложность – разрыв наружной стенки профильной трубы. В ходе гибки она растягивается. Иногда металл не выдерживает силового воздействия и лопается. Третья проблема в том, что труба, изменяя свою форму, способна утратить соосность элементов.
Это означает, что ее фрагменты в изогнутом состоянии будут лежать в разных плоскостях. А это недопустимо. Практика показывает, что все сложности происходят по причине ошибочного выбора способа гибки.
Чтобы выбрать его правильно, нужно учесть пластические возможности профильной трубы. Они определяются размерами и формой сечения, а так же толщиной стенок изделия. Исходя из этих величин, можно рассчитать минимально возможный радиус закругления. Пытаться выполнять закругление меньшего радиуса настоятельно не рекомендуется.
Чтобы определить минимальный радиус, нам потребуется высота сечения. Она рассчитывается следующим образом. Замеряется высота профиля, из нее вычитается удвоенная толщина стенки изделия.
Полученное число будет искомой высотой, обозначим ее h. Для труб с сечением в форме прямоугольника и квадрата действует следующее правило. Если высота профиля выше 20 мм, деталь выдерживает изгиб на участке, минимальная длина которого составляет hх3,5.
Изделия с профилем ниже 20 мм можно сгибать на участке длиной от hх2,5 и больше. Это правило справедливо для всех труб. Однако толщина стенки детали тоже влияет на ограничения в гибке.
Чем она тоньше, тем выше вероятность появления разрыва или смятия детали. Специалисты настоятельно не рекомендуют пытаться гнуть широкие изделия толщина стенок которых менее 2 мм. В этом случае оптимально воспользоваться сварочным аппаратом.
Еще один момент, о котором нужно знать. Трубы из низколегированных и углеродистых сплавов очень упруги и после сгибания могут как-бы «пружинить», пытаясь принять прежнюю форму.
Это предполагает дополнительную работу с изделием, поскольку его придется заново подгонять по заранее изготовленному шаблону. Поэтому рекомендуется выяснить значение пластического момента сопротивления данной профильной трубы и проводить изгибание с учетом этого показателя. Чем он меньше, тем меньше деталь будет «пружинить».
Особенности разных способов гибки профиля
Существует два основных метода гибки профильной трубы: холодный и горячий. Первый предполагает, что процесс изгибания выполняется без предварительного температурного воздействия на деталь.
Тогда как второй проводится только с предварительно разогретой трубой. Надо признать, что нагрев детали значительно увеличивает ее пластичность и облегчает процесс гибки.
Нормативов, строго регламентирующих использование холодного и горячего метода гибки для профильных изделий, не существует. Они есть только для труб с круглым сечением. Согласно этим нормам горячая гибка используется для деталей, диаметр которых составляет 100 мм и больше. Для прямоугольных и квадратных труб действуют несколько иные правила.
Если предстоит разовая работа по гибке трубы, можно купить, но лучше взять в аренду гидравлический трубогиб с ручным приводом: