Ювелирное обозрение
Все о ювелирных украшениях, драгоценных камнях и металлах
Как сделать двигатель внутреннего сгорания своими руками
Содержание
Для начала рассмотрим принцип действия роторного двигателя на рисунке 1 (или см. более подробно на странице «Принцип работы роторного двигателя»).
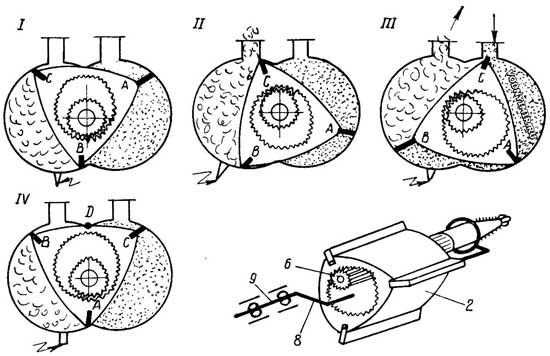 Рис. 1. Принцип действия (I—IV) и кинематическая схема (справа снизу) роторного двигателя. Обозначения позиций на схеме — см. рис. 2. |
Для любителей-катеростроителей представит большой интерес возможность изготовления своими руками роторного двигателя данной конструкции в условиях небольшого завода или даже мастерских, имеющих лишь токарный, долбежный, фрезерный и сверлильный станки. Рассмотрим технологию изготовления деталей и сборки роторного двигателя.
Технология изготовления роторного двигателя упрощенной конструкции мощностью до 49 л. с.
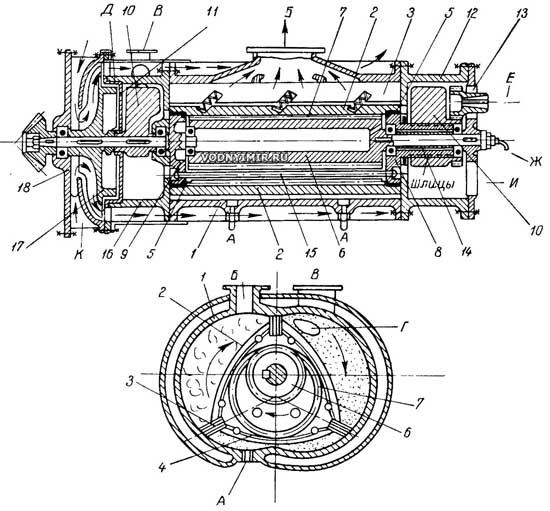 Рис. 2. Конструктивная схема роторного двигателя: поперечный разрез (показан вариант с водяным охлаждением) и продольный разрез (вариант с воздушным охлаждением): 1 — корпус двигателя (см. рис. 4); 2 — ротор (см. рис. 6); 3 — продольные уплотнения — лопасти ротора (см. рис. 7, а); 4 — боковые (торцевые) уплотнения (см. рис. 7, б); 5 — медно-графитовый подшипник скольжения (Б на рис, 6); 6 — неподвижная центральная шестерня (см. рис. 8), связанная с ротором внутренним зацеплением 7; 8 — правый эксцентрик (см. рис. 9); 9 — левый эксцентрик (см. рис. 11) с валом; 10 — балансиры (см. рис. 10, а и б); 11 — стакан прерывателя (см. рис. 13, б); 12 — правый фланец (см. рис. 12, а); 13 — крышка-фланец (см. рис. 12, б), в которой закреплен вал неподвижной шестерни; 14 — втулка (см. рис, 10, в); 15 — стяжная шпилька между эксцентриками (см. рис. 10, г); 16 — левый фланец (см. рис. 13, а); 17 — маховик-вентилятор (см. рис, 14); 18 — кожух маховика-вентилятора (см. рис. 15). А — место свечи; Б — выхлоп; В — место карбюратора; Г — окно всасывания; Д — распределительный кулачок зажигания; Е — место магнето; Ж — подача масла от маслонасоса; И — место маслонасоса и бензонасоса; К — поток воздуха. |
На двигатель можно надеть рубашку под водяное охлаждение, а на вал маслонасоса установить центробежный насос для подачи воды охлаждения.
В двигателе всего две основные детали, трудоемкие и сложные в изготовлении: это корпус и ротор двигателя.
Корпус. Корпус роторного двигателя можно изготовить не только литым, но и сварным. От шлифованной трубы Ø184 отрезаем две заготовки длиной по 240 мм, прихватываем и привариваем к ним с обоих концов фланцы, а затем на токарном станке торцуем эти фланцы вместе с корпусом точно в размер. На наружных поверхностях фланцев проводим риску по окружности Ø206 для сверления отверстий под болты и штифты.
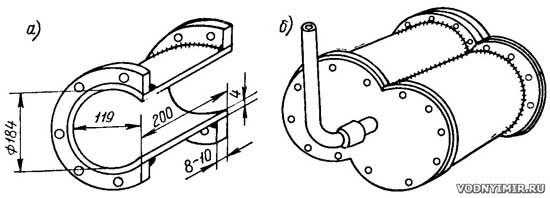 Рис. 3. Изготовление корпуса роторного двигателя: а — половина корпуса, обработанная в размер; б — корпус, подготовленный для испытания. |
Затем заготовки с торцованными фланцами обрезаем вдоль трубы фрезой (параллельно шлифованной поверхности трубы с допуском ±0,05) в размер 119 мм, после чего половинки корпуса (рис. 3, а) стыкуем и привариваем одну к другой. Для возможности гидравлического испытания корпуса ставим заглушки по торцам, в одну из которых вварена труба (рис. 3, б) для подачи воды.
По окончании испытаний привариваем наружные ребра охлаждения (рассматривается вариант с воздушным охлаждением), нижнюю прямостенную часть патрубка под выхлопную трубу и стаканы под свечи зажигания. По окончании сварки фрезеруем три выхлопных окна в патрубке и сверлим отверстия под свечи зажигания. Острые кромки необходимо закруглить под радиус 2 мм (кроме больших фланцев, где все углы должны быть острыми).
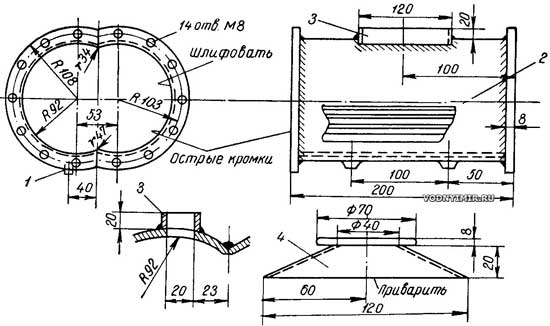 Рис. 4. Корпус с выхлопным патрубком: 1 — стакан под свечу; 2 — ребра воздушного охлаждения; 3 — прямостенная нижняя часть выхлопного патрубка; 4 — конусная часть выхлопного патрубка. |
На рис. 4 приведен чертеж корпуса роторного двигателя и отдельно — конусного патрубка с фланцем крепления выхлопной трубы, привариваемого после фрезеровки окон.
Ротор. Ротор двигателя сварной. Основой его служит точеный стакан длиной 205 мм с внутренним отверстием Ø80 и наружным диаметром 111 мм. К этому стакану привариваем три продольные планки-ребра (рис. 5, а) с углом между их осями 120°.
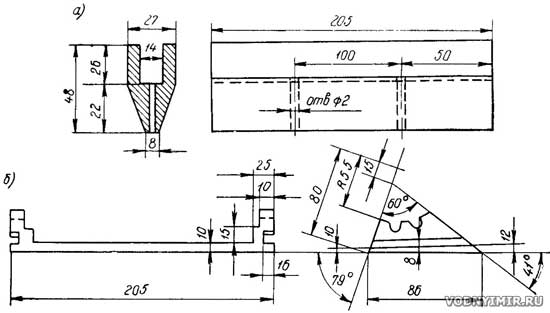 Рис. 5. Детали ротора: а — продольные планки, образующие ребра ротора (3 шт.); б — боковые планки, образующие стенки ротора (6 шт.). |
После этого устанавливаем на свои места и прихватываем боковые основные планки (рис. 5, б; 6 шт.), каждая пара которых образует одну стенку (грань) ротора. Боковые планки привариваем к продольным ребрам и к стакану (по торцам), а также свариваем каждую пару между собой.
По окончании сварки ротор отжигаем в печи и только после полного его охлаждения приступаем к чистовой обработке. Расточим чисто отверстие Ø80 на Ø84 +0,005 ; затем одеваем ротор на оправку в центрах и ведем обработку с шлифовкой торцов и места посадки скользящего медно-графитового подшипника (Б на рис. 6) Ø100 -0,05 длиной 20 мм.
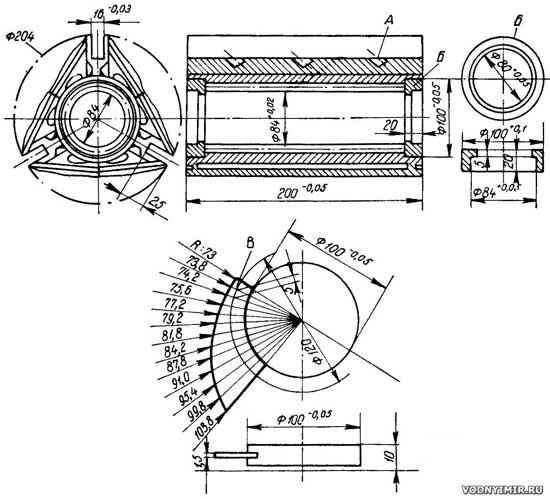 Рис. 6. Ротор в сборе (без уплотнений): А — отверстия под пружины (3 шт. в одну сторону и 3 шт. в другую — на каждом ребре); Б — скользящий подшипник; В — шаблон для чистовой обработки ротора в сборе. |
Зубья шестерни с внутренним зацеплением (m = 3; z = 30; ро = 90) долбим на долбежном станке (допустимо — на поперечно-строгальном).
Наружные поверхности ротора обрабатываем по шаблону (В на рис. 6) желательно — на долбежном станке с одной установки, как и шестерню. Размеры шаблона приведены на рис. 6. Для построения на окружности диаметром 120 мм откладываем хорды по 5 мм. Проводим радиусы указанной на рисунке величины R; полученные точки соединяем лекалом и точно обрабатываем. Наложив шаблон на отверстие Ø100, вычерчиваем на торце заготовки линии «треугольника», по которым и обрабатываем поверхности ротора.
В отверстие Ø100 по концам ротора запрессовываем медно-графитовые скользящие подшипники (можно заменить их подшипниками из латуни). При латунных подшипниках — прессовая посадка, а при медно-графитовых втулках — тугая.
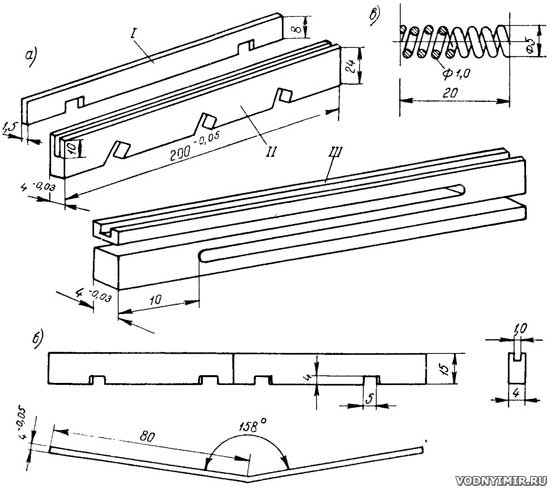 Рис. 7. Уплотнения ротора: а — продольные пластины по ребрам ротора: I — чугунные (всего 6 шт.); II — латунные (всего 6 шт.); III — чугунные (6 шт.) — вариант без пружин. б — боковые (торцовые) пластины из латуни (6 шт.); в — пружина. |
Уплотнения трех ребер ротора состоят каждое из четырех пластин (рис. 7, а) — двух чугунных и двух латунных, которые тремя пружинами (рис. 7, в) отжимаются вверх и влево (две пластины) и вверх и вправо (другие две пластины). Чугунные уплотнительные пластины лучше всего изготовить из белого (отбеленного) чугуна или из чугуна для центробежной отливки. На рис. 7, а приведены два варианта конструкции чугунных пластин. Боковые (торцевые) уплотнения (рис. 7, б) ротора состоят только из латунных пластин, прижимающихся к стенкам пружинами.
Изготовление остальных деталей и сборка роторного двигателя
Сварной ротор вращается вокруг неподвижной центральной шестерни (m = 3; z = 20; Do = 60), показанной на рис. 8.
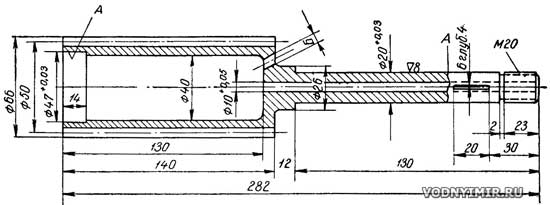 Рис. 8. Центральная неподвижная шестерня: А — места посадки подшипника № 204; Б — 4 отв. Ø6 для смазки. |
Справа на вал шестерни (Ø20 +0,03 ) надет подшипник № 204, на который ставится правый эксцентрик с восемью шлицами, показанный на рис. 9.
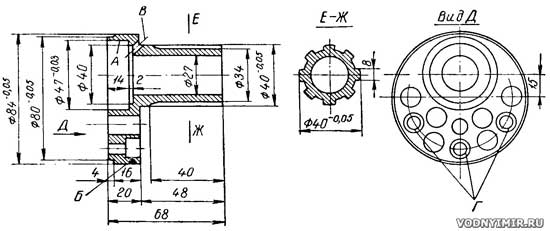 Рис. 9. Правый эксцентрик, надеваемым на вал неподвижной центральной шестерни. Эксцентрицитет 15 мм. А — место посадки подшипника № 204; Б — поверхность работы медно-графитового подшипника; В — по окружности сверлить 8 отв. Ø6 для смазки; Г — отверстия под болты со втулками. |
На шлицы правого эксцентрика ставится правый балансир (рис. 10, а), имеющий шестерню для передачи вращения.
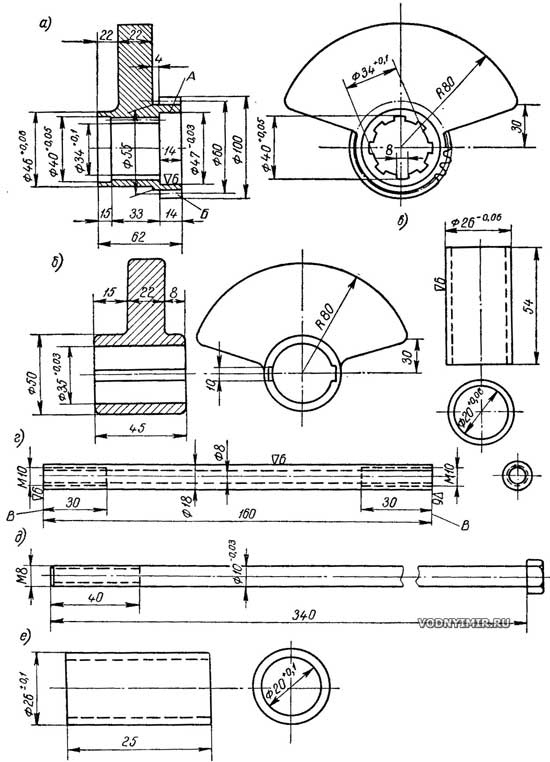 Рис. 10. Детали роторного двигателя: а — правый балансир ротора; б — левый балансир ротора; в — втулка на валу шестерни; г — стяжная шпилька-втулка между эксцентриками (3 шт.); д — балансировочный болт; е — втулка. А — посадка подшипника № 204; Б — зубчатое колесо: m = 2; z = 30; ро = 60; В — торцевать с одной установки с нарезкой резьбы. |
Для упора подшипников № 204 между ними на вал Ø20 неподвижной шестерни (под правым эксцентриком) надевается втулка (рис. 10, в). Слева в неподвижную шестерню запрессовывается подшипник, в который входит конец вала с левым эксцентриком, показанного на рис. 11.
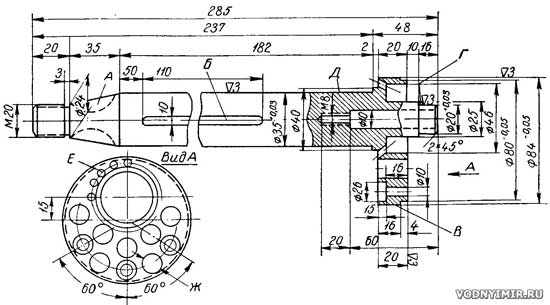 Рис. 11. Вал ротора с левым эксцентриком. Эксцентрицитет 15 мм. Обработка кр. Δ6. А — шпоночная канавка (10 мм, l = 30, глубина 12 мм) с двух сторон; Б — с двух сторон глубиной 4 мм; В — поверхность работы медно-графитового подшипника; Г — подшипник № 204; Д — подшипник № 207; Е — 16 отв. Ø6 для смазки; Ж — 7 отв. Ø16 для облегчения. |
Для скрепления левого и правого эксцентриков между собой соединяем их тремя стяжными шпильками-втулками (рис. 10, г), в концы которых ввинчиваются винты М10.
Сварной ротор, полностью собранный с эксцентриками и балансирами, скрепляется специально изготовляемым балансировочным болтом с втулкой (рис. 10, д, е) и балансируется на специальном балансирном станке или вручную на двух рейках-ножах. После точной балансировки производится сборка ротора с корпусом; ротор должен легко проворачиваться от руки.
Сварные фланцы (рис. 12, а и 13, а) после сварки должны пройти отжиг в печи.
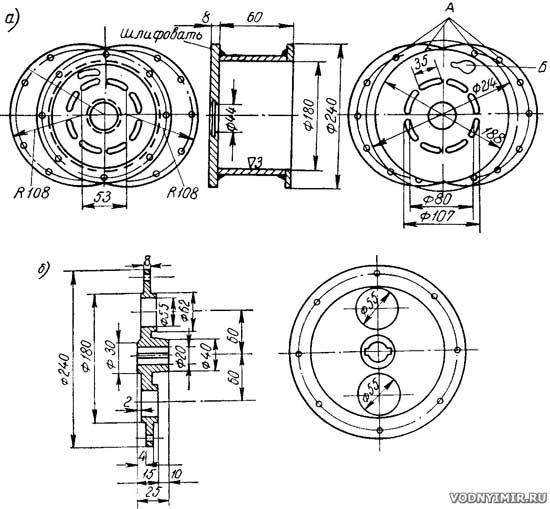 Рис. 12. Правый сварной фланец (а) и его крышка-фланец (б). А — отверстия с двух сторон сверлить точно ±0,003; Б — всасывающее окно. |
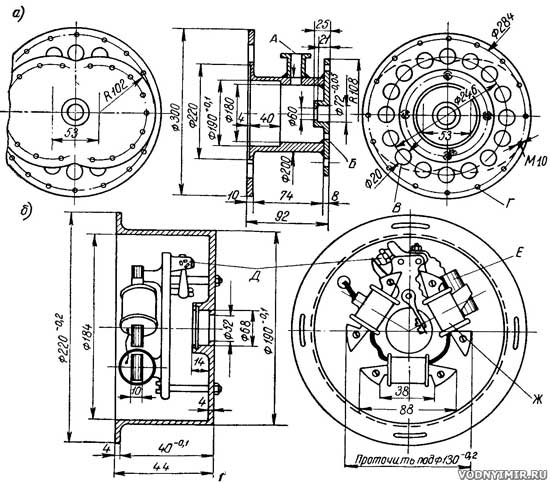 Рис. 13. Левый фланец (а) и вставляемый в него стакан (6) катушки зажигания и прерывателя. А — приварить патрубок карбюратора; Б — при сборке сверлить отверстия Ø16; В — отверстия вентилятора; Г — отверстия крепления фланца; Д — прерыватель; Е — конденсатор; Ж — от мотопилы «Дружба». |
Шлифуем рабочие поверхности фланцев с расточкой отверстия и шлифовкой по торцу, а также наносим риски для сверления крепежных отверстий. Восемь отверстий правого фланца необходимо сверлить по указанным диаметрам с допуском ±0,003 мм. Деталь следует обрабатывать с одной установки с шлифовкой торцевой стороны.
Между фланцами и корпусом роторного двигателя ставится латунная прокладка толщиной 0,2—0,1 мм.
Правый фланец с наружной стороны закрывается крышкой-фланцем (рис. 12, б), к которой крепится на шпонках неподвижная центральная шестерня. После этого снаружи можно ставить магнето, маслонасос, стартер или пусковое приспособление, а также бензонасос. Магнето можно использовать от пускового двигателя трактора «ДТ-54».
На вал с левым эксцентриком производим посадку шарикоподшипника № 207, на который садится левый фланец (рис. 13, а). На этот же вал устанавливаем левый балансир (рис. 10, б), а затем стакан (рис. 13, б), к которому крепятся катушки зажигания и прерыватель. Для опережения зажигания стакан может поворачиваться. От катушек зажигания наружу выходит один высоковольтный провод к свече зажигания.
Катушка зажигания состоит из прерывателя и трех катушек с тремя сердечниками из трансформаторного железа, набранных в пакет, соединенных заклепками и обработанных на токарном станке.
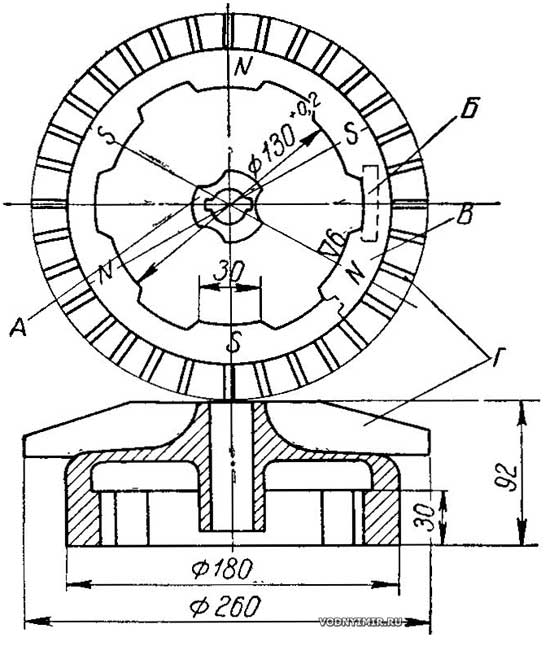 Рис. 14. Маховик-вентилятор. А — кулачки прерывателя; Б — магниты; В — трансформаторное железо; Г — лопасти вентилятора. |
Маховик-вентилятор (рис. 14) можно изготовить из дуралюмина или алюминия с заливкой в маховик пластинчатых магнитов с пакетами из трансформаторного железа. Кулачки прерывателя изготовлены совместно с маховиком. В данный маховик устанавливается шесть магнитов.
После маховика устанавливается его кожух (рис. 15) с шарикоподшипником № 207. Этот шарикоподшипник зажимается конической шестерней с коренной гайкой.
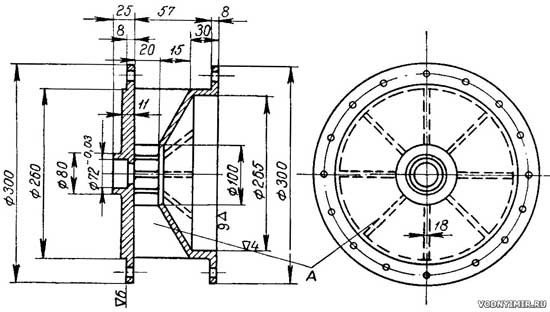 Рис. 15. Кожух маховика-вентилятора. А — ребро. |
После полной сборки и прокручивания ротора от руки двигатель ставится на стенд и в холодную вращается 24 часа с подливкой масла во всасывающее окно.
Карбюратор (от машины «Москвич-400») крепится на патрубок левого фланца (см. А на рис. 13, а). Смесь бензина, масла и воздуха из камеры левого балансира устремляется через окна внутрь сварного ротора и охлаждает его, а затем попадает в камеру правого балансира, откуда через всасывающее окно поступает в рабочий цилиндр.
Заключение
Данный двигатель с рабочим объемом 247 см³ и степенью сжатия 7 был изготовлен в ноябре 1963 года. Его ротор был изготовлен из стали 18ХНЗА, а корпус отлит из алюминиево-магниевого сплава под давлением.
Этот двигатель работал на бензине Б-90 с маслом МС, но для улучшения охлаждения в топливо добавлялся бензол и метиловый спирт. Двигатель развил мощность 49 л. с. при 18000 об/мин и температуре выхлопных газов 980° С.
В другом варианте роторного двигателя при том же рабочем объеме 247 м³ степень сжатия была повышена вдвое — до 14; это дало возможность получить большую мощность — 57 л. с. при 21240 об/мин и температуре выхлопных газов 1120° С. Этот двигатель работал на смеси из метилового спирта (70%) и бензола (30%); для смазки применялось касторовое масло. При этом были расширены фазы газораспределения.
Испытания нового роторного двигателя продолжаются. Ведутся исследования его работоспособности и долговечности; производится замена уплотнительных пластин с применением различных материалов.
Данный роторный двигатель проработал 80 часов в полете (на малом ранцевом вертолете на одного человека).
Н. Н. Мельник, «Катера и яхты», 1965 г.
Поделитесь этой страницей в соц. сетях или добавьте в закладки:
Для советского человека не секрет, что микродвигатели можно сделать своими руками а не только купить готовый. В былые времена многие авиамоделисты сами себе изготавливали микродвигатели а та так же дорабатывали уже существующие. Ниже изложенная статья поможет узнать некоторые моменты самостоятельного изготовления микродвигателя маленького объема. На примере двигателя ветерок с рабочим объемом 0,8 см 3
Технические данные «Ветерка»
Диаметр цилиндра 10 мм
Ход поршня 10 мм
Рабочий объем 0,8 см 3
Рабочие обороты на винте 150х70 мм 12 800 об/мин
Мощность двигателя на валу 0,06 л. с.
Степень сжатия 9 атм
Состав горючего:
75% метилового спирта (метанол);
25% касторового масла.
Авиамодельный двигатель малого объема — около 1 см 3 — давняя мечта наших авиамоделистов. В первую очередь такой двигатель необходим моделистам-школьникам. Чем меньше объем двигателя, тем меньше усилий требуется для того, чтобы его завести. Поэтому двигатель в 1 см 3 наверняка найдет широкое распространение среди юных авиамоделистов. Кроме того, надо учесть, что в последнее время у авиамоделистов-спортсменов во всем мире значительно возрос общий уровень летных достижений моделей свободного полета и намечается стремление через год два уменьшить максимально допустимый рабочий объем двигателя для всех таймерных моделей чемпионатного класса с 2,5 м 3 до 1,5 или даже до 1 см 3 .
Наконец, микролитражные модельные двигатели малых кубатур (до 0,8 см 3 ) могут с успехом применяться и для моделей автомобилей, лодок, глиссеров.
Двигатель «Ветерок» был нами построен и испытан, причем выполнялись одновременно три экземпляра двигателя. Об одном из них мы и хотим вам рассказать.
Изготовление микролитражного двигателя «Ветерок» под силу любой станции юных техников, где есть простейшие токарные и фрезерные станки. Однако надо заметить, что только при аккуратном и точном выполнении всех советов по изготовлению детален и сборке двигателя можно получить желаемые результаты.
Двигатель «Ветерок» двухтактный, калильного типа, может работать на любом спиртовом горючем в смеси с касторкой.
Как же изготовить «Ветерок»?
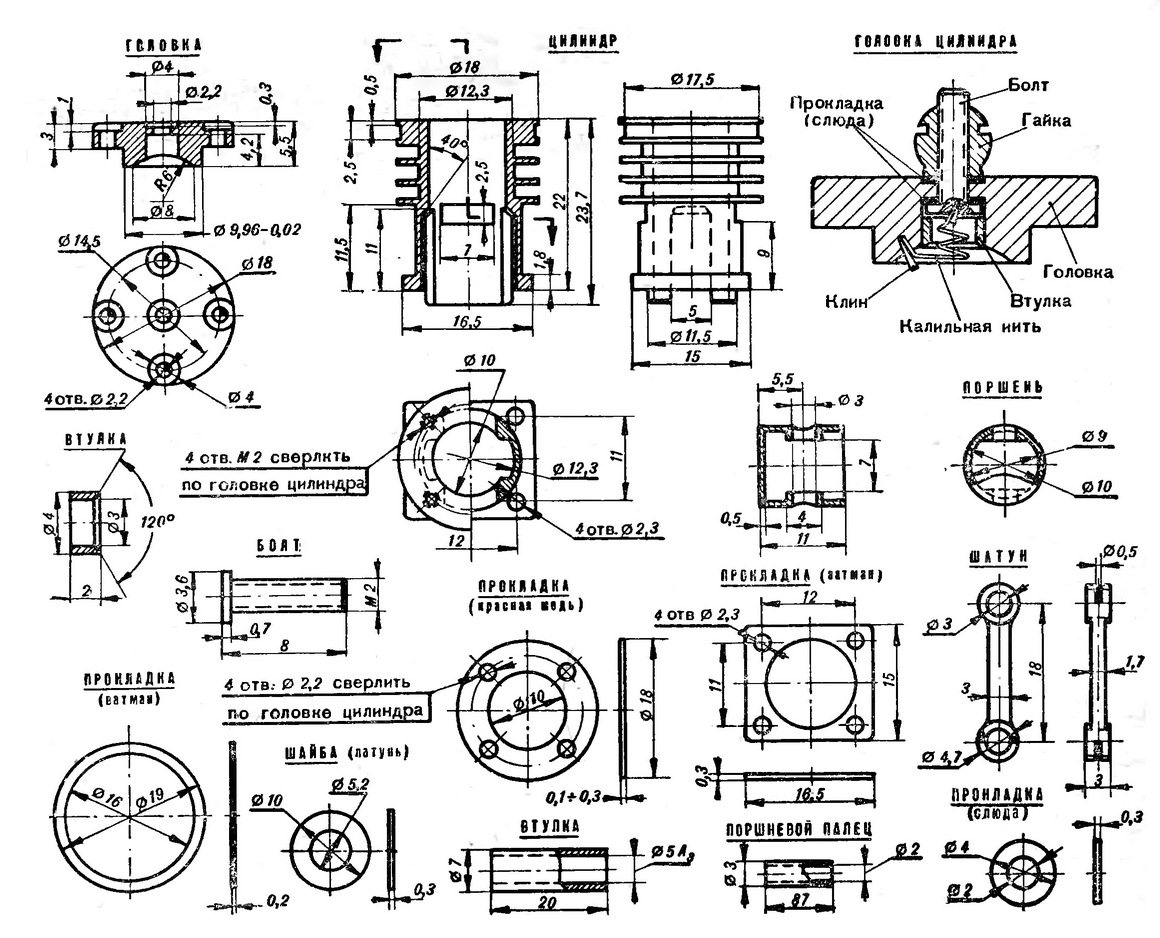
Начинать изготовление двигателя надо с самой главной детали — цилиндра. Цилиндр состоит из головки, втулки, болта, слюдяных прокладок, калильной нити, гайки и клиньев.
Сама головка изготовляется из материала Д16Т диаметром 20 мм. Пруток зажимается в кулачковый патрон, и производится полная обработка по чертежу той стороны прутка, где должна быть сферическая выемка. Далее сверлятся отверстия диаметром 4 и 22 мм. Сферическая выемка полируется пастой ГОИ. Затем деталь отрезается от заготовки. Обратная сторона детали обрабатывается в специальной оправке, которая зажимается в кулачковый патрон станка. Затем размечаются и сверлятся отверстия под винты крепления к цилиндру.
Болт точится из стали У5 по чертежу. В головке болта высверливается глухое отверстие диаметром 0,6 мм под медный клин для заделки калильной нити.
Это отверстие сверлится под углом к телу болта. Гайка и втулка точатся соответственно из латуни и дюралюминия Д16Т по чертежу.
Калильные нити можно делать из платиновой, родиевой или иридиевой проволоки. Возможно использование проволоки от старых термопар нагревательных термических печей, причем их необходимо калибровать фильерами.
Фильер представляет собой пластинку из нержавеющей нагартованной стали (или из стали У8) толщиной 0,3 мм. В этой пластинке нужно пробить отверстие обломанной иглой с помощью молотка. Иглу держите плоскогубцами. Протяжка проволоки для нити показана на рисунке 3 в.
Нить наматывается в спираль на оправке диаметром 1 мм. Шаг намотки 0,6-0,7 мм.
Особенно хорошо работают спирали, свитые из двойной или тройной проволочки платины толщиной 0,05 мм
Порядок сборки головки цилиндра следующий.
Конец спирали закрепляется медным клином в болте ударами по бородке молоточком. На болт надеваются слюдяные прокладки толщиной 0,3 мм. Со стороны полусферы в головку вставляется болт. В выточку головки закладываются слюдяные прокладки общей толщиной 0,5 мм. За-тем навертывается латунная гайка» которая затягивается круглогубцами до полной герметичности головки. Необходимо проверить, изолирован ли болт от головки. При этом запрессовывается втулка, закрепляется по месту второй конец калильной спирали. Это производится при помощи медного клина. Теперь можно приступить к проверке исправности калильного элемента. Проверка производится под напряжением от одной аккумуляторной банки, дающей напряжение 1,2 – 1,4 в. Из холоднокатаной медной фольги разных толщин изготовляется несколько прокладок соответственно 0,1, 0,2, 0,3 мм. При доводке двигателя выбирается лучшая.
Заготовка цилиндра делается из прутка диаметром 20 мм (рис. 2). Эта заготовка обтачивается на станке до диаметра 18 мм, сверлится сверлом диаметром 9,5 мм. и затем у нее протачиваются наружные размеры. При нарезке ребер желательно подпереть цилиндр задней бабкой и прорезать на обратном ходу. После этого у него протачивается внутренний диаметр до размера 9,8 мм. Отрезанный от заготовка, цилиндр проходит слесарную обработку: опиливается фланец крепления (можно на наждачном круге), засверливаются отверстия в головке и фланце, нарезается резьба для крепления головки цилиндра, распиливаются выхлопные окна и фрезеруются перепускные каналы. Головка цилиндра подвергается термообработке до R 45 — 47, Желательно шлифовать зеркало цилиндра до размера диаметра 10 ± 0,02 мм. Окончательно доводится размер диаметра чугунным притиром с пастой ГОИ (рис. 3, б).
Особое внимание нужно уделить обеспечению герметичности, для чего на плите следует притереть верхний фланец цилиндра. Прокладка под цилиндр вырезается из ватмана (рис. 2).
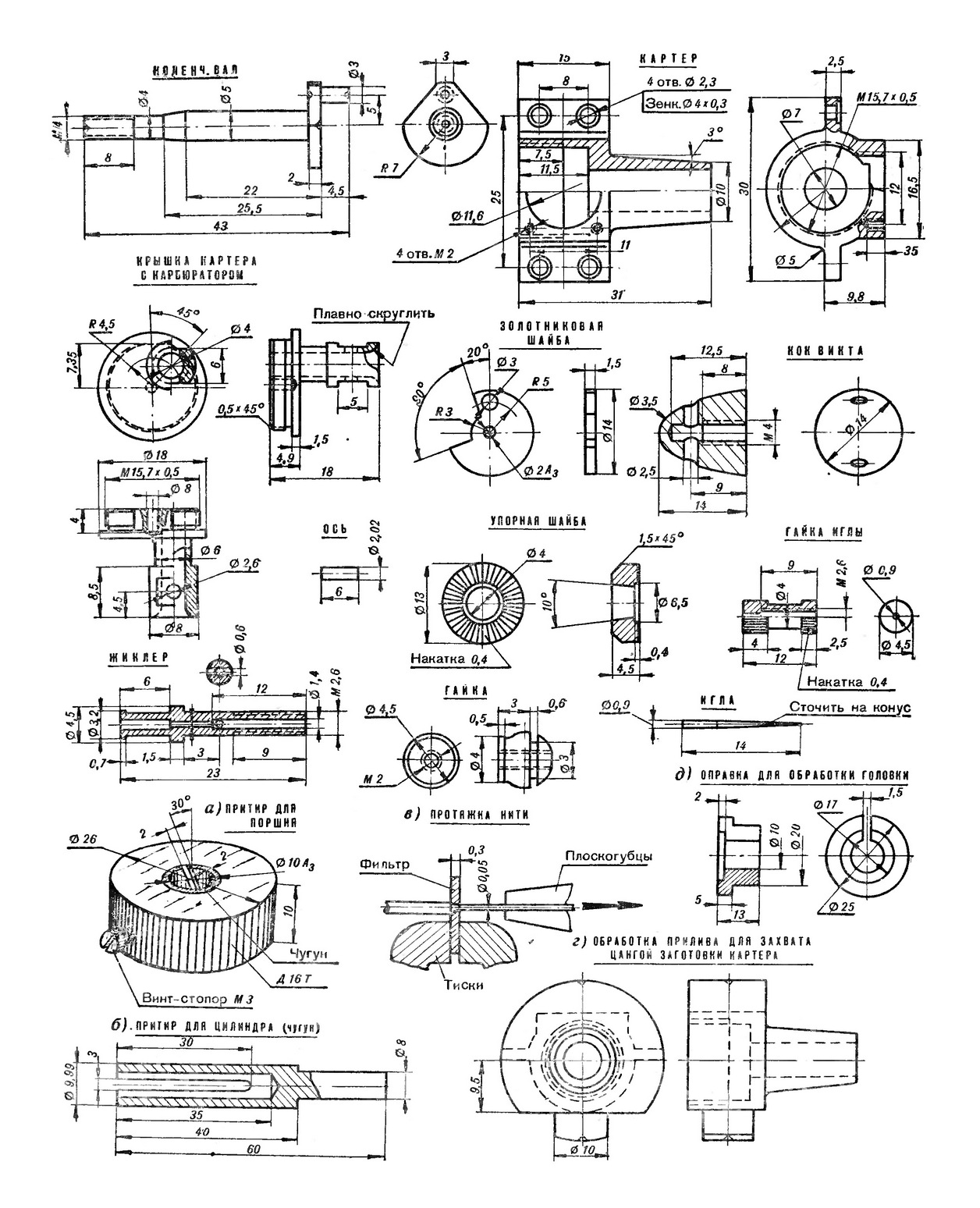
Поршень точится на токарном станке из стали У10 или У12 диаметром 12 мм. Заготовка обтачивается до диаметра 11 мм и просверливается до диаметра 7 мм, глубиной 10,5 мм. Поршень растачивается внутри по размерам, приведенным на чертеже. Затем протачивается наружный размер до диаметра 10,2 или 10,3 мм, после чего поршень отрезается от заготовки. После этого сверлится отверстие под поршневой палец сверлом диаметром 2,9 мм и зачищается хорошей разверткой ЗА на малом ходу, с маслом. Калится поршень до Rс 60—62, шлифуется снаружи до размера 10 ± 0,02 мм и притирается по цилиндру чугунным притиром (рис. 3, а). Необходимо также притереть отверстие под поршневой палец медной проволокой толщиной 3 мм.
Поршневой палец делается из заготовки стали У8 или У10 диаметром 4 или 5 мм. Заготовка торцуется и засверливается сверлом диаметром 1,9 мм, а затем протачивается снаружи до диаметра 3,2 мм и отрезается от заготовки. После этого деталь следует закалить до Rс = 60-62. Наконец она шлифуется и притирается по отверстию в поршне.
Контур шатуна размечается вдоль проката на прессованном дюралюминиевом профиле Д16Т. Затем засверливаются два отверстия сверлом диаметром 2,9 мм на расстоянии 18 мм. Производится слесарная обработка по чертежу, после чего отверстия разворачиваются разверткой ЗА3 (с маслом), а затем зачищаются. Необходимо следить, чтобы в них не попал абразив, вызывающий сильный износ поршневого пальца. Поверхность шатуна полируется гладким стальным каленым стержнем.
Для коленчатого вала вытачивается заготовка из стали 12XH3A или из 18ХНВА диаметром 14 мм, длиной 43 мм. В ней засверливаются центровые углубления: два — по оси заготовки и два — смещенные от оси на 5 мм. Сначала обрабатывается палец кривошипа в смещенных центрах, после чего в центрах на оси протачивается шейка и носок коленчатого вала. Затем нарезается резьба М4. После этого производится слесарная обработка. Деталь цементируется на глубину 0,5 мм, калится до Rc — 42- 45 и, наконец, шлифуется с притиркой трущихся поверхностей.
На заготовке, зажатой в кулачковый патрон диаметром 50 – 55 мм из Д16Т, протачивается носок картера и кривошипная камера с нарезанием резьбы под крышку, после чего носок картера отрезается от заготовки по размеру, указанному на чертеже. В картер запрессовывается бронзовая втулка, выточенная заранее по чертежу (рис. 5). После этого производится разметка расположения цилиндра и засверливаются центровые углубления по оси цилиндра для обработки места его крепления.
Зажав заготовку картера в центрах, обрабатываете прилив диаметром 10 мм для захвата цангой (рис. 5, г). Зажав заготовку в цанге, обрабатываете место крепления цилиндра по чертежу.
Затем производится фрезерная и слесарная обработка картера. Задняя крышка картера (рис. 5) с карбюратором вытачивается из заготовки Д16Т за два приема. Сначала производится торцевание, затем обработка по внешним размерам и разделка отверстия под ось. На длине 18 мм отрезается крышка от заготовки и производится разметка отверстия карбюратора, которое засверливается сверлом диаметром 3,9 мм и разделывается разверткой 4А3. Деталь зажимается в центре, и производится токарная обработка корпуса карбюратора. После этого происходит слесарная обработка детали по чертежу (рис. 3).
Жиклер и гайка иглы вытачиваются из латуни Л59 или Л62 по чертежу (рис. 3).
Игла карбюратора изготовляется на токарном станке из проволоки ОВС, предварительно нормализованной (прогревается до 200 – 240°С в течение 20 – 30 мин.). Упорная шайба и кок (рис. 3) вытачиваются из Д16Т по чертежу. Крепежные винты подбираются по месту и диаметрам, указанным на чертежах. Размеры и материалы прокладок и шайб указаны на чертежах.
Ось изготовляется из проволоки ОВС диаметром 2,5 мм и шлифуется до чертежных размеров.
Золотниковая шайба (рис. 3) делается из 1,5 мм текстолита или гетинакса. На токарном станке вытачивается круглая заготовка, затем производится ее слесарная обработка по размер рам, указанным на чертеже, и притирается рабочая поверхность.
Сборка двигателя
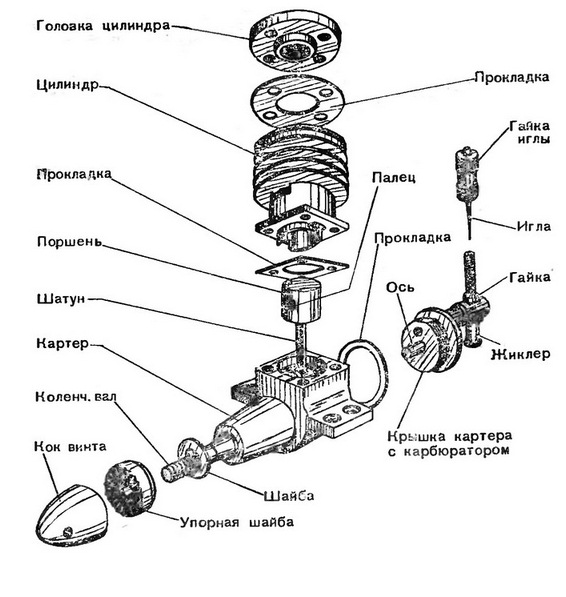
Сборка двигателя производится в следующей последовательности:
- 1) запрессовывается ось золотника;
- 2) надевается золотник, смазанный маслом;
- 3) вставляется в картер коленчатый вал, смазанный маслом;
- 4) соединяется шатун с поршнем поршневым пальцем, нижняя головка надевается на палец кривошипа коленчатого вала;
- 5) ввертывается в картер крышка с прокладкой и золотником;
- 6) прокладывается прокладка под цилиндр, смазываются поршень и цилиндр маслом, надевается цилиндр на поршень;
- 7) завертываются крепежные винты М2 длиной 5 мм;
- 8) проверяется легкость вращения коленчатого вала;
- 9) надевается упорная прокладка, упорная шайба, винт и кок, снова проверяется легкость вращения коленчатого вала;
- 10) устанавливается жиклер и гайка с иглой на карбюратор;
- 11) ставится на место головка с прокладками, и двигатель устанавливается на стенд; подсоединяется резиновой трубкой бачок с горючим;
- 12) подсоединив аккумулятор на массу и гайку головки цилиндра, проверните за винт вал двигателя; закрыв карбюратор пальцем, попытайтесь запустить двигатель, резко нажимая указательным пальцем на винт.
Применяется аккумулятор кадмиево-никелевый, марки КН-10 — 2 банки на 2,4 в.
Регулировка оборотов производится иглой карбюратора. Как только режим двигателя станет устойчивым, отсоедините провода от мотора. Необходимо перед эксплуатацией двигатель обкатать в течение 30 -35 мин.

Всем привет, вот решил поделится вторым проектом ДВС, проект уже построен давненько и чтото я не решался выкладывать его сюда да и честно чтото лень было. Вобщем после удачного первого мотора мне захотелось построить еще один но немного другой конструкции. Изначально задумывался мотор не скоростной а медленно чавкающий на постоянных оборотах (буржуи называют их hit and miss). Но с ходом разработки и постройки пришлось отказаться от чавкающего двигателя из за ряда проблем и основной проблемой стала — отсутствие собственного токарного станка (большого мне не надо, нужен маленький хоббийный типа ТВ16 или ему подобного либо школьный ТВ4 но таких в наших районах не продают или продают но неадекватно дорого, а платить 5к или более за транспортную с другого города что жаба душит да и станок надо самому смотреть состояние). Так вот неспешно был построен второй проект, описание всего процесса постройки можно почитать на форуме, прямая ссыль на тему — sam0delki.ru/viewtopic.php?f=44&t=611 здесь опишу кратко основные части и изменения в конкретно этом втором проекте относительно первого двс.
Цилиндро-поршневую группу использовал уже готовую, ею послужила ЦПГ из компрессора холодильника. При разборе данного компрессора на металлолом было выяслено что у него довольно интересная рабочая пара, диаметром 24мм и самое главное что цилиндр был не монолитным с основанием компрессора как обычно а был съёмным на двух болтах. Сама схема в данном компрессоре не подходила к работе в виде мотора так как поршень и шатун там были литыми, но компрессоров у меня было много и я без труда подобрал к цилиндру нужный поршень. Собственно он то мне и не давал покоя так как ка был изготовлен очень качественно (пара отличная, компрессия просто обалденная, плюс и материал — чугунная гильза и чугунный поршень — идеал для самоделки из за офигительного коэффициента скольжения чугуна по чугуну).


Так, значит ЦПГ была уже готова, причем отличная. Далее ГБЦ, голову решил делать как и у предыдущего проекта из бронзы. На заводе добыл нужную болванку, и изготовил голову. Клапана также как и у первого проекта из саморезов. Клапана были притерты как и у настоящих двигателей с применением паст для притирки.
Отличия данной головы от предыдущей тут будет один управляемый клапан (выпуск) как у обычного четырехтактного мотора через коромысло и второй клапан будет полностью автоматическим (впуск, тут после того как все части ДВС будут собраны воедино надо будет "поиграться" с жесткостью клапанной пружинки и добиться правильной длительность впуска когда поршень будет двигаться к НМТ и открывать разряжением клапан преодолевая жёсткость пружинки) и второе отличие это свеча зажигания. В первом проекте она была диаметром 6мм и очень сложна в изготовлении (плюс очень хрупкая на кручение, можно легко поломать при заворачивании) тут же свеча уже по серьезнее — 8мм, техпроцесс изготовления тот же — стеклянный изолятор посаженный на эпоксидку и холодная сварка в качестве внешнего изолятора.