Ювелирное обозрение
Все о ювелирных украшениях, драгоценных камнях и металлах
Как сделать оцилиндровочный станок
Содержание
- 1 Назначение станка для оцилиндровки
- 2 Устройство станка для оцилиндровки
- 3 Виды станков для оцилиндровки
- 4 Самодельный оцилиндровочный станок
- 5 Функции
- 6 Устройство
- 7 Классификация
- 8 Рекомендации перед приобретением
- 9 Предложения для профессиональной работы
- 10 Этапы конструирования станка самостоятельно
- 11 Заводское производство
- 12 Монтаж
- 13 Эксплуатация и уход
 Станок оцилиндровочный создан для придания правильной формы брёвнам, идущим на возведение срубов. Использование станков позволяет ускорить и упростить подготовку древесины. Обработанные своими руками брёвна выходят одного диаметра, с пазом, проструганными поверхностями и подготовленными монтажными чашами.
Станок оцилиндровочный создан для придания правильной формы брёвнам, идущим на возведение срубов. Использование станков позволяет ускорить и упростить подготовку древесины. Обработанные своими руками брёвна выходят одного диаметра, с пазом, проструганными поверхностями и подготовленными монтажными чашами.
Назначение станка для оцилиндровки
Станок для деревообработки полностью подготавливает бревно для установки в стеновые конструкции срубов. Функции деревообрабатывающих станков:
- изготовление пазов под монтаж;
- оцилиндровка брёвен (в том числе финальная);
- производство доски обрезной из лафета;
- производство плашек на паркет;
- фрезерование гладкой древесины;
- обрезка не обрезной доски;
- подготовка венцовой чашки;
- изготовление бруса;
- распилка леса на лафет;
- регулируемая скорость вращения бревна;
- выполнение компенсационного паза с помощью дисковой пилы.
Движение каретки контролируется лазерным указателем. Важное свойство оцилиндровочных станков — возможность выполнения любых манипуляций одним комплектом инструментов без переустановки бревна. Сочетание фрез и приемов позволяет изготовить сложные изделия с разным диаметром, например, балясины. Своими руками можно обработать бревно длиной до 7 м.
Устройство станка для оцилиндровки
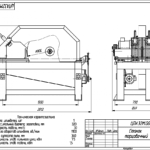
Чертеж станка для обработки брёвен включает:
- металлическую раму, как правило, изготовленную из прямоугольного трубопроката;
- направляющие для передвижения пильного и силового устройств;
- бабки для крепления бревна и его кручения. Передняя оснащается делительной головкой, с помощью которой фиксируется ствол. Туда же устанавливается шпиндельная головка;
- фрезами обрабатывается древесина. Фигурная фреза выбирает паз для монтажа. Универсальная фреза предназначена для вырезки венцовых чашек, обработки плоскостей, оцилиндровки;
- ножи для фрез съемные. Производятся из хорошей стали, их можно заменять и точить, не трогая фрезу;
- рычаги для размещения бревна;
- ролик-упор для предотвращения провисания бревна;
- механические тормоза устанавливаются с двух концов каретки и используются во время выборки венцовой чаши;
- фиксатор каретки останавливает ее во время выборки чаш;
- устройство для вращения ствола вручную: используется во время прорезки продольного паза.
Виды станков для оцилиндровки
 Механизмы для оцилиндровки подразделяются на следующие типы:
Механизмы для оцилиндровки подразделяются на следующие типы:
Проходные станки обеспечивают постоянное продвижение ствола. Во время обработки бревно продвигается через инструмент.
Цикловые станки передвигают и обрабатывают древесину в ходе цикличных движений и подразделяются на:
- цикло-проходные: бревно неподвижно, двигается резак;
- цикло-позиционные: инструмент неподвижен, двигается материал.
При деревообработке используется два типа движений: прямолинейные и вращательные. Форма конечного изделия зависит от комбинации движений. При цикло-проходном механизме брёвна двигаются прямолинейно, а инструмент вращается. При позиционном движении ствол вращается, а резец двигается вдоль его оси.
Промышленный оцилиндровочный станок точит или фрезерует древесину. Процесс точения возможен при быстром вращении бревна. В результате образуется много опилки. Во время фрезерования отходы образуются периодически, вращается в данном случае инструмент.
Оцилиндровочное оборудование делится на три категории по уровню автоматизации:
- механизированные станки. Загружает материал рабочий, он же следит и настраивает механизмы.
- автоматические станки. Рабочий лишь контролирует все процессы. Загрузка и обработка происходит автоматически.
- полуавтоматические станки. Автоматически контролируется лишь одну стадию деревообработки, далее подключается рабочий.
Сравнение деревообрабатывающих станков
- проходные станки для оцилиндровки производительны, при этом допускают погрешности в обработке, шершавость поверхностей;
- цикловое позиционное оборудование очень качественно обрабатывает древесину и осуществляет все операции, но значительно уступает в производительности.
Благодаря компактным размерам и устойчивой базе цикловое позиционное оборудование широко используется в деревообработке.
Самодельный оцилиндровочный станок
Проще всего станок сделать своими руками из пилорамы. Вместо переднего конуса устанавливается упор. Подшипником для упора оснащается бабка, расположенная сзади. Для вращения бревна используется дополнительный электромотор или ручка.
Сложнее всего изготовить фрезу, поэтому ее составляют из частей. Следует выбирать максимально прочный материал. Передвигается фреза на дополнительной рельсе. Устройство схоже с обычным фрезерным станком: в пазы устанавливается бревно, запускается его вращение, фреза двигается вдоль.
Самодельный оцилиндровочный станок необходимо ставить на крепкое бетонное основание. Можно подготовить раму из шпал или толстого бруса, установленную на утрамбованный грунт.
- Собирается рама. Используется строительный уровень, допускается погрешность до 0,5 мм на 1 м. Раму устанавливают на высоте 20 см.
- Установка силового механизма, бабок.
- На установленные стойки крепится трос для электрокабеля (мобильного).
- Силовой механизм оборудуется стопором.
- Обеспечивается заземление.
- К электропитанию подключается мотор для вращения бревна. При подключении следует проверить соответствие фаз режимам. Если фазы подключены неправильно, при нажатии кнопок двигаться головка будет в другую сторону. Значит, фазы нужно поменять.
- Проверяется направление вращения бревна. Меняется оно сменой фаз на электромоторе. До проверки подключения фаз категорически запрещено запускать двигатели вращения и станка.
Важно крепко и жестко закрепить обе бабки, установив их параллельно направляющим. Оси бабок должны совпадать! Станок быстро выйдет из строя, если не сбалансировать фрезы. Заключительный этап монтажа станка — установка фрез. Фигурная закрепляется на вал и крепится к конической части болтом. В ее корпус вкручивается универсальная и накрепко затягивается.
Если между запусками он содержался в сыром месте или перерыв между использованием составил более 8 недель, следует выдержать станок в сухом сарае для просыхания моторов.
Оцилиндровочный станок с подвижной кареткой в действии:
Дома, дачи, срубы, бани из оцилиндрованного дерева всегда популярны. Качественная обработка древесины выполняется на специальных станках, позволяющих получить бревно одинакового диаметра по всей длине.
Последние модели оцилиндровочных станков выполняют еще целый ряд функций, но для простых действий можно изготовить такой агрегат своими руками.
![]()
Функции
Основная функция, которой обладает любой оцилиндровочный станок, – обработка бревен как тела вращения фрезерованием. Но чтобы сложить сруб, просто цилиндрических заготовок недостаточно. И в этом случае на помощь придут дополнительные возможности оборудования:
- выемка пазов для формирования различных замковых соединений;
- изготовление паркетных плашек, бруса;
- пиление погонных изделий;
- распилка лесоматериала на лафет и далее на обрезные доски;
- все стадии оцилиндровки бревен, начиная от черновой и заканчивая финальной;
- выемка монтажных чаш и компенсационных пазов.
![]()
При этом само бревно не переустанавливается, а в ходе работы меняются фрезы и отдельные узлы. В результате получают детали с широким диапазоном диаметра. Ограничение касается длины обрабатываемых бревен: санки рассчитаны на семиметровые заготовки. Умелое сочетание фрез с приемами работы позволяет изготовить сложные деревянные конструкции.
Устройство
Установка имеет несколько основных узлов. Станина выполнена в виде металлической рамы. Может иметь жесткое сварочное соединение в виде прямоугольной трубы или мобильное соединение отдельных металлических элементов с помощью болтов и гаек. Является основанием для крепления всех элементов конструкции.
![]()
В оцилиндровочном станке присутствуют направляющие, по которым передвигается пильный инструмент. Обычно они составляют единую конструкцию с металлической рамой. В отдельных типах установок по направляющим перемещается бревно.
Может быть одна или две (передняя и задняя) бабки. Их назначение – закрепить и крутить бревно. На передней бабке в некоторых моделях станков расположена делительная головка, служащая для установления определенного угла поворота для разных этапов обработки.
![]()
Узел для крепления инструментов и механизмов перемещения – суппорт.
Основное назначение фрезы – крепление режущего инструмента. Она также обеспечивает уменьшение вибрации, увеличение точности выполняемых операций и легкости вхождения в заготовку. Бывают фигурные и универсальные фрезы.
Ножи оцилиндровочного станка изготавливаются из стали высокой марки. Крепится режущий инструмент во фрезу так, чтобы легко можно было его заменить или снять для заточки.
![]()
Кроме этого, устанавливаются дополнительные элементы. Это рычаги, обеспечивающие удобство установки заготовки на раму, и ролики-упоры, не дающие ей провисать. Также присутствуют тормоза и фиксатор каретки. Они используются в станках с функцией выборки венцовой чаши и устанавливаются на окончание каретки. Для выемки продольного паза применяют регулятор вращения бревна.
Современные производители деревообрабатывающего оборудования комплектуют такие станки для оцилиндровки автоматизированными модулями с компьютерным управлением.
![]()
Классификация
Специалисты предлагают классифицировать оцилиндровочные станки по пяти параметрам:
- типу механизма;
- способу перемещения бревна;
- уровню автоматизации;
- типу питания привода;
- диаметру используемой заготовки (минимально – 80 м, максимально – 500 м).
![]()
Используют в установках два типа механизмов. Первый – проходной (роторный), позволяющий непрерывно передвигать древесину через фрезу. Второй – циклический (токарный), в котором обработка выполняется при повторении цикла действий.
Если циклические действия выполняет режущий инструмент, станок относят к цикло-проходному типу, а если перемещается бревно – цикло-позиционному. В механизмах бревна имеют возможность как вращаться, так и двигаться прямолинейно вдоль направляющих.
Рекомендации перед приобретением
Для выбранного уровня производительности важно учесть степень автоматизации оцилиндровочного станка.
В механизированных моделях оператор загружает и выгружает бревна, проводит настройку и регулировку механизмов. Он также следит за качеством выполняемых работ, всеми этапами операций.
![]()
В автоматизированных оцилиндровочных станках для специалиста, его обслуживающего, отводится роль контролера за процессом.
В полуавтоматизированных установках мастер подключается к процессу после выполнения станком одного цикла операций.
Обратите внимание! Для создания оптимальных и бесперебойных условий функционирования важно выбрать подходящий тип питания привода.
Электрический может работать без перерыва при условии, что электролинии надежные или есть генератор дополнительного питания. Бензиновый требует постоянной заправки, но не зависит от внешних факторов.
![]()
Но основной выбор стоит между проходным и цикловым типами. Проходной обеспечит высокую производительность, порой за счет качества обработки. Большинство моделей таких станков не имеет возможности делать поверхность бревна гладкой, без заусениц и шероховатостей. Цикловые установки работают значительно медленнее, но при этом имеют ряд достоинств:
- обеспечивают очень высокое качество обработки;
- выполняют весь набор операций;
- имеют компактные габариты;
- конструкция устойчивая и комфортная в обслуживании.
![]()
Кроме всего перечисленного, важную роль играет цена, производитель оборудования и требуемое качество обработки.
Предложения для профессиональной работы
На рынке деревообрабатывающего оборудования есть предложения любой ценовой категории и под разный технический запрос. Наибольшей популярностью пользуются такие модели, как «Шервуд», «Термит», «Кедр», «Тайга», «Терем» с полным циклом функций.
![]()
Технические характеристики представлены в таблице.
| Модель | Длина бревна, мм | Диапазон диаметра, мм | Мощность, кВт | Время на обработку одного бревна, мин |
|---|---|---|---|---|
| «Шервуд ОФ-28Ц» | 5950–6150 | 200–400 | 7,5 | 15–30 |
| «Термит 280ОУ» | 6200 | 160–280 | 22 | 30–40 |
| «Кедр ОС-100» | 6200 | 160–240 | 7,5 | 15–30 |
| «Тайга ОС-2» | 6200 | 160–240 | 9,8 | 30–40 |
| «Терем 8000В» | 8100 | 160–400 | 2,6 | 30–40 |
Этапы конструирования станка самостоятельно
Приобретение профессиональной установки для получения обработанной древесины – дорогое удовольствие. Но есть альтернативное решение: можно сделать станок для оцилиндровки бревна своими руками.
![]()
В качестве основания используется пилорама. Конус в передней части меняют на упор. В заднюю бабку вставляют подшипник. Понадобится также электрический мотор для обеспечения кручения бревна. Вращение может быть ручным, тогда необходимо сделать ручку.
Фреза собирается как отдельный узел из очень прочного материала. Ее передвижение можно обеспечить с помощью укладки рельсы. Это путь, по которому будет передвигаться фреза. В такой конструкции заготовка должна располагаться вдоль рельсы и вращаться так, чтобы фреза скользила по ней.
![]()
Перед установкой оцилиндровочного станка проводится бетонирование (в случае отсутствия) или утрамбовка площадки требуемого размера. Далее происходит сборка секций рамы, выравнивание их по уровню в горизонтальной плоскости. Максимальная погрешность при установке не должна превышать 0,5 мм на 1 м во всех направлениях. Высота установки 20 см.
![]()
Последующие этапы сборки такие:
- установка силового механизма;
- установка передней и задней бабок так, чтобы их оси совпадали и были параллельны направляющим;
- крепление стоек под трос для мобильного силового кабеля;
- натяжение троса;
- оборудование прижим-стопора под силовой механизм;
- монтаж заземления;
- подключение двигателя и проверка направления вращения пиломатериала. Нужное направление регулируется сменой порядка подключения фаз двигателя;
- монтирование фигурной фрезы на коническую деталь с помощью болтов;
- ввинчивание универсальной фрезы в корпус фигурной. Для того чтобы избежать разбалансировки, узел затягивается ключом;
- проверка правильности сборки.
![]()
Самодельный станок требует профилактики при длительном простое или установке во влажном помещении.
Строительство частного дома, дачи, жилого сруба требует качественного лесоматериала, который обработан на профессиональном оборудовании. Для технических построек оцилиндровать древесину можно самостоятельно.

Собственная пилорама в домашнем хозяйстве – производство чрезвычайно полезное. Деревянный дом и участок требуют постоянных работ и обновлений, но при этом имеет массу недостатков: гниль, порча, горение. Чтобы вовремя заменить один из элементов дома или надворной постройки, требуется материал. Привезти его подчас просто дорого. Поэтому самодельные станки для оцилиндровки бревна пригодятся как нельзя кстати. Виды, преимущества и недостатки – описаны ниже.
Заводское производство
На сегодня цилиндровка бревна производится высокоточным оборудованием за один цикл обработки природного неокоренного хлыста. Такие технические новинки недёшевы, но вполне себя оправдывают – владельцы лесного и домостроительного бизнеса подтверждают семикратную окупаемость. Начинающим предпринимателям не удаётся сразу приобрести новшества прогресса, и поэтому они пользуются устройствами следующего типа:

-
Станок для оцилиндровки токарного типа. Принцип действия: зажим деталей, вращение по оси, движение фрезы по всей длине древесины. Преимущества такого типа оборудования: исключительная форма без кривизны, изготовление большого диаметра – для зимнего и многоэтажного строительства это крайне необходимо, декоративная обработка – для получения материала необычной формы.
Без недостатков не обойтись: постоянное сопровождение и контроль, иначе погрешности в диаметре существенны, да и обработка оставляет желать лучшего – шлифовка не на высоте, малая производительность, процесс идёт медленно и для серьёзного производства такой станок для брёвен не подойдёт.
Оборудование подобного типа нашло своё применение в домашних условиях для производства материала на собственные нужды при индивидуальном строительстве. С его помощью нарезают брёвна для строительства бань, беседок, заборов и прочих мелких объектов на дворовой территории. Стоимость от 960 тыс. рублей.

Достоинства: совпадение единиц по сечению, тщательное шлифование, изготовление длинномеров – заготовок более стандартной длины в 6 м, нарезка пиломатериала. Недостатки: кривизна при большой длине, неравномерный укладочный паз и изменение ширины компенсационного пропила. Впрочем, минусы устраняются постоянным регулированием и контролем. Стоимость до 2 млн рублей.

Самодельные установки
Чтобы самодельная оцилиндровка брёвен не уступала по качеству производственной, соберите собственный механизм по все правилам, учтите все вопросы безопасности, иначе при отсутствии опыта риск поломки или угроза здоровью возрастают. Требования к самодельной установке следующие:

Чтобы собрать самодельный станок для оцилиндровки бревна, важно иметь подобный опыт и понимание работы каждого узла. Иначе механизм, имеющий электрический привод станет опасным.
Монтаж
Для работы используется старая пилорама, на которой заменяют корпус упором и задними бабками для зажима неокорённого ствола. В качестве держателя устанавливают конический или иной роликоподшипник. Чтобы бревно без труда вращалось по собственной оси, потребуется дополнительный двигатель, вручную процесс пойдёт долго.
Для перемещения фрезы, самым простым решение станет укладка рельсового пути. Не придётся перетаскивать тяжёлые хлысты вручную. Расстояние между поперечными шпалами, усиливающими конструкцию, и на которых крепится рельса – не более 1 м, для монтажа используется брус, пропитанный специальными составами или уже готовые шпалы.

Монтаж самодельного станка для оцилиндровки начинается со сборки рамы. Действуя сварочным аппаратом, отдельно готовят её секции. А при сборке проверяют уровнем, так чтобы конструкция получилась в одной плоскости. Погрешность в 0,5 мм на каждый метр допускается, так как идеальной ровности добиться всё равно не удастся, а тяжёлое бревно в будущем сгладит несоответствие.
Укрепляют фрезеровочный узел, собирается от деталей токарного станка. Ведь кроме оцилиндровки нужно вырезать чашку на стволе. Для этого требуется специальная вертикальная фреза, которую изготавливают самостоятельно или заказывают по каталогу заводу – производителю.
Для формирования укладочного паза и компенсационного пропила, требуются соответствующие комплектующие. Подойдёт дисковая циркуляционная пила. Устанавливают её сбоку на фрезерный узел.
Теперь подключают двигатель для вращения. Сразу предусмотрите электропитание с советующим напряжением в помещении, предназначенном быть домашней пилорамой, силовой кабель должен идти отдельно и быть подключённым в независимый щит, иначе постоянного вышибания бытовых приборов в доме не избежать, что не может отразиться на их работе. Двигатель укрепляют анкерными болтами. Правильность подключения указана на корпусе, с ней должно совпадать движение силовой головки. В случае несовпадения поменяйте фазы местами.
Кабели подключения разнообразных узлов устанавливаются на всю длину готового станка с запасом. Безопасность использования заключается в укреплении их над станком гибкими держателями. Нель дать кабелю провиснуть и тем более коснуться рабочей поверхности – переруб чреват последствиями.
Эксплуатация и уход
На производственных площадях выработка готового бревна может составить до 800 м за рабочую смену. В домашних условиях такое вряд ли возможно, да и не нужно. Чтобы получить несколько штук качественных ОЦБ для будущего строительства в день, соблюдайте правила безопасной эксплуатации и своевременно проводите профилактику. Итак:
-
После долгого простоя сразу нарезать и торцевать брёвна нельзя, важно разогреть станок для оцилиндровки бревна, проверить состояние фрезы, смазать все движущиеся узлы, осмотреть на предмет коррозии ответственные части. Изоляция силового кабеля не должна вызывать нареканий, грызуны способны ею лакомиться. Надёжность подвесов тоже должна быть на высоте.

Своевременно делайте текущий и капитальный ремонт самодельной установки для оцилиндровки брёвен. Полной разборки при первом варианте может не понадобиться, если профилактика осуществлялась вовремя. На этой стадии заменяют подшипники, болты, крепления, проверяют остроту режущих инструментов и если нужно меняют их.
Капитальный ремонт осуществляется только усилиями специалиста по обслуживанию электродвигателей и слесаря сборщика. То есть снимается силовой узел и отправляется в мастерскую. Делать что-либо самому, при отсутствии знаний и опыта, не рекомендовано. Самостоятельно можно только заменить подшипники на вращающемся валу.