Ювелирное обозрение
Все о ювелирных украшениях, драгоценных камнях и металлах
Как сделать стеклянную трубку
Резка стеклянных трубок
Иногда необходимо произвести резку стеклянной трубки, изменить её форму или длину, при этом максимально сохранив толщину стенки и ровные края (без торчащих острых обломков).
 Резка стеклянных трубок
Резка стеклянных трубок
Это без особых усилий можно сделать в домашних условиях, используя газовую горелка или свечку. Надо помнить, что обычное стекло – это не кристаллическое , а аморфное вещество , то есть очень вязкое вещество. Стекло не имеет строго установленной температуры плавления, например , как у металлов. При плавном повышении температуры стекло нагревается, размягчается, затем постепенно теряет форму и превращается в вязкую текучую жидкость.
Для работы со стеклянными трубками небольших диаметров (размерами с карандаш или фломастер) сгибание стеклянных трубок производят при температуре около 450 0 С. Для сгибания стеклянных трубок из лабораторного стекла нужна большая температура, – 600 0 С и выше.
Итак, резка стеклянных трубок.
 Сгибание стеклянных трубок
Сгибание стеклянных трубок
Возьмём стеклянную трубку, в том месте , где нужно её разрезать, сделаем небольшой надпил мелким напильником (создадим условие развития трещины) по окружности трубки. Далее берём трубку с 2-х сторон как можно ближе в надрезу и надломим её одновременно растягивая в стороны. Не забудьте обернуть трубку в ткань, чтобы не повредить руки обломками.
После разрезания трубки необходимо оплавить её края, для чего можно поместить конец трубки в пламя горелки или подержать над свечкой.
Для применения стеклянных трубок в химических реакциях на конец трубки одевают резиновую пробку или шланг, предварительно смазав конец трубки глицерином. При резке стеклянной трубки с толстыми стенками также делается кольцевой начальный надрез, затем эта зона равномерно нагревается над свечкой или горелкой, но не до размягчения! В нагретое место можно капнуть каплю холодной воды. Таким способом можно инициировать развитие появление и развитие кольцевой трещины, после чего трубка сама должна сломаться в зоне надреза.
 Сгибание стеклянных трубок
Сгибание стеклянных трубок
Сгибание стеклянных трубок
Теперь попробуем согнуть стеклянную трубку. Для этого, конечно, разогреем её, но не до полного размягчения, а так, что бы держа её за один конец, второй конец изгибался под собственным весом. Вынимаем трубку из пламени, сгибаем – вот и всё!
Но такой способ сгибания стеклянных трубок будет не совсем правильным, потому что при сгибе образуется местное утонения. Поэтому лучше поступить так: нагревать стеклянную трубку нужно равномерно по всей окружности, учитывать прогрев зоны около места изгиба. Медленно вращая трубку можно добиться значительно лучшего результата!
При сгибании стеклянных трубок с более толстыми стенками, нужно один её конец закрыть крышкой, а когда трубка согнётся, очень аккуратно, чтобы не образовались дырки, вдуть воздух в трубку. После сгибания стеклянных трубок, когда они ещё горячие, их нельзя класть на холодные подставки, особенно местами сгибов. Это приводит к появлению трещин. Для этих целей лучше всего подойдёт деревянная подставка. Во всяком случае, лучше всего класть трубки, чтобы нагретое место не касалось предметов.
Растягивание трубок
Если нам необходимо получить трубку с зауженным сечением, то после её нагрева достаточно растянуть трубку за её концы. Нужно также учесть, что температура и скорость растягивания трубки влияют на результат – получается короткий или длинный участок с изменённым сечением.
Если нам нужно получить трубку с оттянутым концом, тогда сделаем так: Нагреем трубку до размягчения, извлечем её из пламени и растянем, после чего отрежем часть трубки с месте образовавшегося сужения. У нас получается очень тонкой и острый конец трубки. Чем медленнее происходило растягивание стеклянной трубки, тем более толстые края у неё оставались, что может предупредить появление очень тонких стенок. Также, растягивание трубок должно производиться при непрерырвном вращении их в пламени для равномерного нагрева зоны растяжки
Если нам нужно замкнуть трубку с одного конца, то растягивать нужно в пламени и достаточно быстро. При этом образующийся тонкий капилляр легко заплавить. После заплавления конца трубки можно слегка подуть в ней, чтобы в конце трубки образовалась небольшая полость.
Пайка стеклянных трубок
Для пайки стеклянных трубок необходимо хорошо их нагреть (до размягчения и проявления свойств текучести стекла).
 Пайка стеклянных трубок
Пайка стеклянных трубок
Это более сложная операция, чем просто резка или сгибание стеклянных трубок. Для пайки трубок, предварительно, их соответствующие концы после нагрева необходимо немного расширить, чтобы получился вид воронки. Это можно сделать с помощью графитового стержня. Если паяются стеклянные трубки разного диаметра, то конец одной трубки надо сузить (это происходит в пламени), конец другой – нагреть, затем оба прикладывают к друг-другу. Дальнейший нагрев зоны соединения и небольшой поддув воздуха в трубки позволит выровнять получившийся шов.
При пайке стеклянных трубок может получиться отверстие в трубке, которое без особого труба паяется расплавленным концом стеклянной палочки. Надо помнить, что в случае недостаточного прогрева зоны деформации, при сгибании, растягивании и пайке стеклянных трубок в момент остывания появляются трещины.
Иногда приходится соединить две трубки не по торцам, а, например, в центральной её части. Это несложно сделать. Нужно нагреть трубку в том месте, где планируется получить отверстие. Когда трубка будет достаточно разогрета, нужно плотно закрыть один конец трубки, например, пробкой. Во второй конец будем дуть. При вдувании воздуха в в зоне, где трубка была нагрета, будет образовываться стеклянный пузырь с очень тонкими стенками. Если аккуратно проткнуть такой пузырь стеклянной палочкой, то получим достаточно ровное круглое отверстие.
Далее нагретый конец второй трубки соединяем с отверстием первой трубки. При совместном паянии стеклянных трубок для выравнивания зоны спая необходимо поддувать воздух в конец одной или двух трубок.
 Стеклянный шар
Стеклянный шар
Как выдуть стеклянный шар?! Чтобы изготовить стеклянный шар, используем стеклянную трубку. Перед началом необходимо заплавить один конец этой трубки (способ закплавки указан выше). Будет сильно нагревать трубку, расположив её в вертикальном положении, чтобы жидкое стекло постепенно стекало вниз и скапливалось у заплавленного конца. Нужно не забывать вращать трубку, чтобы стенки получились равномерными по толщине и хорошо прогревались.
Когда внизу трубки накопится достаточное количество стекла, извлекаем трубку из пламени и, не останавливая вращения, начинаем слегка вдувать в неё воздух.
Основным поставщиком вакуумных трубок на рынок устройств, работающих на альтернативных источниках энергии, является Китайская народная республика. Рассмотрим процесс изготовления вакуумных трубок первого типа на одном из заводов недалеко от Шанхая.
Как правило, предприятия, выпускающие солнечные коллекторы и солнечные водонагреватели, не изготавливают самостоятельно стеклянные трубки, а приобретают их на специализированных заводах, выпускающих только стеклянную продукцию.
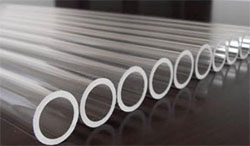
Стеклянные трубки определенных типоразмеров (диаметр 70, 58, 48, 38 мм и длиной 1600, 1900, 2200 мм) и марки стекла привозят с заводов на специальных поддонах с колесами, упакованными в пленку.
 Рис.1 Поддоны со стеклянными трубками различных типоразмеров в цехе предварительной обработки.
Рис.1 Поддоны со стеклянными трубками различных типоразмеров в цехе предварительной обработки.
 Рис.2 Поддон со стеклянными трубками.
Рис.2 Поддон со стеклянными трубками.
Затем стеклянные трубки определенного типоразмера (например 58 и 48 мм) поступают на стол-конвейер с газовыми горелками (Рис.3). На этом столе у трубки диаметром 48 мм запаивается один конец, а у трубки диаметром 58 мм один конец заужается, но оставляется незапаянным. Через это отверстие в последствии будет удаляться воздух и создаваться вакуум в колбе.
 Рис.3 Обработка трубок на столе-конвейере
Рис.3 Обработка трубок на столе-конвейере
 Рис.4 Обработка трубки диаметром 58 мм
Рис.4 Обработка трубки диаметром 58 мм
В результате носик (нижний конец будущей вакуумной трубки) приобретает такой вид (см. Рис.5).
 Рис.5 Поддон с трубками диаметром 58 мм после обработки на столе конвейере.
Рис.5 Поддон с трубками диаметром 58 мм после обработки на столе конвейере.
Стеклянные трубки диаметром 48 мм помещают в магнетронную камеру, где происходит последовательное напыление всех трех слоев высокоселективного покрытия, абсорбирующего солнечную энергию. Необходимо отметить, что напыление каждого слоя тоже происходит не в один заход, а послойно. Поэтому и цвет трубок после изготовления зависит от количества напылений последнего слоя. В странах юго-восточной азии предпочитают трубки серо-стального цвета. А в Европе и в Америке – темно-синего (Рис.6).
 Рис.6 Разный цвет верхнего слоя напыления у трехслойных вакуумных трубок
Рис.6 Разный цвет верхнего слоя напыления у трехслойных вакуумных трубок
Перед тем как поместить трубку диаметром 48 мм в трубку диаметром 58 мм, на первую надевают матерчатый чехол, чтобы не повредить напыление (впрочем некоторые заводы обходятся без этого) и на нижний конец этой трубки надевают стальную четырехлепестковую пружину, которая будет удерживать внутреннюю трубку в центре колбы. Затем внутреннюю трубку с напылением диаметром 48 мм вставляют в прозрачную трубку диаметром 58 мм. После этого матерчатый чехол вытаскивают (см. Рис 7).
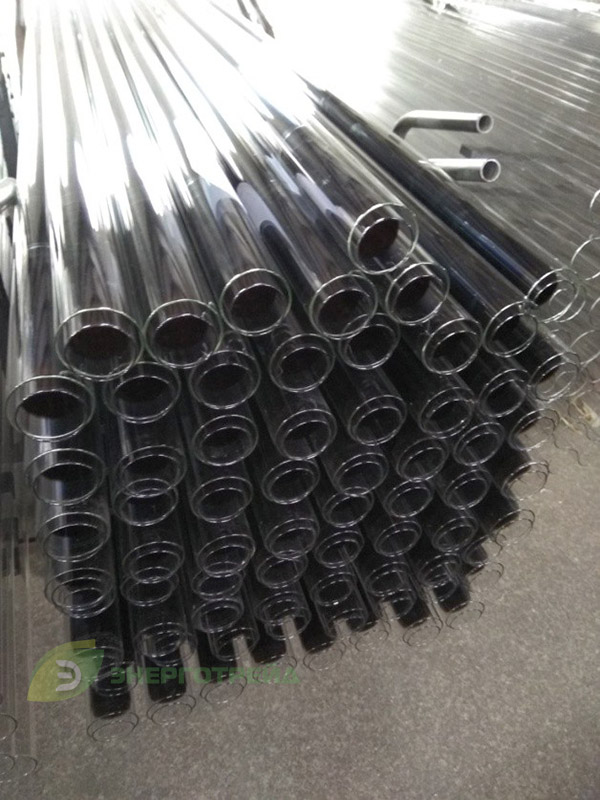 Рис.7 Поддон с заготовками вакуумных трубок после удаления матерчатого чехла.
Рис.7 Поддон с заготовками вакуумных трубок после удаления матерчатого чехла.
Следующий этап производства – запаивание устья вакуумной трубки. Для этого заготовка помещается на следующий стол-конвейер, где внутренняя трубка суппортом центруется по оси вакуумной трубки, и при помощи газовых горелок происходит запаивание устья вакуумной трубки.
 Рис.8 Запаивание устья вакуумной трубки
Рис.8 Запаивание устья вакуумной трубки
 Рис.9 Поддон с заготовками вакуумных трубок перед откачкой воздуха
Рис.9 Поддон с заготовками вакуумных трубок перед откачкой воздуха
Следующая операция по откачке воздуха из колбы. Для этого трубки помещают в специальную установку (Рис.10), где происходит откачивание воздуха из межстеночного пространства до технического вакуума 5*10 -3 Па.
 Рис.10 Откачка воздуха из вакуумных трубок
Рис.10 Откачка воздуха из вакуумных трубок
 Рис.11 Отрезание технического носика у вакуумных трубок
Рис.11 Отрезание технического носика у вакуумных трубок
После того как создан вакуум в межстеночном пространстве колбы, оператор вручную газовым резаком отрезает технический носик вакуумной трубки и одновременно запаивает его (Рис.11).
Следующая операция – это создание индикатора вакуума в нижнем конце вакуумной трубки. Для этого током высокой частоты нижний конец вакуумной трубки разогревается, прокалывается и в отверстие впрыскиваются пары соли бария. Эти пары адсорбируют оставшиеся в межстеночном пространстве колбы молекулы воздуха и оседают на внутренней стенке внешней трубки колбы, образуя зеркальную поверхность (Рис.12).
 Рис.12. Процесс по созданию индикатора вакуума
Рис.12. Процесс по созданию индикатора вакуума
При нарушении вакуума в трубке зеркальный слой превращается в мутный молочно-белый (См. Рис.13).
 Рис.13. Примеры состояния индикатора вакуума в целой вакуумной трубке (слева) и с нарушенной целостностью внешней трубки (справа)
Рис.13. Примеры состояния индикатора вакуума в целой вакуумной трубке (слева) и с нарушенной целостностью внешней трубки (справа)
После окончания процесса изготовления вакуумных трубок, их на поддоне отправляют на склад готовой продукции (Рис.14)
 Рис.14 Поддон с готовыми вакуумными трубками первого типа.
Рис.14 Поддон с готовыми вакуумными трубками первого типа.
Снимок сделан специально так, чтобы на заднем плане был виден стеклянный бой от бракованных трубок, который фасуется в биг-беги и сдается на стеклянный завод как вторсырье.
Сгибание трубок — самая распространенная операция, с которой повседневно приходится иметь дело лаборанту-химику и стеклодуву. Освоение методики сгибания стеклянных трубок значительно облегчает изучение более сложных стеклодувных операций. Сгибать узкие трубки значительно проще, чем широкие (с диаметром 30 мм и более), для работы с которыми требуются известный навык и мастерство.
Сгибание трубок под углом. Чаще всего в лабораторной практике приходится гнуть трубки диаметром 5—10 мм. Для получения углового изгиба от стеклянного дрота отрезают трубку соответствующей длины. Конец трубки оплавляют на пламени горелки. После остывания оплавленных концов один закрывают наглухо асбестовой ватой, пробочкой или пальцем. Затем на трубке в месте изгиба наносят метку карандашом для стекла и трубку разогревают на широком пламени горелки. Для этого трубку берут в обе руки так, чтобы она была зажата между большим пальцем с одной стороны и указательным, средним и безымянным — с другой.
Движением большого пальца вверх и вниз с отрывом от трубки вращают трубку в одну, а затем в другую сторону. В начале операции трубка должна равномерно вращаться в пламени горелки. При неравномерном вращении размягченное стекло будет собираться на одной стороне трубки, в результате чего одна стенка будет тонкой, а другая — слишком толстой. Это вызовет деформацию трубки при сгибании. Разогревают трубку не до полного размягчения. К концу разогревания вращение трубки замедляют так, чтобы один край ее был разогрет несколько больше, чем другой. Более нагретая сторона трубки образует внешнюю сторону сгиба.
Когда стекло достигло надлежащей степени размягчения, трубку вынимают из пламени горелки, один конец трубки берут в рот (трубку держат против себя), быстро сгибают, поддувая в нее ртом воздух. Воздух поддувают обычно серией коротких выдохов с помощью щек, легкие в этом почти не участвуют. Работающий дышит нормально через нос, а воздух изо рта выталкивается щеками короткими порциями.
Воздух в трубку поддувают при сгибании таким образом, чтобы место сгиба оставалось цилиндрическим и имело диаметр, равный диаметру трубки. При сильном поддувании воздуха место сгиба будет раздуто, а слой стекла — слишком тонким. При недостаточном поддувании наружная сторона сгиба становится плоской. Сгибают трубку в один прием, пока, она не остынет.
Согнув трубку, быстро проверяют правильность сгиба (концы согнутой трубки и угол сгиба должны лежать в одной плоскости). Если этого нет, пока стекло не остыло, исправляют правильность сгиба трубки.
Наиболее частые дефекты при сгибании-стеклянных трубок следующие (рис. 31): 1 — наружная сторона изгиба плоская; 2 — на внутренней стороне образуются складки; 3 — место сгиба сильно раздуто.

Рис. 31. Сгибание трубок
Указанные дефекты могут быть исправлены повторным нагреванием и обработкой. В первом случае плоскую сторону сгиба разогревают на небольшом и не слишком горячем пламени горелки. Затем, вынув трубку из пламени, поддувают ртом воздух до тех пор, пока место сгиба не примет нормальную кривизну. Во втором случае дефект устраняют разогреванием складок на узком пламени и поддуванием воздуха. В третьем случае слишком раздутый изгиб осаживают, вращая место сгиба на пол-оборота к себе и от себя на небольшом пламени горелки. Следует помнить, что исправленный дефект не дает такого ровного и красивого угла 4, как сгибание за один прием.
После сгибания еще не остывшую изогнутую трубку подвергают отжигу. Для этого уменьшают подачу воздуха в горелку до образования желтого пламени и прогревают в нем некоторое время место сгиба. Затем опять уменьшают подачу воздуха в горелку и, прекратив подачу воздуха, заканчивают отжиг на светящемся пламени.
Широкие трубки сгибают в той же последовательности, что и узкие. Разница заключается лишь в том, что вынутую из пламени широкую трубку сначала несколько вытягивают обеими руками, а затем сгибают, одновременно поддувая воздух.
Значительно упрощает работу по сгибанию трубок под точно заданным углом применение шаблонов из мягкой (алюминиевой, медной или латунной) проволоки. При сгибании трубки ее приставляют к шаблону и сгибают до заданного угла.
Сгибание трубок на лабораторных горелках без поддувания. Стеклянные трубки диаметром до 10 мм могут быть согнуты на обычных лабораторных горелках Теклю и Бунзена, на которые надевают насадки, дающие широкое, малой толщины пламя (рис. 32). Стеклянную трубку соответствующей длины берут обеими руками, помещают в среднюю часть пламени параллельно его длнне и вращают, равномерно нагревая ее, до появления слабо-желтой окраски пламени у краев стекла, но не до размягчения стекла. После этого вращение трубки прекращают. Более длинный конец берут в правую руку и продолжают нагревать трубку в пламени горелки. По мере размягчения стекла трубка начинает сгибаться вниз под действием веса свободного конца. В отличие от предыдущего способа сгибание на лабораторной горелке происходит в зоне самого пламени (трубку не вынимают из пламени).

Рис. 32. Сгибание трубки На лабораторной горелке
Для придания сгибу нужного угла правой рукой приподнимают трубку вверх иод определенным наклоном к горелке таким образом, чтобы место сгиба все время находилось в пламени. Как только трубка согнется до заданного угла, ее быстро вынимают из пламени и охлаждают. Пока трубка не остыла, нужно проверить угол но шаблону и подправить левой рукой короткий конец так, чтобы сгиб точно соответствовал заданному углу, а согнутая трубка находилась в одной плоскости. Если трубка остынет и ее нельзя подправить, то операцию разогревания согнутой части повторяют, доводя угол сгиба до заданного. При этом способе верхняя сторона трубки нагревается несколько меньше, чем нижняя (внутренняя часть сгиба), поэтому на внешней стороне сгиба не образуется плоской поверхности.
Сгибание в самом пламени под действием силы тяжести предохраняет размягченное стекло от перегревания и предупреждает образование складок на внутренней части сгиба. При этом методе нельзя производить сгибание трубки рукой. Трубка должна сгибаться только под действием собственного веса, в противном случае будут появляться описанные ранее дефекты — утолщение сгиба или образование складок. Следует отметить, что этим способом хорошо сгибать лишь более тугоплавкие стекла — 846, ЗС-5, ЗС-8, ЗС-48-2. Трубку из менее тугоплавкого стекла хорошо согнуть этим способом довольно трудно. Согнутую трубку затем отжигйют. Для этого закрывают подсос воздуха в горелку и нагревают согнутую часть трубки в светящемся пламени.
Сгибание трубок под двумя углами. Простейшим примером этой операции является изготовление сифона, т. е. сгибание трубки под двумя прямыми углами. Приемы работы в данном случае примерно такие же, как и при сгибании трубки под одним углом. Отрезают соответствующей длины трубку, оплавляют один ее конец, а другой закрывают пробочкой или асбестовой ватой. Разогревают ее, вращая на пламени горелки, как указано в предыдущей операции, и, вынув из пламени, сгибают под заданным углом. На трубке в местах сгиба предварительно, наносят карандашом или мелом метки.
После изготовления первого сгиба и охлаждения трубки согнутый угол берут в левую руку, а прямой конец трубки в правую. Равномерному вращению трубки мешает в данном случае первый сгиб, поэтому разогревание места второго сгиба ведется следующим образом. Трубку поворачивают в пламени, двигая большим пальцем вверх и вниз на пол-оборота при одном положении трубки (согнутым концом вниз). Затем трубку аналогично разогревают при другом положении (согнутым концом вверх). Далее трубку медленно вращают на полный оборот, перебирая пальцами левой руки так, чтобы согнутый конец переходил из верхнего положения в нижнее. При верхнем положении согнутого угла трубку прогревают несколько дольше.
Вынув из пламени и держа перед собой трубку, ее сгибают под нужным углом в один прием. Быстро кладут согнутую трубку на асбестовый или ровный, фанерный лист и подправляют еще не остывший угол второго сгиба таким образом, чтобы оба угла и концы трубки находились в одной плоскости. Значительно легче производить сгибание трубки небольшого диаметра на пламени лабораторной горелки с насадкой, как это описано ранее.
Изготовление U-образных трубок. Такие изгибы необходимы при изготовлении манометрических трубок и трубок для поглощения или очистки газообразных продуктов. Для получения U-образ-ного сгиба берут отрезок стеклянной трубки, один ее конец оплавляют, а другой наглухо закрывают асбестом или пробкой. Середину трубки вносят в широкое пламя горелки и разогревают при равномерном вращении на довольно большом участке длины. Как только стекло достаточно разогреется, т. е. начнет свободно прсн висать, трубку вынимают из пламени и обеими руками, поддувая воздух в оплавленный конец, одним приемом сгибают ее так, чтобы концы и сгиб находились в одной плоскости. В противном случае изгиб быстро исправляют, пока стекло не остыло.
При изготовлении U-образной трубки небольшой высоты разогрев ее в середине уже готового отрезка не позволяет правильно поддувать воздух. Концы-трубки вследствие небольшой ее длины сильно разогреваются и могут обжечь рот. В этом случае берут трубку больше заданной длины и затем, после сгиба, отрезают концы или один конец трубки, закрывают пробкой с вставленной в нее стеклянной трубкой меньшего диаметра. В эту трубку поддувают воздух при сгибании: Согнутую трубку после сгибания закаляют светящимся пламенем горелки и охлаждают на деревянной подкладке.
Иногда при изготовлении широкого U-образного сгиба пользуются другим методом. Размягчают стекло в пламени горелки и сгибают его под небольшим углом, затем снова размягчают стекло на небольшом расстоянии от первого сгиба и делают второй сгиб под небольшим углом, затем третий и т. д. до образования U-образного сгиба. Для сгибания этим методом требуется определенный навык, так как часто при этом образуется угловатый неровный изгиб.
Сгибание более широких трубок (диаметром 15—20 мм) значительно сложнее (рис. 33). Широкую трубку нагревают при вращении недалеко от края на широком пламени горелки. Затем вынимают из пламени и растягивают до небольшого диаметра, так чтобы оттянутая узкая часть трубки была достаточно длинной и в то же время прочной. Узкую растянутую часть трубки вносят в горячую зону пламени и переплавляют посередине. На конце трубки образуется так называемая держава. Таким же образом получают державу на другом конце трубки, узкую часть которой отрезают ножом из твердого сплава.

Рис. 33. Получение U-образного изгиба на широкой трубке
Конец одной державы заплавляется наглухо, а конец другой — оплавляется и служит для поддувания воздуха. Трубку берут обеими руками за концы держав и при вращении разогревают посередине до тех пор, пока стенки трубки в месте нагрева не начнут утолщаться. Процесс утолщения стенок в месте нагрева, сопровождающийся уменьшением внутреннего диаметра трубки, называют осаживанием стекла. Осаживание происходит под действием сил поверхностного натяжения, стремящихся сократить поверхность размягченного стекла. Если при этом трубку с двух сторон несколько сжимать к центру при непрерывном вращении и слегка поддувать, то в месте нагрева образуется небольшое вздутие с толстыми стенками.
Как только толщина стенок вздутия увеличится вдвое, его разогревают в зоне высокого температурного пламени до полного размягчения. Затем трубку вынимают из пламени и несколько растягивают так, чтобы диаметр разогретой части (вздутие) был бы несколько меньше диаметра остальных частей трубки, и резкйм движением левой руки, с одновременным поддуванием воздуха, быстро сгибают вверх, придавая сгибу U-образную форму. Поскольку изгиб делают снизу вверх, на нижней части разогретой трубки собирается несколько больше размягченного стекла, чем на верхней. Это обеспечивает нормальную толщину стенки наружной стороны U-образного сгиба. В дальнейшем изделие подвергают отжигу.
В процессе работы могут возникнуть следующие дефекты: неодинаковый диаметр места сгиба по длине (рис. 34, а), эллиптическое сечение согнутого колена, и складка на внутренней стороне сгиба (рис. 34, б). Эти дефекты можно устранйть повторным нагреванием места сгиба и поддуванием.

Рис. 34. Сгибанне U-образной трубки
Трубки большего диаметра сгибать можно по частям! Трубку для этого нужно разрезать на алмазном диске таким образом, чтобы срез был косым и соответствовал половине угла сгиба (например, при сгибании трубки под прямым углом он будет равен 45°). Разрезанные косо торцы оплавляют на пламени горелки и спаивают. Затем обрабатывают на горелке для получения равнотолщинного сгиба. ,
При отсутствии алмазного диска угол скоса можно получить обработкой торцов разрезанной трубки на планшайбе.
Сгибание толстостенных капиллярных и барометрических трубок. Сгибание толстостенных капиллярных трубок требует несколько большего навыка, чем сгибание обычных. Из-за небольшой теплопроводности стекла толща стеклянной трубки прогревается довольно медленно, поэтому при неправильном нагревании толстостенной трубки происходит или спаивание внутреннего капиллярного отверстия, или появление мелких трещин, расположенных на наружной части сгиба. Нагревают трубку на границе среднего и окислительного конуса пламени таким образом, чтобы температура в данной зоне была бы чуть выше, чем температура рабочего размягчения стекла. При этом нужно следить, чтобы разогревалось лишь место сгиба, а соседние участки трубки не прогревались. Иногда соседние от места сгиба участки изолируют цилиндриками из асбеста длиной до четырех сантиметров. Место сгиба разогревают, вращая трубку в пламени горелки. Разогретую трубку вынимают из пламени и быстро сгибают. Отжигают место сгиба на светящемся пламени горелки.