Ювелирное обозрение
Все о ювелирных украшениях, драгоценных камнях и металлах
Как сделать тигли своими руками

Автор: Колесников Юрий Фёдорович, инженер-теплотехник*
© При использовании материалов сайта (цитат, изображений) указание источника обязательно.
Тигель – сосуд для плавки металла. В тиглях плавят, как правило, передельный металл, т.е. уже доведенный до нужной степени качества для отливки в форму или аффинажа (глубокой очистки от примесей). Генеральная линия развития большой металлургии – уменьшение количества переделов, вплоть до выпуска кондиционного металла сразу из плавильной печи, но в промышленности тигельная плавка до сих пор сохраняет существенное значение, а в кустарном мастерстве и ювелирном деле доминирует.
Тигель не просто достаточно жаростойкая посудина. Его химический состав и конструкция должны соответствовать виду переплавляемого металла и режиму плавки. В этой статье описывается, как сделать тигель своими руками и каким условиям он должен удовлетворять для пользования дома или в малой мастерской. В расчете на начинающих металлургов придется сперва коснуться самого процесса плавки металла, т.к. требования к тиглю определяются в основном его условиями.

Плавка металла в тигле в домашних условиях
Немного о плавке
В глубоком вакууме переплавляемый металл высокой чистоты можно нагреть точно до температуры плавления или чуть выше, и выдержать при ней некоторое время, чтобы расплавились крошечные, буквально в несколько атомов, остатки кристаллитов. Затем металлу возможно дать остыть чуть ниже температуры плавления – он останется жидким, как перенасыщенный раствор без кристаллика-затравки. Если теперь металл вылить, также в вакууме, в форму из химически абсолютно инертного материала, в которую помещен затравочный кристаллик того же металла, то, соблюдая все тонкости данной технологии, получим монокристаллическую отливку, обладающую уникальными свойствами.
В любительских условиях вакуумная плавка, увы, неосуществима. Чтобы правильно самому изготовить тигель для плавки металла, нужно учесть ряд особенностей плавки в не инертной химически газовой среде. Переплавляемый металл, во-первых, взаимодействует с воздухом, отчего часть его теряется на образование окисла, что особенно важно при переплавке лома драгметаллов: при своей температуре плавления (1060 градусов Цельсия) даже золото заметно окисляется. Чтобы до некоторой степени компенсировать окисление, тигель должен создавать для расплава восстановительную среду или быть химически инертным, если металл плавится чистым открытым пламенем, см. далее.
Во-вторых, чтобы металл в тигле не застыл, пока его донесут до литейной формы, чтобы остатки исходных кристаллитов не испортили отливку, и расплав приобрел достаточную текучесть, металл в тигле перегревают. Напр., температура плавления цинка – 440 градусов, а его же литейная – 600. Алюминия, соотв., 660 и 800. Поскольку перегрев металла после расплавления требует некоторого времени, заодно происходит и дегазация расплава, это в-третьих.
Восстановление
В металлургии в качестве восстановителей используют преимущественно атомарный углерод C, моноксид углерода CO (угарный газ) и водород H. Последний чаще всего случайный гость, т.к. для данной цели слишком активен и поглощается металлами, не образуя с ними химических соединений, в больших количествах, что портит литейный материал. Напр., твердая платина при комнатной температуре способна поглотить до 800 объемов водорода. Платиновая болванка в водородной атмосфере буквально на глазах вспухает, трескается и распадается на куски. Если их вынуть их водородной камеры и нагреть, водород выделится обратно.
Примечание: сходным образом, но в меньших количествах, металлы поглощают/выделяют и другие газы, напр. азот. Именно поэтому требуется дегазация расплава, см. также ниже.
Заметную долю водородное восстановление имеет место при нагреве открытым пламенем газовой горелки, при его контакте с менее нагретой поверхностью. До порчи металла дело не доходит – поглощенный водород далее в процессе плавки выделяется и сгорает. Но, если к газопоглощению склонен и материал тигля, он во время плавки может треснуть и лопнуть, это нужно обязательно иметь в виду.
Восстановление CO заметно, если металл в тигле плавится открытым пламенем жидкостной (бензиновой, керосиновой, дизельной) горелки, по тем же причинам. Жидкое топливо сгорает много медленнее газа, и зона его догорания тянется на несколько см от сопла горелки. Восстановление угарным газом – самое, с точки зрения металла, чистое: оно не портит металл и не дает побочных продуктов при сильном избытке восстановителя. Поэтому восстановление CO широко используется в металлургии при выплавке металла из руды, но как сделать тигельную печь (см. далее), в которой компенсация окисления полностью обеспечивалась бы CO, пока никто не придумал.
Атомарный углерод восстановитель достаточно энергичный для того, чтобы компенсировать окисление. Создать с помощью C восстановительную среду в тигле также несложно: достаточно ввести свободный углерод в той или иной аллотропической модификации в состав его материала или весь тигель выполнить из жаростойкого и механически достаточно прочного аллотропа C; таковым является графит. При восстановлении C существует опасность науглероживания расплава, но графит выделяет при нагреве совсем немного атомарного углерода. Если греть металл в графитовом тигле газовым пламенем, то избыточный C тут же найдет себе более «вкусный» для него H и опасность науглероживания сведется к нулю. А для прочих способов нагрева (см. далее) можно подобрать размеры, конфигурацию тигля и присадку графита к его материалу так, что лишнего C просто не будет при любом мыслимом режиме плавки. Это очень ценное свойство графита, тоже имейте в виду.
Примечание: коэффициент температурного расширения графита ТКР отрицательный, что существенно компенсирует термическое расширение тигля, повышает его стойкость и увеличивает ресурс. Тоже ценное качество.
Выдержка
Итак, почему расплав в тигле нужно перегревать и выдерживать, понятно. Хотя литье из металла совсем другая тема, здесь все же нужно упомянуть, что время выдержки расплава следует соблюдать достаточно точно. Химически чистые металлы на практике почти не применяются, напр. золото 9999 очень быстро истирается; исключение электротехническая медь и цинк для оцинкови, они чем чище, тем лучше. Чаще всего используют т. наз. эвтектические сплавы; напр. сталь это эвтектика железа с углеродом, а дюраль – сложная эвтектика из нескольких компонент. Если дать расплаву перестояться, структура эвтектики в отливке изменится и готовое изделие выйдет порченым. Особенно критично время выдержки для бронзы и латуни: лить их нужно немедленно, как только игра расплава в тигле видимо изменится, станет спокойнее. Помните, как инженер Телегин в «Хождении по мукам» А. Н. Толстого беспокоился, как бы бронза не перестоялась?
Применительно к изготовлению самодельного тигля дегазация расплава при выдержке значима тем, что в это время он (тигель) испытывает значительные динамические нагрузки от пузырьков выделяющихся газов и/или игры самого расплава. Т.е., сделать тигель выдерживающим большое количество термических деформаций и, если требуется восстановительным, мало. Его материал должен быть и достаточно вязким, чтобы выдерживать ударные волны от лопающихся пузырьков и толчки от струй расплава. Именно этим обстоятельством объясняется низкая стойкость и надежность самодельных графитовых тиглей, (см. далее).
Из чего делать
Плавильные тигли изготавливаются (см. рис. ниже):
- керамическими химически нейтральными;
- керамическими графитированными;
- графитовыми;
- чугунными;
- стальными.

Тигли для плавки металла из различных материалов
Их сравнительные характеристики таковы:
- Керамические нейтральные – используются для переплавки лома ювелирных изделий с сохранением пробы, т.к. при косвенном нагреве (см. ниже) свойств металла не изменяют. Самому сделать можно, но сложновато (см. далее) и стоит ли? Тигель для золота на 50 г стоит в ювелирном магазине до 100 руб. Без проблем пригодны для плавки в индукционной печи (см. далее), т.к. почти не поглощают энергию электромагнитного поля (ЭМП). Ресурс – 10-30 плавок.
- Керамические графитированные – пригодны для плавки любого металла; в домашних условиях до 1,5-2 кг за раз. Для использования в индукционной печи ее мощность на то же количество металла придется повысить в 1,5-2 раза вследствие поглощения ЭМП токопроводящим графитом. Самому сделать можно, см. далее. Ресурс – до 50 и более плавок.
- Графитовые – пригодны для переплавки старого, окисленного лома цветных и драгоценных металлов, т.к. создают сильную восстановительную среду. Плавка серебра открытым газовым пламенем в графитовом тигле позволяет почти полностью восстановить исходный вес окисленного металла. Самостоятельно не делаются, см. ниже. Ресурс – более 100 плавок.
- Чугунные – используются в основном для переплавки красной меди в бескислородную, т.к. активно поглощают кислород. Ресурс – до 30 плавок, а потом аморфный углерод из чугуна уходит и тигель деградирует.
- Стальные – самодельный дешевый вариант для плавки небольших количеств алюминиевых и магниевых сплавов и др. химически инертных в расплаве металлов. Возможно применение для переплавки небольших количеств свинца в рыболовные грузила и т.п.
Примечание: графитовые, чугунные и стальные тигли для использования в индукционных печах (см. далее) совершенно непригодны, т.к. полностью поглощают энергию ЭМП.
О графитовых тиглях
Графитовые тигли делают или точеными из массивного природного графита (дорогие), или спеченными при высокой температуре из графитового порошка (подешевле, но все равно не очень-то дешевые). Любители часто пытаются делать «графитовые» тигли из молотого графита на связующем из каолина и т.п., но это получаются не графитовые, а чрезмерно графитированные керамические тигли – хрупкие, выдерживающие не более 10 плавок и портящие металл вследствие избыточного выделения атомарного углерода мелкодисперсным графитом. Более-менее рациональный способ использования молотого графита в любительской тигельной плавке – сделать из него настольную мини тигельную печку для керамических нейтральных тиглей, см. рис.
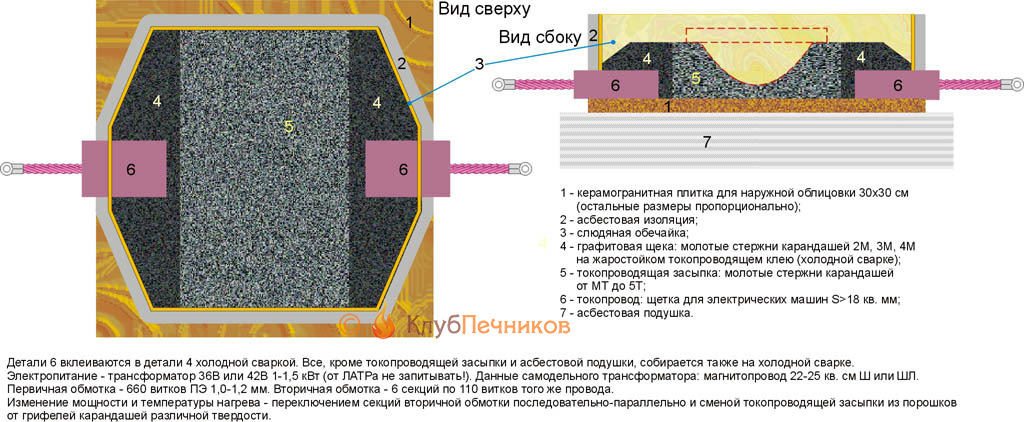
Графитовая мини-печь для нагрева ювелирного тигля
Холодную сварку для сборки данной печи следует использовать на температуру не ниже 800 градусов – хорошо проводящие электричество щеки за время одной плавки не греются выше 400. Не намного более нагреется без тигля и графитовый порошок, но, когда тигелек в него вдавлен, он окажется в горячем пятне свыше 1000 градусов вследствие уплотнения порошка под тиглем.
Если плавится золото, то после окончания плавки и остывания печи графитовый порошок высыпают и перетряхивают, т.к. он спекается. Для плавки серебра и мельхиора порошок удаляют и перетряхивают через 3-5 плавок, так печь быстрее нагревается. В любом случае, чтобы держать восстановительную среду, печь во время плавки накрывают слюдяной крышкой.
Способы нагрева
Если требуется переплавить за раз более 150-200 г металла, то к тиглю понадобится соорудить и тигельную печь, иначе добиться однородности расплава и высокого качества отливки будет очень трудно. Исключение – легкоплавкий и легко восстанавливающийся свинец: его за один раз в домашних условиях можно переплавить до 20-30 кг. Относительное исключение – цинк для горячей оцинковки, его расплава в тигле без печи может быть до 2-2,5 кг, но поверх него обязательно нужно сыпать буру, чтобы зеркало расплава было полностью покрыто ее кипящим слоем. Стальной крепеж бросают в расплав сквозь слой буры.
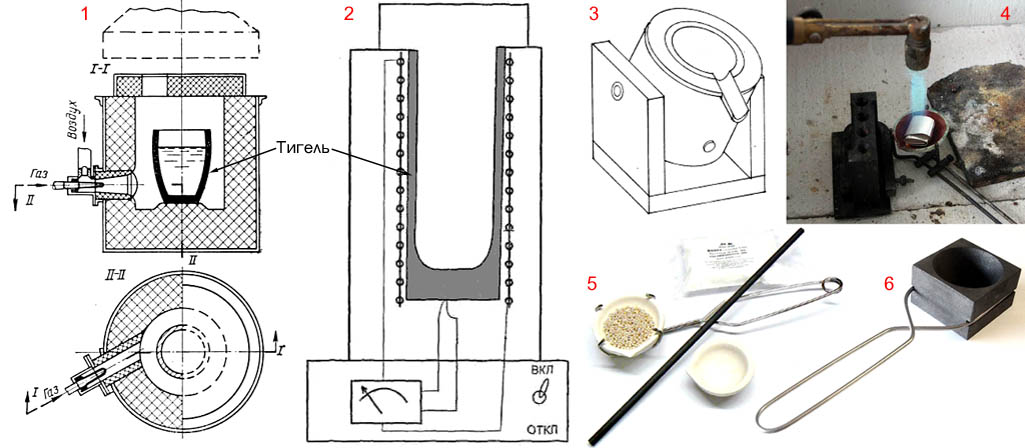
Оптимальный во всех отношениях способ нагрева тигля в печи – газом, поз. 1 на рис., но газовая тигельная печь достаточно сложное сооружение, хотя и вполне может быть изготовлена самостоятельно. Наиболее подходящий тигель для газовой печи – керамический графитированный, т.к. его материал обладает довольно высокой теплопроводностью. При особо высоких требованиях к чистоте металла лучше использовать керамический нейтральный тигель. При пониженных для легкоплавких металлов – чугунный, как лучше проводящий тепло и тем самым экономящий топливо. Графитовые тигли в газовую печь ставят, только если требуется сильное восстановление старого окисленного металла, а опасность науглероживания несущественна, напр., при переплавке извлеченного из земли серебра на аффинаж
Способы плавки металла в тигле
Для легкоплавких металлов часто наиболее экономичной оказывается электрическая тигельная печь, поз. 2; она может быть т. наз. омической (с нагревом нихромовой спиралью) или индукционной, с нагревом от генератора электромагнитных колебаний, см. ниже. В индукционной печи применимы только керамические нейтральные или, в ограниченных пределах, графитированные тигли.
Если тигель боле чем на 2-2,5 кг металла, то тигельную печь по правилам безопасности нужно делать опрокидывающейся (поз. 3), т.к. и 1 кг пролитого на пол расплава это уже большая беда. Металл в мелких ювелирных тиглях, наоборот, предпочтительно греть без печи, непосредственно пламенем горелки, поз. 4. В таком случае тигель все время плавки удерживают специальным пружинным захватом, поз. 5 и 6.

Примечание: серебро и его сплавы, а также свинец на грузила, в домашних условиях в количестве до 15-20 г можно плавить, используя вместо тигля… ложку из пищевой нержавейки, см. рис. справа. Для безопасности тогда надо сделать к губкам тисков прокладки с продольными пропилами под ручку ложки. Пламя – исключительно газовое; бензиновое может сжечь ложку.
Электронагрев
Омические тигельные печи используются в основном для плавки свинца или олова. Для более тугоплавких металлов они оказываются неэкономичными, но свинца в домашней тигельной электропечи за раз можно переплавить до 20 кг; как самому сделать электрический тигель для плавки свинца см. напр. видео:
Видео: электрический тигель для плавки свинца
Плавка алюминия в тигле, оказывается выгоднее индукционная вследствие его высокой электропроводности, но с медью этот фокус уже не проходит – ее температура и скрытая теплота плавления много больше. При индукционном способе плавки металл греют вихревые токи Фуко, для чего тигель с ним помещают в ЭМП катушки из толстого медного провода, питаемой переменным током от генератора электромагнитных колебаний. Как сделать своими руками генератор для индуктивного нагрева небольших количеств металла, напр., на безделушки, описано в других материалах, или, к примеру, см. след. видео руководство.
Видео: индукционный нагрев своими руками
Индукторная тигельная печь для плавки алюминия
С увеличением количества переплавляемого металла не только растет необходимая мощность генератора, но и падает оптимальная его частота, это сказывается т. наз. поверхностный эффект (скин-эффект) в металле. Если 100-200 г алюминия можно переплавить в ЭМП от любого самодельного генератора для индуктивного нагрева, то установка на 1,5-2 кг дюраля или магниевого сплава представляет собой уже солидное сооружение, см. рис. справа. Если вы намерены работать с алюминием, то хорошенько подумайте – а стоит ли нечто подобное городить? Не проще ли выйдет мини газовая печь для плавки небольших количеств алюминиевых сплавов, см. напр. ролик
Видео: мини печь для плавки алюминия
Делаем тигли
Теперь пришло время сделать своими руками плавильный тигель. Из вышесказанного ясно, что своими руками имеет смысл делать тигли:
- Стальной;
- Керамический нейтральный;
- Керамический графитированный.
О стальных тиглях особо говорить нечего – это просто посудина из стали в приваренной ручкой. Используются стальные тигли для переплавки легкоплавких металлов; иногда – цинка на горячую оцинковку с качеством до 3+. Стальные тигли для свинца, олова и цинка пригодны только для плавки одного конкретного металла, т.к. после 1-2 плавок сами покрываются им изнутри.
Керамический нейтральный
Ниже Вы можете поделиться своими мыслями и результатами с нашими читателями и постоянными посетителями.
Также можно задать вопросы автору*, он постарается на них ответить.
На самом деле это не так и сложно. Сейчас у меня на изготовление одного тигля уходит минут 30-40. Но в своё время достаточно много времени пришлось потратить на технологию производства. До нормальной статьи я так и не созрел, может быть в будущем, а пока перекинул материал из альбома в ЖЖ, ибо приходит много вопросов и в основном одних и тех же.
Внимание. картинки пока можно посмотреть тут Смотреть
Приступим:
И так, для изготовления тигля, понадобится: кусок пластиковой водопроводной трубы насколько я помню диаметр примерно 105 мм.(наружная часть формы), два деревянных диска (дно формы е её крышка) сделанные точно под размер внутреннего диаметра пластиковой трубы (можно взять фанеру но толщину рекомендую не менее 20 мм), внутренняя часть формы она делается на конус а низ полностью закругляется (по диаметру её надо сделать не идеально круглой, а слегка овальной, всего на 1-2 мм, позже объясню почему), три хомута соответствующие наружному диаметру пластиковой трубы, три самореза средней длины (в зависимости от толщены деревянного круга (будущей крышки формы), два длинных самореза (они будут нужны для того, чтобы вытащить внутреннюю форму).
Ещё потребуется шамотная глина, шамотная крошка, приготовленная из шамотного кирпича (на один тигель с крышкой у меня уходит примерно половика кирпича
Трубу необходимо распилить по всей длине (это облегчит изымание готового тигля)
Со стороны будущего дна формы делаем пропилы как на рисунке всего примерно 6-10 на глубину примерно 20-25 мм. (они помогут жестко закрепить дно формы
Устанавливаем дно, и закрепляем его хомутом.
Устанавливаем средний хомут, но зажимаем его не полностью, только так, чтобы в дальнейшем стенки формы не расползались, оставляем щель примерно в 1 мм.
Теперь надо вырезать 4 бумажных круга под внутренний размер формы они не дадут прилипать смеси к дну формы и к её крышке)
Кладем один из кругов на дно формы.
Теперь займемся смесью её надо перемешивать очень тщательно. Я использую состав состоящий примерно на 60% из шамотной крошки, на 30% из шамотной глины и на 10% из древесного угля. Перемешиваю его сначала в сухом виде потом уже с водой, воды надо не много, чтобы состав только держал форму как на рисунке.
Далее в целях сбережения нервной системы при последующих попытках вытащить тигель из наружной формы, рекомендую проложить межу стенками формы и смесью лист бумаги. (Первый опыт по вытаскиванию готового тигля из наружной формы занял у меня часа 2-3 и кончился естественно ничем, так что на счет листа бумаги настоятельно рекомендую)
Прежде чем формировать дно тигля необходимо замерить расстояние от дна формы до её верхних краев. По мере трамбовки смеси эти замеры надо будет повторять пока не будет достигнута требуемая толщина дна. (Забегая вперед скажу, что пробовал схему и наоборот, когда дно тигля трамбуется в последнюю очередь, а сначала делаются края. В принципе это роли не играет, и в том и в другом случае результат зависит от того, насколько хорошо вы утрамбовали смесь, и нету ли в ней пустот)
После того, как дно готово, устанавливаем по центру внутреннюю часть формы, и начинаем трамбовать будущие стенки тигля.
Трамбовать надо очень тщательно, это залог, того, что весь предыдущий и будущий труд не будет напрасным. Смесь лучше докладывать маленькими порциями.
Утрамбовали. Дальше кладем сверху ещё один вырезанный бумажный круг.
Закрываем верхней крышкой формы. В ней как и во внутренней части должно быть три отверстия, через них саморезы соединят крышку формы с ей внутренней, центральной частью.
Заворачиваем саморезы, Почему именно три самореза? Тот, что в середине – центрует крышку, два боковых – основные на них ляжет вся нагрузка.
Теперь ещё два больших самореза.
Далее самое сложное, закрепив горизонтально форму и вставив между большими саморезами любой длинный предмет (как показано на рисунке) начинаем постепенно вращать внутреннюю часть формы (для этого её и необходимо было сделать овальной формы) Таким образом расширяется внутренняя часть тигля, что потом позволит без проблем вытащить внутреннюю форму.
Когда она начнет свободно вращаться, её можно вытащить. Обычно внутренние стенки тигля после этого достаточно гладкие.
Снимаем все хомуты.
Вытаскиваем тигель из формы, обычно проблем с этим не бывает.
Внутренняя поверхность с ещё не зашпаклеванными изъянами на стыке дна и стенок.
Что касается крышки тигля, то тут всё просто, в той же форме закрепляем хомутом дно, опять кладем круг из бумаги, трамбуем смесь и закрываем крышкой, предварительно, положив ещё один бумажный лист сверху. Дальше прессуем либо струбциной, либо молотком. Получается такой вот блин, а когда он высохнет, то по центру сверлим дрелью отверстие примерно 6-8 мм.
Получается вот такой тигель.
Загрузив содержимое, замазываем тигель снаружи шамотной глиной.
Ну и собственно всё, осталось только поставить тигель в печь.
Теперь что касается самых распространенных вопросов:
Что можно плавить в этом тигле?
Я делал этот тигель для плавки булата, температура плавки железа 1535 градусов , чистое железо я не плавил, обычно гвозди и электроды тоесть примерно 1400-1500 градусов он держит. Насколько долго не скажу,но полчаса, час – точно. Естественно все металлы и сплавы с более низкой температурой плавления в тигле плавить можно.
Пробуйте.
Если что-то пойдет не так поэкспериментируйте с составом смеси.
Больше 1500 греть не пробовал, не позволяет печь.
Можно ли плавить медь, латунь, бронзу и т.д.?
Ответил в предыдущем вопросе.
Чем можно греть тигель? В каких печах?
У меня самодельная печь на каменном угле, провел не одну плавку, проблем с тигелем пока не было ни разу. Опять же повторюсь трамбуйте смесь как следует, от этого многое зависит.
Горелку на пропане, печь на мазуте тоже использовать можно (но сам не пробовал) , многое будет зависеть от толщены стенок тигля, чем толще – тем надежней, но и сложнее прогреть содержимое, больше затраты энергии. Только не забудьте нагревать надо постепенно, если нагреть тигель только с одной стороны то треснет любой даже графитовый.
–Рубрики
- Печи для обжига керамики (2)
- Керамические тигли и ступки (8)
- Абразивные бруски и пилки (2)
- Галтовочный наполнитель из керамики (3)
- Наше производство (6)
–Поиск по дневнику
–Подписка по e-mail
–Статистика
Суббота, 18 Февраля 2017 г. 23:52 + в цитатник
Многие умельцы делают тигли для плавки металлов своими руками, отработали свои технологии, и качество таких изделий бывает довольно неплохое. Если для Вас изготовление тигля своими руками – дело новое, то этот обзор поможет определиться по какому пути дальше двигаться: делать тигель самому или купить его у непосредственного производителя без посредников.
Начнем с того, что материалом для изготовления тигля своими руками могут служить куски труб из нержавеющей стали, чугуна, глина, шамотная крошка, древесный уголь, графит и др. Казалось бы, дешевые материалы, себестоимость самодельного тигля тоже должна быть невелика. Однако на практике, при изготовлении качественного и дешевого тигля в домашних условиях умельцы сталкиваются с целым рядом проблем. В данном обзоре мы не будем останавливаться на графитовых тиглях и их проблемах выгорания при плавке металлов. Здесь мы подробнее остановимся на проблемах изготовления керамических тиглей своими руками. Опишу наиболее распространенные из них:
- Основная проблема – неоднородный состав глиняных масс. Разные месторождения глин характеризуются разным составом, при этом для получения качественных керамических изделий требуются глины определенного качественного и количественного состава.
- Глины, используемые для изготовления керамических тиглей, дают усадку, разные глины – разная усадка. Если Вы готовите тигли крупными партиями и закупаете глину одного типа в большом количестве, то это не проблема. Усадка глины заранее высчитывается, и готовое изделие получается заданной формы и разбег габаритных размеров крайне мал. Но если керамические тигли изготавливаются от случая к случаю, используются разные партии глины, то выдержать нужные размеры оказывается проблематично, повышается процент брака.
- Самодельные керамические тигли выдерживают небольшое количество плавок, при использовании тетрабората натрия (буры) самодельные керамические тигли довольно быстро покрываются микротрещинами и становятся непригодными для дальнейшей плавки металла.
- Самодельные тигли зачастую недостаточно просушены, из-за чего, при плавлении металла в теле тигля появляются дополнительные напряжения и тигель лопается.
- Самодельные керамические тигли получаются толстостенные и требуют большего времени на нагрев, увеличиваются энергозатраты при плавлении металла.
Оптимальным вариантом для плавки большинства металлов является керамический тигель, но не всякий керамический тигель подойдет для плавления металла. Рассмотрим этот вопрос подробнее. Начнем с того, что керамические тигли, которые наиболее часто встречаются на российском рынке, делятся на фарфоровые, корундовые и тигли из кварцевой керамики. Фарфоровые тигли не подходят для плавки многих металлов из-за своей относительно небольшой огнестойкости. Корундовые тигли огнестойки и прочны, но при плавлении металла есть одно очень важное ограничение: корундовый тигель нельзя резко нагревать и охлаждать, скорость охлаждения корундового тигля 2-3 ° С/минуту. Для плавления металла в режиме смены температур подойдет тигель из спеченной кварцевой керамики.
Тигель из кварцевой керамики инертен по отношению к металлам, огнеупорен, химически стоек, выдерживает резкие перепады температур. Для неискушенного человека для изготовления качественного тигля из спеченной кварцевой керамики потребуются неоправданно большие затраты времени, материала и энергии на экспериментальную работу. Таким образом, для новичка гораздо выгоднее не делать тигель для плавки металлов своими руками, а купить его непосредственно у производителя тиглей. Цены на тигли из кварцевой керамики можно посмотреть здесь (прайс-лист).