Ювелирное обозрение
Все о ювелирных украшениях, драгоценных камнях и металлах
Как соединить медную трубку со штуцером
Содержание
Медные комплектующие для монтажа трубопроводов не уступают аналогам из других материалов, а по долговечности и устойчивости к температурам – даже опережают. Однако надежность и функциональность коммуникаций из меди полностью зависит от качества выполнения узлов соединения.

Где применяются медные трубы
Фитинги и трубы из высококачественной меди не уступают по техническим качествам комплектующим для трубопроводов из других популярных материалов. В отличие от сплавов на основе железа, медь совершенно не ржавеет. Кроме того, она не боится ультрафиолета, экстремально низких и высоких температур, тогда как для полимерных соединений одинаково губительны солнечный свет, мороз и сильный жар. Медные трубы мало весят, просты в транспортировке, хранении и монтаже.

Все эти положительные качества позволяют трубной продукции из меди сохранять популярность в качестве комплектующих для монтажа систем:
- горячего и холодного водоснабжения,
- кондиционирования воздуха,
- газораспределения,
- отопления.
Особенности соединительных элементов для медных труб
Так как комплектующие из меди применяют в сферах, где недопустимы даже малейшие утечки, к узлам медных трубопроводов предъявляются высокие требования. При соединении труб важно обеспечить не только максимальную надежность и герметичность, но и предотвратить химические процессы, которые негативно повлияют на состав рабочей среды и состояние трубопровода.
Для монтажа трубопровода можно использовать фасонные элементы из разных материалов:
- Медные. Это наилучший вариант – трубы и фитинги на узловых участках будут одинаково реагировать на температурные колебания, что снизит вероятность разгерметизации узлов. Кроме того, все комплектующие из меди, в том числе и соединительная арматура, делаются тонкостенными, так как медь не подвержена коррозии и не нужно при изготовлении изделий закладывать запас толщины. Чем тоньше стенки, тем легче фитинг, поэтому медная арматура – одна из самых легких, а значит, оказывает на трубопровод минимальную нагрузку.

- Стальные нержавеющие. Такие фитинги универсальны и подходят для соединения между собой медных изделий и для образования перехода между трубами из разных материалов. Однако из-за разницы в температурном расширении этих материалов может произойти разгерметизация узлов. Кроме того, нержавеющая сталь под воздействием горячей или химически агрессивной рабочей среды хоть и медленно, но разрушается.

- Латунные. Арматура из латуни, как и из нержавейки, универсальна. Латунные фитинги для соединения медных труб предпочтительнее стальных, так как ближе по температурному расширению и сроку эксплуатации.

Обратите внимание! Для сопряжения труб из меди нельзя применять фитинги из черной стали, даже если она хромирована или оцинкована. С нелегированной сталью медь вступает в реакцию, в результате которой фасонный элемент может разрушиться.
Виды фитингов
Вся соединительная арматура разделяется на несколько видов по выполняемым функциям:
- Прямые – для прямого соединения двух труб одного диаметра. Называют такие фитинги муфтами, корпус обычно имеет форму цилиндра.
- Переходные – для прямого соединения двух труб разных диаметров. Переходники, или редукторы, имеют сложную форму: два коротких разноразмерных цилиндра соединены усеченным конусом.
- Угловые, или поворотные, – для соединения одинаковых труб под углом. Такие фитинги называют отводами или уголками, угол изгиба корпуса – от 15 до 90 градусов.
- Разветвительные – для объединения двух и более потоков или разделения одного потока на несколько. Корпуса тройников имеют три патрубка, диаметры которых могут различаться. Корпуса крестовин состоят из четырех или более патрубков, соединенных под прямым углом.
- Герметизирующие – для перекрытия свободных патрубков. Эти фасонные элементы, называемые заглушками, представляют собой крышку или пробку.
Особенности разных методов соединения
Монтаж узлов на медных трубопроводах выполняется следующими способами:
- сварной – с нагревом до температуры, близкой к температуре плавления,
- капиллярный – пайка при невысокой температуре,
- резьбовый – скручивание на резьбу,
- обжимной – с применением компрессионных фитингов,
- опрессовочный – с помощью пресс-фитингов и пресс-клещей.
Обратите внимание! Сварной и капиллярный методы применимы только для соединения медных труб между собой или с медными фитингами. Резьбовые, обжимные и пресс-фитинги можно использовать не только медные, но и стальные или латунные.
Каждый из методов имеет нюансы проведения монтажных работ и особенности получаемых узлов. Сварка и пайка позволяют образовать надежные неразъемные узлы, но для их выполнения необходимо сварочное оборудование, а его применение не всегда возможно. Остальные способы можно применять для монтажа медных трубопроводов в помещениях, где проведены отделочные работы, в непосредственной близости от других коммуникаций, в том числе рядом с газовыми трубами.
Сварное соединение медных труб
Сварка трубной продукции из меди производится только встык.
Работы выполняются в следующем порядке:
- Под соединяемые элементы прокладывают асбестоцементные листы, чтобы снизить потери тепла и ускорить нагревание трубы и фитинга.
- Торцы фитинга и трубы нагревают газовой горелкой, работающей на высокой мощности.
- Стыкуют оплавленные срезы и плотно прижимают их друг к другу, избегая перекосов.
- Остывший шов проковывают, чтобы снизить зернистость образовавшегося грата.
Обратите внимание! Медь легко остывает, поэтому нагрев и соединение следует проводить максимально быстро. Если свариваются толстостенные трубы, подключают вторую горелку, которой подогревают оплавленные срезы, не давая им остыть.
Капиллярное соединение или пайка
Более популярным, чем сварка, методом монтажа медных узлов является пайка. Во-первых, этот метод не требует сильного нагревания соединяемых деталей и последующей проковки шва. Во-вторых, нет ограничений по времени работ, так как нагревать нужно не трубы и фитинги, а припой – тонкую проволоку из технической меди.
Выполняется соединение в несколько шагов:
- Вставляют трубу в раструб фитинга.
- Нагревают место соединения, нанося припой на трубу вдоль края надетого на нее раструба.
- Расплавленный припой поднимается по зазору между медными элементами, равномерно заполняя его.
- Дают образованному узлу остыть.
- После остывания очищают наружную часть соединения от остатков припоя при помощи чистящего средства. Внутренности трубопровода с этой же целью промывают водой сразу или по окончании монтажа всех узлов.
Обратите внимание! Название способа происходит от капиллярного эффекта – жидкость может преодолевать силу тяжести и двигаться вверх между двумя поверхностями при определенной дистанции между ними. Расплавленная медь является жидкостью и поэтому поднимается между стенками трубы и фитинга. Однако для этого метода необходимо, чтобы соединяемые элементы трубной сети имели раструбы, обеспечивающие необходимый зазор.
Использование резьбовых фитингов
Самым простым является соединение на резьбу, выполняемое, если нужно образовать разъемный узел. Чаще всего для этого способа применяются стальные и латунные фитинги, которые могут иметь внутреннюю или внешнюю резьбу.

Выполняется монтаж следующим образом:
- Наматывают на внешнюю резьбу фитинга или трубы ФУМ-ленту.
- Вкручивают элемент с внешней резьбой внутрь элемента, имеющего внутреннюю, вручную.
- Завинчивают фитинг до упора при помощи гаечного ключа.
Обратите внимание! Резьбовые узлы склонны к разбалтыванию в ходе эксплуатации и требуют периодического подтягивания. Поэтому их можно устанавливать только на тех участках трубопровода, которые доступны для профилактики.
Обжимные фитинги
Компрессионная арматура состоит из корпуса с внешней резьбой на штуцерах, обжимной гайки и одного или двух обжимных колец. Суть метода соединения заключается в том, что торцевую часть трубы зажимают между штуцером фитинга и обжимной гайкой. Удобен этот способ тем, что проводится без нагрева, без специальных инструментов – достаточно разводного ключа, этим же ключом при необходимости можно демонтировать узел. При этом надежность компрессионного узла гораздо выше, чем у резьбового. Обжимные фитинги производят из различных материалов, но для соединения медных труб применяются только те, у которых обжимные кольца изготовлены из меди.
Соединение выполняется в следующем порядке:
- Снимают с фитинга и надевают на трубу обжимную гайку, сдвигают ее в сторону от края.
- Поочередно выполняют эти же действия с обжимными кольцами.
- Вставляют в трубу штуцер фитинга.
- Поочередно сдвигают к корпусу фитинга кольца и навинчивают гайку.
- Затягивают обжимную гайку ключом.
Обратите внимание! Приложение избыточного усилия при затягивании обжимной гайки может привести к деформации трубы или срыву резьбы фитинга.
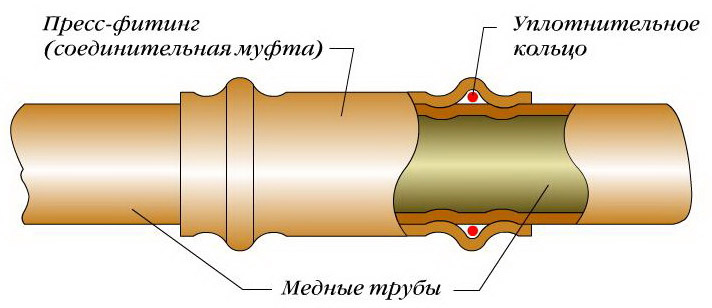
Особенности применения пресс-фитингов
Опрессовка напоминает обжимной метод соединения, но для выполнения опрессовочного узла необходим пресс-фитинг и пресс-клещи.
Фитинг для опрессовки состоит из корпуса с гладким или ребристым штуцером, фиксирующего кольца и пресс-кольца.
Порядок монтажа узла:
- Надевают на трубу пресс-кольцо и фиксирующее кольцо, сдвигают их в сторону от среза.
- Устанавливают штуцер в трубу.
- Сдвигают поочередно кольца к корпусу фитинга.
- Затягивают пресс-кольцо пресс-клещами.
Получаемое соединение является неразборным и по надежности не уступает сварному и капиллярному.

I. Вступительная часть.
Стальные тормозные трубки, установленные на автомобиле при заводской сборке, так же как и все остальные части оного — стареют и изнашиваются.
Хотя, чаще всего, стальные тормозные трубки покрыты пластиковой оболочкой, со временем она разрушается, и сталь трубки корродирует и теряет прочность, вплоть до полного разрушения.
Соответственно — тормозные трубки нуждаются в периодическом осмотре. И при признаках возможного нарушения герметичности — их заменяют.
Заменить заводские тормозные трубки можно на: стальные, медные, медно-никелевые.
На легковых автомобилях (за редким исключением) стоят тормозные трубки диаметром 4,75 мм.; толщина стенки у стальных трубок 0,71 мм., у медных — 0,9 мм., у медно-никелевых — 0,71 мм.
Работать при замене трубок со стальными трубками — тяжело. Поэтому, как правило, для замены выбирают медные трубки — работать с ними легко.
Хотя, идеальным выбором были бы медно-никелевые трубки. По всем параметрам: коррозионная стойкость выше, внутреннее проходное сечение — как у родных стальных, легкость работы — почти как с медными. И одно "но" — цена метра медно-никелевой трубки — более, чем в три раза дороже просто медной. Поэтому широкого распространения в сфере ремонта медно-никелевая трубка не имеет. С трудом можно найти мастерскую, предлагающую замену на медно-никелевую трубку.
Медную трубку можно купить бухтой (от 10, до 100 метров), либо купить нужной длины, с развальцовками на концах трубок и штуцерами, как штучно, так и комплектом на автомобиль.
Так же можно купить любые возможные штуцера, соединители, и инструмент для развальцовки трубок.
II. Трубки, штуцера, соединители, инструмент. Заказ и покупка в интернет магазинах.
1. Поиск готовых трубок — развальцованных, со штуцерами.
Одним из самых известных источников поставки тормозных трубок и всего сопутствующего, является польская "Компания "WP" TОРМОЗНЫЕ TРУБКИ"
www.pwpnet.pl/index.php?l=ru
Ни их сайте можно найти номера для заказа отдельных готовых трубок (или комплектов) на многие автомобили. Номера для заказа штуцеров и соединителей (и многого другого). Номера инструмента для самостоятельного изготовления тормозных трубок.
Можно сформировать поиск номера трубки по параметрам: штуцер 1, штуцер 2, длина трубки, и получить примеры применимости такой трубки по моделям авто, и номер для заказа.
Для примера (там нужно подставить в окошки циферки, означенные ниже):
европейский вариант авто (развальцовка концов трубок — "трибок")
наконечник 1 — 105 (каталожный номер штуцера);
наконечник 2 — 105 (каталожный номер штуцера);
длина трубки — 300 (в миллиметрах).
Получаем индекс (не путать с номером) для заказа трубки в интернет-магазине: 105105300.
Если его разбить на части, видим — как формируется индекс:
105 (штуцер №1) 105 (штуцер №2) 300 (длина трубки в мм.)
Теперь, безо всякого подбора, мы можем сформировать индекс любой трубки для заказа. Для этого нам надо знать: номера нужных штуцеров, и длину. Сформированный индекс — забиваем в поиск сайта инет.магазина, и получаем варианты к покупке.
Или другой пример:
поиск для азиатского автомобиля (развальцовка концов трубок — воронка);
наконечник 1 — 116;
наконечник 2 — 116;
длина трубки — 300.
Здесь мы угадали с длиной, и получаем не только индекс (116116300), но и два каталожных номера компании WP: WP- 118 (нужная нам трубка 300 мм.) и WP- 807 (трубка универсальная, 360 мм.)
Почему я уверенно нахожу трубки для европейских или азиатских автомобилей? По номерам штуцеров.
Если посмотреть на комплекты готовых трубок, то можно заметить, что штуцера № 105 — основные для европейских, а № 116 — основные для азиатских.
А поиск комплектов трубок — здесь:
www.pwpnet.pl/index.php?l=ru&s=pro&f=zpr
2. Трубка в бухтах.
Если же нам не хочется заказывать и ждать готовые трубки, но иметь возможность в любой момент самостоятельно разобраться с тормозными магистралями, то нам потребуется (кроме штуцеров, соединителей, и инструмента) — трубка в бухте.
Трубку в бухте найти и купить легко. Достаточно забить в поиск инет.магазина каталожный номер.
Рассмотрим номера медной трубки в бухтах:
1). На примере номеров компании WP.
Номер составляется так: WP47510, где:
WP — обозначение компании;
475 — наружный диаметр трубки (4,75 мм.);
10 — длина в бухте (10 метров), длину можно подставить нужную — 20, 25, 30, 50, 100.
2). На примере компании Patron (их трубка дешевле).
Номер составляется так: PHL4750900010, где:
PHL — обозначение компании;
475 — внешний диаметр трубки (4,75 мм.);
09 — толщина стенки (0,9 мм.):
00010 — длина (10 м.). длину в номере можно менять, и заказывать нужную.
Для стальной трубки в оболочке ПВХ, номер будет выглядеть так: WP47510ST, где расшифровка та же, что и у медной, а "ST" в конце обозначает материал трубки (сталь).
Для медно-никелевой, номер будет таким: WP47510CN, расшифровка та же что и у медной, а "CN" обозначает материал (медно-никелевый сплав). И к заказу доступны бухты только по 5 или 10 метров длины.
3. Штуцера, или наконечники трубок.
1). Самый распространённый штуцер торм.трубки европейских автомобилей.
Чтобы осуществить правильный монтаж горячего и холодного водоснабжения, газоснабжения или кондиционирования, необходимо ознакомиться с правилами и способами соединения в системе медных труб. Высокая стоимость оправдывается высокими техническими характеристиками и длительным сроком использования.
Какие нюансы существуют
Чтобы организовать создание трубопроводной системы, используются трубы из прочного пластика. Нержавеющая сталь относится к дорогому ценовому сегменту, но надежность покрывает этот нюанс. Для проведения капитальных ремонтных работ, полноценной альтернативой может выступать труба из меди.
Такая система благоприятно переносит резкие температурные изменения, не боится большого количества содержания хлора или ультрафиолета. Во избежание развития коррозии, внутри устанавливаются специальные приспособления. В случае отсутствия в жидкости составов из тяжелых металлов и других веществ, то таким трубам ничего не помешает прослужить ни один десяток лет.
Среди существенных недостатков можно выделить следующие аспекты:
Последний недостаток считается вполне оправданным за счет длительного эксплуатационного срока.
Основные требования к проведению сварочных работ
Перед проведением важных работ, рекомендуется ознакомиться со следующими моментами:
- Нежелательно задействовать свинцовый вариант в процессе изготовления водоснабжения, поскольку это материал, обладающий повышенной токсичностью.
- Оптимальный поток подачи воды не должен превышать 2 м/с. В противном случае твердые примеси начнут негативно сказываться на функционировании конструкции.
- В процессе монтажа использование флюса имеет важное значение, на окончательном этапе обязательно очищается вся система. В противном случае, на медных стенках образуется коррозия.
- В местах соединения конструкции, не должно быть перегрева. В противном случае прочность конструкции теряется, как и герметичность на стыках.
- Планируется осуществлять пайку с использованием других металлов, соединение медной трубы с латунным или бронзовым фитингом обязательно, иначе трубу потеряют свою прочность.
- Если в процессе нарезания труб появляются неровности или заусенцы, перед пайкой их нужно обязательно сгладить. Это связано со снижением рабочего времени, появлением и увеличением площади деформации.
- Задействование абразивных составов категорически запрещается. Остаточные частицы могут привести к нанесению металлических изъянов или появлению свища.
При контактировании с другими веществами в процессе работ из дополнительных видов материала, поток воды должен быть направлен от них к медной конструкции. При нарушении данного правила, происходит химическая реакция трубопровода.
Металл обладает большой пластичностью, поэтому легко подвергается деформации в процессе резки.
Основные виды соединений
Со стартом, есть смысл ознакомиться с инструкцией по разводкам и позаботиться о предподготовке: нарезать несколько труб. Понадобится следующий инструментарий:
Чтобы грамотно сделать зачистку, оптимально использование наждачной бумаги. Правильный расчет материалов можно произвести только при наличии плана будущих работ, какой уместен диаметр труб. Подсчет количества соединительных элементов считается необходимой процедурой.
Существует несколько способов соединения медных труб, используемых в монтажных работах:
- Сварка. На производственных предприятиях, процесс давно автоматизирован. Однако его можно использовать самостоятельно посредством специального аппарата и электродов. Чтобы создать защитную среду, применяется гелий, аргон, азот. В некоторых ситуациях приходится использовать газовую горелку. Электроды используют медные, угольные, графитовые или вольфрамовые.
Важный нюанс – сильное расхождение в получаемых характеристиках у шва и металла, из которого изготовлена труба. Также наблюдается различие в химическом определении состава, параметрах теплопроводности. Если допустить нарушение в технологии, вероятность расхождения шва увеличится в несколько раз.
Грамотно и безошибочно провести сварку сможет только квалифицированный специалист с большим опытом. Связано с множеством нюансов при выборе данной технологии. При планировании самостоятельно выполнять все работы, лучше использовать альтернативный способ соединения.
- Капиллярное. В быту, специалисты редко встречаются с необходимостью соединять медные трубы. Самым простым решением поставленной задачи является пайка с задействованием горелки на газу, либо паяльной лампой.
Различают два способа:
- с применением высоких температур. Понадобиться горелка из пропана или ацетилена, сплавы из тугих металлов,
- при низких температурах. Достаточно паяльной лампы и мягких металлов.
 Рис 4. Капиллярная пайка
Рис 4. Капиллярная пайка
Конечный результат получается практически идентичным: надежное и прочное соединение. Первый вариант предполагает более стойкий и гладкий шов. Но повышается вероятность прожигания трубы из-за высокой температуры нагревания газа. Для припоя понадобится основа из олова, либо сочетание свинца с висмутом, медью или серебром. Но применение тяжелых металлов (свинца) не целесообразно выбирать при монтаже водоснабжения.
В домашних условиях реально осуществить:
- соединение медных труб с использованием обжимных фитингов,
- раструбный.
При выборе второго варианта, предварительно расширяется один конец трубы посредством экспандера. Его надевают на конец другой трубы и паяем. Процедура выполняется только на стыковке труб. Расширяя конец трубы, в качестве зазора оставляют 0,1-0,2 мм. Пространство полностью заполняется посредством капиллярной технологии.
Важно не нанести механических повреждений конструкции при пайке. Если труба изготовлена из прочной меди R290, предварительно ее обжигают. В результате получается аналог с большей мягкостью. В процессе расчетов необходимо учитывать изменения давления.
Для облегчения процесса, можно приобрести готовые соединительные крепежи: муфту, тройник, поворот, заглушку. Они уже имеют раструб. Но это требует дополнительных финансовых затрат, хотя и существенно упрощает процедуру, сокращает время на работы.
 Рис 5. Крепежные элементы
Рис 5. Крепежные элементы
Труба покрывается флюсом, чтобы не использовать дополнительные фильтра для очистки. Припой осуществляется при достижении оптимальной температуры. При плавлении металл затекает внутрь. Если попадает большое количество, то оно вытечет самостоятельно изнутри конструкции. Как результат, диаметр трубы становится меньше.
При возникновении осложнений процедуры, рекомендуется задействовать фитинг. Чтобы упростить задачу, на производства используют специальный поясок из капилляров. Остается надеть ее на трубу и сделать припайку.
- Пресс муфта или фитинг цанговый. В местах, где планируется сделать припой, надевают кольцо с уплотнением. Если используется пресс муфта, то ее нужно зажать клещами, а при фитинге нужно обзавестись ключом и накидной гайкой. Концы труб должны плотно примыкать, чтобы не было просветов. Муфта исключает протечки.
 Рис 6. Цанговый фитинг
Рис 6. Цанговый фитинг
Для реализации бытовых задач соединение медных трубок с использованием вспомогательных элементов и без пайки является оптимальным вариантом, поскольку снижается вероятность допущения серьезных ошибок.
 Рис 7. Способы соединения медных труб
Рис 7. Способы соединения медных труб
Выбор монтажной техники
На практике чаще всего применяется два варианта монтажа медной трубопроводной системы. Перед началом работ, каждый решает сам, какой трубопровод будет: разъемный или неразъемный.
Выделяют следующие методы соединения:
- сварка с применением электрического аппарата,
- посредством прессования,
- использование газовой горелки или электрического паяльника.
Все методы разрешается выбирать в производстве, независимо от вида трубопровода. Главное решить, будут ли дополнительно использоваться фитинги или нет. Если система должна быть легкой и доступной в плане проведения ремонтных работ или добавления дополнительных элементов, целесообразно сделать трубопровод разъемным. Фитинг можно выбрать:
- компрессионный,
- с резьбой,
- с автоматической фиксацией.
Для самостоятельного создания это вариант лучший, нет необходимости применять пайку. Не обязательно иметь большой опыт или знания, чтобы сделать разборную систему самостоятельно в бытовых условиях. Периодически придется подтягивать гайки, чтобы избежать протечек. Постоянная корректировка давления приходит к снижению прочности крепежей.
Вариант без включения разъемов актуально в той ситуации, когда планируется закрыть ее бетонной стяжкой. Здесь сварка станет обязательной процедурой. Она отличается от первого варианта длительным эксплуатационным сроком и надежностью. Резьба не должна присутствовать на медном изделии. Соединение проводится только при помощи фитингов. Дополнительно понадобится пайка или прессование.
Заключение
Выбор соединения медных труб зависит от того, в каких условиях планируется проводить все работы и для каких целей это необходимо. Как правило, спаечные работы посредством специального аппарата, целесообразно выбирать если есть специализированные знания и опыт. Без спайки – вариант однозначно для домашнего обихода.
В последнем случае дополнительно приобретаются соединительные элементы и фитинги. Но придется периодически контролировать состояние трубопровода, поскольку со временем места крепежей могут протекать. Поэтому периодически придется подтягивать крепления.