Ювелирное обозрение
Все о ювелирных украшениях, драгоценных камнях и металлах
Как спаять медные трубки в домашних условиях
Содержание
- 1 Смотрите также
- 2 Пайка меди: почему стоит этому научиться
- 3 Способы паяния деталей из меди
- 4 Что понадобится в процессе?
- 5 Технология пайки медных изделий
- 6 Техника безопасности при спаивании труб из меди
- 7 Основные ошибки, допускаемые при пайке
- 8 Выводы и полезное видео по теме
- 9 Подготовка к пайке меди с алюминием, латунью, нержавейкой, железом
- 10 Необходимые материалы и приспособления: олово и другие
- 11 Процесс пайки


Имеются трубки из меди, соединены какой- то белой сваркой. Чем можно паять? Купил горелку и баллон с Gas1, но оно не берёт этот сплав. А нужно соединить трубки из меди. Какой припой использовать? Жду совета от знающих.
Смотрите также
Комментарии 45

Там скорее всего высокотемпературный припой с содержанием серебра, такой с кислородом плавить надо. Сам припой в магазинах для холодильников и кондиционеров продают.

Медный паяльник колун нагретый на газу и обработка ортофосфорной кислотой. Паяет почти все


паяльник с оловом

заедь в магаз для кондиционеров там всё найдёшь и припой и чем паять и все флюсы есть

В прутках медный припой 5%.Горелка: кислород + пропан.И всё легко спаяешь.

Паял в своё время трубки на холодильниках горелкой (Пропан+кислород) специальным припоем.

Я обычно латунью с бурой и автогеном грею. Можно припоем для пайки медных труб и газовой горелкой.В сантехнических магазинах есть паста, припой и губка для зачистки труб.
с кислородом греешь или как?
Конечно. Ацетилен без кислорода не горит.

Все наоборот ))))Кислород не горит без горючих газов . кислород поддерживает горение )))))
Ссори не так выразился. Температуры горения нужной не будет! )))))

а новую трубку не?имею ввиду целую без гимора,
отчего приспособа?
собрать и соединить надо контур из трубок

для автогазовых трубок есть соединители медь-медь, пластики-пластик, медь-пластики и т.д.
разные диаметры и формы, не получится так
собрать и соединить надо контур из трубок
не тормозные трубки часом?
не видно ни названия припоя ни пасты, стёрлось от старости(((у сантехников когда то тисканул, медный водопровод делали

собрать и соединить надо контур из трубок
А я не пойму, ЗАЧЕМ СПАИВАТЬ ТРУБКИ, по вашему фото…отрезать по наконечнику, по трубке (новой)высверлить отверстие, вставить трубку и опаять, (паяльник 100 ватт, простое олово, и таблетка аспирина ну или ацитил солицилка) и будет вам радость…точно так трубка в трубку…

Домашние мастера стараются выполнять строительные и ремонтные работы самостоятельно, что позволяет не только сэкономить семейный бюджет, но и быть абсолютно уверенным в качественном результате. Поэтому им приходиться овладевать новыми для себя методиками и технологиями – такими, как пайка медных труб.
Мы расскажем, как производится сборка и соединения коммуникаций из медных труб. У нас вы узнаете, какие расходные материалы и инструменты потребуются исполнителю. Полезные даже в быту навыки дадут возможность самостоятельно собирать трубопроводы с отличными эксплуатационными характеристиками.
Пайка меди: почему стоит этому научиться
Медные трубопроводы на практике используются редко. Причина тому – довольно высокая стоимость материалов. Однако трубопроводы из меди по праву считаются лучшими.
Этот металл превосходит все остальные материалы по термостойкости, гибкости и долговечности. Отопительные медные трубопроводы после сборки можно заливать в бетон, прятать в стены и т.д. В процессе эксплуатации с ними ничего не случится.

Это стоит учесть, выбирая материал для обустройства отопления или водопровода. В расчете на длительную эксплуатацию более высокие затраты вполне окупаемы. Помимо отличных эксплуатационных характеристик, которыми обладает медь, она достаточно проста в монтаже. «Страшные сказки» про трудности в пайке чаще всего преувеличены.
Медь достаточно просто паять. Ее поверхность не нуждается в применении агрессивных средств при очистке. Множество легкоплавких металлов имеет с нею высокую адгезию, что упрощает выбор припоя.
Дорогостоящие флюсы меди не нужны, поскольку при плавлении металла не происходит бурных реакций с кислородом. В процессе пайки труба не деформируется, ее форма и размеры остаются неизменными. Получившийся шов при необходимости можно распаять.
Способы паяния деталей из меди
Пайка считается оптимальным методом соединения медных деталей. В процессе работы расплавленный припой заполняет небольшой зазор между элементами, образуя при этом надежное соединение.
Наиболее распространены два способа получения таких соединений. Это высокотемпературная и низкотемпературная капиллярная пайка. Разберем, чем же они отличаются друг от друга.
Особенности высокотемпературных соединений
В этом случае процесс соединения элементов из меди проходит при температуре превышающей +450 градусов. В качестве припоя выбираются составы, основу которых составляют достаточно тугоплавкие металлы: серебро или медь.
Они дают прочный шов, устойчивый к механическим повреждениям и воздействиям высоких температур. Такое соединение называется твердым.
Особенность так называемой твердой пайки заключается в отжиге металла, это приводит к его размягчению. Поэтому, чтобы потери прочностных характеристик меди были минимальными, следует проводить охлаждение готового шва только естественным путем, без использования искусственного обдува или опускания детали в холодную воду.
Твердое соединение используется для труб диаметром от 12 до 159 мм. Высокотемпературная пайка используется для соединения газовых труб.
В сантехнике она используется в процессе сборки водопроводов для монолитной состыковки деталей, диаметр которых превышает 28 мм. Кроме того, такое соединение используется в случаях, когда температура жидкости, циркулирующей в трубах, может превышать +120 градусов.
Высокотемпературная пайка применяется и для сборки отопительных систем. Ее достоинством считается возможность обустройства отвода от ранее смонтированной системы без ее предварительного демонтажа.
Низкотемпературная пайка в деталях
Мягкой или низкотемпературной пайкой называется соединение медных деталей, в ходе которого используется температура ниже +450С. В качестве припоя в этом случае подбираются мягкие легкоплавкие металлы, например, олово или свинец.
Ширина шва, образованного такой пайкой, может колебаться от 7 до 50 мм. Получившееся соединение называют мягким. Оно менее прочное, чем твердое, однако имеет ряд значимых преимуществ.
Основное отличие заключается в том, что в процессе пайки отжига металла не происходит. Соответственно, его прочность остается прежней.
Кроме того, температура в процессе низкотемпературной пайки не такая высокая, как при проведении высокотемпературной. Поэтому она считается более безопасной. Так называемые мягкие соединения используются для сборки труб небольшого диаметра: от 6 и до 108 мм.
В сантехнике низкотемпературные соединения медных труб используются для монтажа водопроводных магистралей и отопительных сетей, но при условии, что температура циркулирующей в них жидкости будет меньше +130 градусов. Для газовых трубопроводов использование соединений такого типа строго запрещено.
Что понадобится в процессе?
Для выполнения качественных соединений понадобятся специальные материалы и инструменты. Прежде всего, для обработки предварительно очищенной поверхности деталей понадобится флюс. Он удаляет с основания оксиды, улучшает растекаемость расплавленного припоя и снижает поверхностное натяжение.
Кроме этого понадобится еще и припой для работы с медью. Для высокотемпературной сварки выбирается материал, в состав которого не входит свинец. На упаковке должна быть надпись «lead free» или «без свинца».
Для низкотемпературной пайки подбирается легкоплавкий припой, в котором может присутствовать олово, медь, висмут, серебро. Припой низкотемпературного типа выпускается в виде 3-мм проволоки.
Для работы понадобятся инструменты. Прежде всего, труборез. С его помощью можно будет нарезать детали нужного размера. Важно выбирать инструмент высокого качества, чтобы мягкий материал, которым является медь, не заминался.
Потребуется и фаскосниматель, чтобы снять заусенцы. Иначе будет невозможно вставить одну деталь в другую. Для зачистки внутренней поверхности труб так же используется щетка или ершик.
Для нагрева медных элементов используют разные инструменты. Чаще всего для низкотемпературной пайки выбирают газовую горелку, имеющую узконаправленное пламя.
Газовое оборудование в этом случае работает от баллона со смесью пропана и бутана или с чистым бутаном. Одной такой заправки хватает на 3-4 сотни стыков.
Прибор работает эффективно, при нагреве горелкой труба разогревается за несколько секунд. Высокотемпературная пайка осуществляется при использовании газовых смесей пропан-кислород либо ацетилен-воздух.
Кроме того, пайка может осуществляться с помощью специального электрического паяльника, предназначенного для работы с деталями из меди. Устройство способно работать и с твердым, и с мягким припоем. Паяльник подключается к сети и используется там, где работать с открытым огнем невозможно. Устройство оснащается прижимными клещами и съемными электродами.
Помимо этих инструментов для монтажа трубопровода понадобится маркер или карандаш, рулетка, молоток и строительный уровень.
Технология пайки медных изделий
Подготовив инструменты и материалы, можно приступать к процессу пайки. Выполняем все операции в такой последовательности:
Отрезаем деталь необходимой длины
Для резки медных труб можно использовать различные инструменты. Чаще всего применяется ручной труборез. Чтобы срез получился ровным, трубу удерживаем только перпендикулярно к инструменту.
Зажимаем деталь между роликом и лезвием и вращаем вокруг нее труборез. Не забываем после каждого оборота подтягивать регулировочный болт примерно на треть оборота. При использовании трубореза срез получится ровным, задиры появятся только внутри трубы.
Но при этом диаметр изделия немного уменьшится, что нежелательно. Избежать деформации детали можно, если отрезать ее ножовкой. Но в этом случае появится множество заусенец, от которых необходимо будет избавляться, и понадобится использовать шаблон, чтобы уменьшить косину реза.
Смятие или овализация среза трубы приведут к неприятным последствиям, поскольку обязательно изменят размер монтажного зазора. Его величина должна находиться в пределах 0,02-0,4 мм. Если зазор получится меньше, в него не сможет попасть припой. При увеличении зазора не сможет проявиться капиллярный эффект.
В результате резки должна получиться деталь с окончанием строго цилиндрической формы, имеющим минимальную косину реза. С детали обязательно снимаем заусенцы, чистим ее внутреннюю поверхность ершиком и обезжириваем. Аналогично обрезаем второй фрагмент трубы. Берем труборасширитель и при помощи молотка увеличиваем диаметр второй трубы.
Проверяем, как детали входят одна в другую, проверяем размеры получившегося монтажного зазора. Он должен точно соответствовать норме. Зачищаем и обезжириваем вторую деталь. Операцию выполняем по всему сечению трубы, помним, что длина соединения должна равняться диаметру детали.
Наносим флюс на поверхность трубы
По правилам технологии пайки медных труб, на детали нужно нанести слой флюса. Берем состав и кисточкой аккуратно наносим его на внешнюю поверхность трубы, которая будет находиться внутри соединения.
Выполняем операцию очень аккуратно. Стараемся набрать минимальное количество раствора и полностью распределяем его по детали. На поверхности не должно остаться излишков флюса.
Соединяем детали перед пайкой
Как только флюс нанесен на детали, их нужно соединить. Сделать это надо достаточно быстро, чтобы на влажную поверхность не попали частички загрязнений. Если мы работаем с фитингом или с раструбом, производим полное соединение элементов.
Для этого вращаем их до упора. В процессе вращения детали не только «встают» на место, но и флюс распределяется по монтажному зазору максимально равномерно.
Оставлять флюс на детали запрещено, поскольку это агрессивный химический состав.
Припаивание крана с фитингом на базе компрессионного кольца производится в следующем порядке:
Образование соединения при низкотемпературной пайке
При выполнении мягкого соединения в обязательном порядке используется легкоплавкий припой и низкотемпературный флюс. Для нагрева можно взять стандартную или малогабаритную газовую горелку, которая заправляется смесью пропана с воздухом либо пропана с бутаном и воздухом. Можно взять и специальный электрический паяльник.
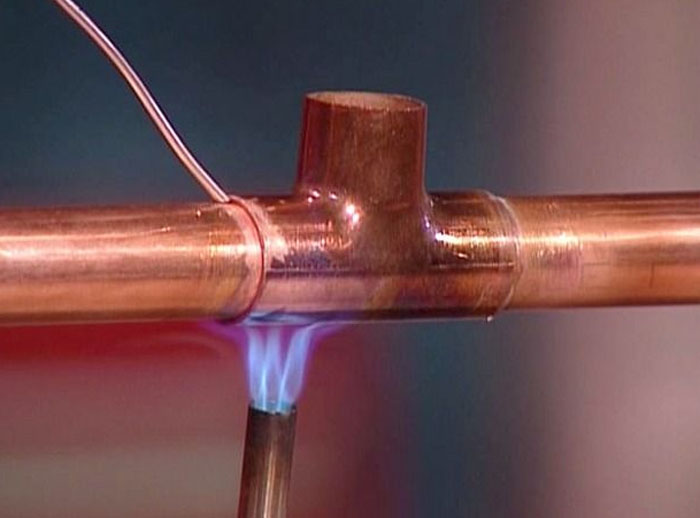
Берем горелку, включаем ее и направляем пламя на стык труб. Пятно контакта, находящееся между пламенем и деталью, нужно постоянно перемещать. Это необходимо для того, чтобы элементы прогревались равномерно. Берем припой и время от времени касаемся им монтажного зазора. При достаточном разогреве припой начинает плавиться.
Как только это случится, отводим горелку в сторону, чтобы дать возможность припою заполнить капиллярный зазор полностью. Если припой еще не начал плавиться, нагрев продолжаем. Особенностью низкотемпературной пайки является то, что припой специально не разогревается. Он должен расплавиться от тепла нагретых элементов соединения.
После того, как припой заполнит капиллярный зазор полностью, ему нужно дать остыть, желательно в естественных условиях. Нужно помнить, что получившееся мягкое соединение имеет невысокую прочность, поэтому трогать его в горячем виде запрещается.
Еще один важный момент. В процессе пайки крайне важно не перегреть медь. Иначе нанесенный на металл флюс разрушится, и, соответственно, не сможет растворять и удалять оксиды, что резко отрицательно скажется на качестве соединения.
Поэтому желательно использовать флюс с порошком-припоем. Когда температура детали будет достаточной для разогрева припоя, порошок расплавится и будет видно, как внутри флюса блестят капельки расплава.
Если использование пламени по каким-либо причинам недопустимо, применяют паяльные аппараты, работающие от электричества. Такое оборудование представляет собой набор из блока питания, электрических щипцов и паяльника.
Процедура нагрева и последующего образования соединения паяльником ничем не отличается от выше описанной. Единственный нюанс: на полный разогрев деталей может уйти меньше времени, чем при нагреве горелкой.
Образование шва при пайке высокотемпературного типа
В процессе такой пайки для разогрева деталей тоже используется газовая горелка. Она заправляется смесью пропана с кислородом или ацетилена с воздухом. Возможно использование смеси ацетилен-кислород.
Мастера рекомендуют прогревать детали равномерно и быстро. То есть процесс разогрева должен быть коротким. Горящий в устройстве газ должен давать ярко-синее пламя небольшой интенсивности.
Горелку плавно перемещаем вдоль будущего соединения так, чтобы разогрев был максимально равномерным. Когда медь нагреется примерно до 750С, она приобретет темно-вишневый цвет. В этот момент подаем припой.
Чтобы он лучше разогрелся, его можно немного прогреть горелкой. Но при этом надо помнить, что припой должен расплавиться от разогретых деталей соединения, а никак не от горелки. В идеале нужно обеспечить соединению минимальный нагрев, при котором припой сразу же расплавится и с первого раза заполнит монтажный зазор.
Возможно, сразу это не получится, но по мере накопления опыта результат будет улучшаться. После полного заполнения зазора припоем оставляем соединение для остывания. В это время трогать его не рекомендуется. Остывший шов тщательно протираем, чтобы избавиться от остатков флюса.
Детальный разбор технологии пайки медных трубопроводов с применением газовой горелки приведен в статье, с содержанием которой мы советуем ознакомиться.
Техника безопасности при спаивании труб из меди
Начинающие мастера интересуются, как паять медные трубы правильно, но при этом забывают о безопасности. Этого делать нельзя. Нужно понимать, что медь отличается высокой теплопроводностью, поэтому держать детали в руках без какой-либо защиты нельзя.
Неосторожность и неаккуратность при сборке медного трубопровода может закончится термическим ожогом. Небольшие элементы длиной до 0,3 м берут только защитными рукавицами или удерживают клещами.
Осторожность нужна и при работе с флюсом. Это чрезвычайно агрессивный состав. Если в процессе пайки он попадет на кожу, следует немедленно остановить работы и смыть флюс с кожи большим количеством мыльной воды. Иначе на коже может появиться не только термический, но и химический ожог.
Одежду для работы тоже нужно подбирать правильно. Синтетические ткани категорически не подходят. Искусственное волокно очень чувствительно к высоким температурам. Оно легко плавится и загорается, поэтому для работы лучше всего выбирать плотную одежду из натурального хлопка.
Еще один важный момент. При нагреве деталей флюс начинает гореть. Его пары опасны для человека. По этой причине помещение, в котором проводятся работы по пайке труб из меди, должно хорошо проветриваться.
Опытные мастера советуют тем, кто впервые взялся за пайку, сначала потренироваться на обрезках труб. Практика показывает, что после трех-четырех самостоятельно выполненных соединений уже можно браться за монтаж трубопровода. При этом желательно собрать систему на полу и только потом приступать к пайке.
Готовый трубопровод нужно хорошо промыть чистой горячей водой, чтобы удалить припой и флюс с внутренней стороны деталей.
Основные ошибки, допускаемые при пайке
Процесс пайки труб из меди достаточно прост, но требует определенного опыта. Новички часто допускают ошибки в работе.
Рассмотрим основные из них:
- Наличие дефектов на поверхности соединяемых деталей. Такие изъяны могут появиться в процессе разрезания трубы. Если пайка проведена поверх дефекта, шов будет непрочным.
- Загрязнения на участке соединения элементов. Детали после нарезки и чистки обязательно нужно обезжирить.
- Недостаточная ширина монтажного зазора. По правилам, для деталей сечением от 6 до 108 мм размеры зазора должны составлять от 7 до 50 мм.
- Недостаточный разогрев деталей. В этом случае припой не сможет должным образом сплавиться с основанием. Такой шов легко разрушится даже при небольшой нагрузке.
- Флюс покрывает не всю поверхность трубы. Окиси остаются на поверхности детали, что негативно влияет на качество шва.
- Перегрев участка соединения. Приводит к сгоранию флюса и образованию окиси и окалины. В результате качество соединения резко ухудшается.
- Проверка неостывшего соединения. Прежде чем проверять качество шва, нужно убедиться в том, что труба остыла. Иначе соединение неизбежно деформируется и утратит прочность.
- Игнорирование правил безопасности. Пайка проводится при высоких температурах и с использованием агрессивных химически веществ. Защитная одежда, маска и перчатки обязательны.
Возможно, начинающему мастеру сложно будет самостоятельно определить степень разогрева деталей, тогда стоит пригласить профессионала и сделать первые соединения под его руководством.
С методами сооружения отопительных контуров из медных труб ознакомит следующая статья, с которой мы рекомендуем ознакомиться.
Выводы и полезное видео по теме
Еще больше интересной информации о пайке медных труб вы можете узнать из следующих видеороликов.
Видео #1. Особенности высокотемпературной пайки меди:
Видео #2. Как правильно паять медные фитинги:
Видео #3. Какие бывают флюсы для пайки:
Самостоятельная пайка труб из меди – полезный навык, который обязательно пригодится домашнему мастеру. Трубопроводы из меди служат очень долго и беспроблемно. Учитывая достаточно высокую стоимость таких деталей, на самостоятельной сборке можно значительно сэкономить и получить трубопровод высокого качества по вполне приемлемой цене.
А у вас есть личный опыт в соединении труб из меди пайкой? Возможно, вы владеете знаниями о нюансах проведения работ? Пишите, пожалуйста, комментарии в расположенном ниже блоке, задавайте вопросы, делитесь своим мнением и фото по теме статьи.
Водопроводная разводка или системы отопления из медных труб обходятся недешево, но они прочны и долговечны. Поскольку медь обладает высоким коэффициентом теплопроводности,хорошими антикоррозийными и антибактериальными свойствами, трубопровод из нее эффективен и долговечен. Пайка меди в домашних условиях не представляет сложности:на трубы надевается раструб-муфта, а затем шов герметизируется. Вместо использования раструба иногда расширяют конец одной трубы и вставляют в нее другую. Такое соединение удобно тем, что для него не требуется фитингов, а срок службы равен длительности жизни самих труб.
Подготовка к пайке меди с алюминием, латунью, нержавейкой, железом
Подготовительный период, включающий в себя приобретение необходимых приспособлений, материалов, средств индивидуальной защиты, и сама процедура паяния.
Существуют два способа припаять медь к меди: высоко- и низкотемпературный. Первый предполагает нагрев металла до 900°C, применяется для трубопроводов с большим давлением или температурной нагрузкой.Для высокотемпературной пайки используются предназначенные для этого материалы: твердый припой в виде стержней(температура плавления такого припоя около 900°C) и твердоплавкий флюс.
Для того чтобы паять медь низкотемпературным методом, достаточно нагрева металла до 600°C (чаще 300–380°C), что достижимо в бытовых условиях. Для процедуры используют мягкий припой для пайки меди и латуни в виде проволоки или прута сечением до 3 мм и более плавкий флюс. Припой представляет собой сплав олова, которого более 97%, с другими металлами: медью, селеном, серебром, сурьмой.
- Для чего нужен флюс.Правильно паять медные трубы можно только с флюсом – специальным пастообразным составом (с хлоридом цинка), который наносится на поверхность соединяемых участков трубы широкой полосой. Он выполняет несколько функций:
- предотвращает процесс окисления металла, удаляя кислород;
- улучшает сцепление припоя с медью;
- является индикатором достаточного нагрева металла, сигнализирует, когда следует поднести припой и спаять медь;
- способствует равномерному растеканию припоя по стыку.
- Техника безопасности. При всей простоте процесса, паять медные трубы нужно с соблюдением правил безопасности. Опасность ожогов несет не только само пламя горелки, но и нагретый металл. Медь хорошо проводит тепло, поэтому в процессе работы сильно нагревается не только участок, на который кладут припой и проводят сварку, но и вся труба, а остывает она медленно. Если требуется спаять медные трубки, которые еще не встроены в систему трубопровода, то подготовка включает размещение их на невозгораемых опорах, где они смогут остывать долгое время. Прежде чем трогать спаянный металл с места, следует дождаться полного остывания.

Непосредственную опасность представляет открытое пламя горелки, поэтому приобретать нужно такой инструмент, с которым удобно работать: желательно с подвижным соплом на длинном шланге
Необходимые материалы и приспособления: олово и другие
Инструменты для работы с медными трубами требуются следующие:
- труборез, ножовка по металлу или болгарка с тонким диском;
- фаскосниматель;
- труборасширитель (экспандер);
- паяльный флюс;
- припой;
- паяльник для меди,например,пропановая горелка для пайки медных труб;
- перчатки прорезиненные;
- бумажные салфетки.
Для отрезания трубы пользуются труборезами различных размеров. У образцов покрупнее большой радиус разворота, ими неудобно пользоваться в труднодоступных местах, поэтому если есть необходимость отрезать участок на готовом смонтированном водопроводе, используют маленький труборез. Отрезать трубу можно ножовкой по металлу или болгаркой с тонким диском, но более качественный срез получится только при помощи трубореза.
Перед тем как сварить медь, концы трубы полируют мелкозернистой шкуркой, которую можно приобрести в хозяйственных магазинах. Зачищают обе поверхности, готовящиеся к пайке.Иногда для этих целей используют маленькие щеточки-ершики диаметр которых Ø 22 мм, они подходят почти ко всем трубам. Для зачистки ножка ершика вставляется в шуруповерт или дрель, при помощи которых процесс осуществляется быстрее и качественнее.
На зачищенную отглаженную наружную поверхность наносят флюс – состав, препятствующий процессу окисления меди.
Совет.Удобнее использовать в работе флюс серого цвета. При нагреве он изменяет цвет, достигнув нужной для пайки температуры, становится оловянного оттенка. Визуально легко определить, когда металл нагрелся, и можно паять медь. Если флюс белого цвета, то при нанесении он сразу становится прозрачным, поэтому трудно определить момент, когда нужно подносить припой.
Перчатки для защиты рук используют прорезиненные, так как при отрезании меди и заусениц образуется много мелких металлических элементов, впивающихся в кожу как занозы.Кроме того, при зачищении дрелью поверхности, вращающаяся щетка зажевывает тряпочные перчатки.
Чтобы правильно паять медь,нужно учитывать, что с момента зачистки и нанесения флюса до пайки должно пройти не более получаса, иначе зачистку нужно повторить заново. Если флюс наносится кисточкой, на поверхности не должно оставаться щетины или волосков от нее – в противном случае соединение не будет герметичным,и после подачи воды трубопровод потечет.
После вставки трубы в раструб, остатки флюса полностью не убирают салфеткой, он остается на соединении в виде кромки 1–2 мм, а припайке припой затягивается внутрь – срабатывает капиллярный эффект. Сначала горелкой нагревается стык, при этом влага, находящаяся между стенками, выпаривается. Затем горелка подносится второй раз, постепенно медь нагревается, а флюс приобретает оловянный вид. В этот момент на лицевую сторону кладется припой, происходит пайка, при этом расплавленный сплав стекает вниз, на изнаночную сторону, застывая в процессе движения. Образующиеся снизу лишние свесы металла отделяются сами. Паять медь можно разными способами.
Процесс пайки
Он заключается в выполнении последовательных операций:
- труба нарезается на отрезки необходимых размеров, которые для удобства маркируются – подача или обратка;
- с края снимается фаска;
- зачищаются края на 2 см: внешние на трубе, а также внутренние в раструбе;
- полосой по зачищенным поверхностям (внешней и внутренней) наносится флюс;
- соединение собирается: труба вставляется в раструб;
- излишки флюса снимаются бумажной салфеткой, но не полностью – оставляется кромка 1–2 мм;
- зажигается горелка, пламя подносится к месту соединения;
- поверхность нагревается 10–15 секунд до определенной температуры – флюс должен приобрести оловянный цвет;
- припой кладется сверху соединения, при нагревании он будет втянут в стык, растечется по шву, заполняя его.
Если стык соединения не был очищен от щетины или пыли,ив результате протекает паянный шов медной трубы водопровода, то восстановить герметичность можно одним из двух методов: