Ювелирное обозрение
Все о ювелирных украшениях, драгоценных камнях и металлах
Как сварить алюминий без аргона
Содержание
- 1 Сложности сварки алюминия
- 2 Сварка алюминия в домашних условиях: методы
- 3 Сварка алюминия электродом в домашних условиях
- 4 Сварка алюминия дома: стоит ли
- 5 Можно ли варить алюминий инвертором
- 6 Какой инвертор подойдет для сварки алюминия
- 7 Выбор расходных материалов для сварки
- 8 Технология сварки алюминия инвертором
 Необходимость проведения сварочных работ часто возникает не только на производстве, но и в быту. Сваривание изделий и конструкций из алюминия в домашних условиях проводится достаточно часто, несмотря на возникновение некоторых трудностей. Сложности обусловлены, прежде всего, характеристиками, которыми обладает данный материал. Также при осуществлении бытовой сварки сложно создать необходимые для работы с алюминием условия.
Необходимость проведения сварочных работ часто возникает не только на производстве, но и в быту. Сваривание изделий и конструкций из алюминия в домашних условиях проводится достаточно часто, несмотря на возникновение некоторых трудностей. Сложности обусловлены, прежде всего, характеристиками, которыми обладает данный материал. Также при осуществлении бытовой сварки сложно создать необходимые для работы с алюминием условия.
Однако, возникают ситуации, когда необходимо провести ремонт изделий из алюминия. В таких случаях, работы выполняются дома, самостоятельными силами исполнителя. Поэтому в статье мы рассмотрим основные особенности и нюансы сваривания алюминия.
Сложности сварки алюминия
Основные трудности, возникающие при сварке алюминия.
 Во время сварочных работ, рабочее изделие нагревается до определенной температуры и начинается менять свой цвет. Так происходит с медью или железом — наиболее востребованными металлами для производства предметов быта. Изменение оттенка помогает исполнителю правильно регулировать процесс, понимать достаточный ли нагрев, определять произошла ли «заделка» шва или нужно продолжать термическую обработку. Но алюминий под действием температур не меняет цвет. Поэтому сварщику визуально оценить результат нельзя.
Во время сварочных работ, рабочее изделие нагревается до определенной температуры и начинается менять свой цвет. Так происходит с медью или железом — наиболее востребованными металлами для производства предметов быта. Изменение оттенка помогает исполнителю правильно регулировать процесс, понимать достаточный ли нагрев, определять произошла ли «заделка» шва или нужно продолжать термическую обработку. Но алюминий под действием температур не меняет цвет. Поэтому сварщику визуально оценить результат нельзя.
Высокая теплопроводность данного металла требует ограничения по длительности термического воздействия. Превышения продолжительности влияния высоких температур может привести к деформации, появлению трещин, выпуклостей и других дефектов.

Особенности сварки алюминия и его сплавов объясняются целым спектром особенных свойств, которыми обладает металл:
- Поверхность данного материала всегда покрыта оксидной пленкой, обладающей высокой температурой плавления — около 2000°С. Сам металл плавится при 660°С.
- Капли расплавленного алюминия
 , образующиеся во время сварки в рабочей зоне, сразу же покрываются окисной пленкой, которая препятствует формированию сплошного шва. Для предотвращения данного эффекта хорошо применять газ аргон, надежно защищающий сварную зону от взаимодействия с воздухом.
, образующиеся во время сварки в рабочей зоне, сразу же покрываются окисной пленкой, которая препятствует формированию сплошного шва. Для предотвращения данного эффекта хорошо применять газ аргон, надежно защищающий сварную зону от взаимодействия с воздухом. - Высокая текучесть алюминия в расплавленном состоянии серьезно затрудняет формирование сварочной ванны. Поэтому технология сваривания алюминия требует применение специальных подкладок, отводящих тепло от зоны сваривания.
- В состав алюминия входит растворенный водород, который стремится выйти в атмосферу. Это способствует образованию пор и кристаллизационных трещин.
- Алюминий обладает достаточно высоким коэффициентом линейного расширения. Из-за этого при застывании металла происходит значительная усадка.
- Из-за высокой теплопроводности данного материала сварку следует осуществлять с применением значительных величин тока.
- Важная особенность — сварка алюминия часто затрудняется тем, что исполнителю сложно определить марку сплава, из которого произведены свариваемые изделия. Это осложняет выбор режима соединения и метод его выполнения.

прожоги с обратной стороны
Для проведения бытовой сварки алюминия, чаще всего применяют технологии ММА и TIG. Сваривание заготовок толщиной 5-7 мм. выполняется постоянным током обратной полярности. Для толстостенных деталей потребуется предварительная подготовка. Сварка алюминия электродом в домашних условиях включает следующие этапы:
- тщательная зачистка заготовок от оксидного слоя;
- обезжиривание производится с помощью растворителя;
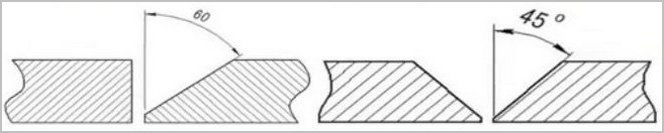
- для получения более прочного и однородного соединения, кромки изделий толщиной больше 5 мм. нужно снять под углом от 45 до 65 градусов;
- покрытие электродов для алюминия характеризуется активным впитыванием влаги, поэтому перед проведением сварки следует выполнить прокалку;
- свариваемую поверхность необходимо прогреть до 250°С, что способствует более эффективному расплавлению оксидной пленки;
- сила тока зависит от толщины стенок изделия, параметров шва, а также от состава основного металла.
Более подробная информация представлена в статье «Сварка алюминия электродами». 
Аргонодуговая сварка неплавящимся электродом требует больших финансовых затрат. Однако, качество шва значительно лучше, по сравнению с соединением методом ММА. Технология домашней сварки TIG включает следующие операции:
- аппарат должен быть оснащен осциллятором (устройство, обеспечивающее возбуждение и стабильность дуги), который улучшает параметры сваривания и расплавления окисного слоя;
- чтобы избежать перерасхода газа, необходимо выставлять вольфрамовый электрод на 5-6 мм. от наконечника;
- аргон подается с расходом в 5-8 л/мин., после с небольшой задержкой подается ток;
- после образования сварочной ванны поступательно плавится сварочная проволока;
- сваривание проводится импульсным переменным током.
Также существуют общие правила сварки алюминия, которые рекомендуется соблюдать при любом методе:
- сваривание выполняется справа налево;
- длина дуги должна составлять 1,5-2,5 мм.;
- присадочный материал подается короткими, поступательно-возвратными движениями;
- между электродом и проволокой должен быть угол в 90 градусов;
- не допускается совершать поперечные колебания вольфрамовым электродом;
- сварка тонкого алюминия проводится с подкладкой из меди или железа для отвода тепла и предотвращения появления прожогов.

Стоит ли пытаться
Сварка алюминия в домашних условиях обладает целым рядом достоинств:
- экономия финансовых средств, данное преимущество особенно актуально для исполнителей, имеющих в распоряжении необходимое оборудование;
- мгновенный результат, который можно сразу же проверить;
- возможность использования подручных средств;
- отсутствие особых требований к качеству шва.
 Однако, стоит отметить и недостатки:
Однако, стоит отметить и недостатки:
- при сварке алюминия дома исполнитель получит соединение более низкого качества;
- иногда возникают трудности при выборе присадочного материала;
- в домашних условиях сложно использовать передовые технологии, которые применяются на современных производствах;
- сложнее соблюдать правила техники безопасности;
- электроды могут храниться в неподходящих условиях, они могут отсыреть или испортиться;
- отсутствие точных методов контроля качества готового соединения.
Сварка алюминия в домашних условиях: методы
Бытовая сварка алюминия может проводиться не только стандартным методом ММА, но и другими способами. Наиболее популярные и доступные для домашних мастеров технологии мы рассмотрим далее.
Сварка алюминия газовой горелкой
Такой метод предполагает использование энергии газа в качестве температурной силы, расплавляющей металл. Газ является более надежным средством защиты рабочей зоны от воздействия атмосферного воздуха, чем покрытие электрода. Данный способ является одним из самых доступных для сваривания алюминия дома. Оборудование и присадочные материалы обладают приемлемой стоимостью, процесс характеризуется достаточной простотой.

Полуавтоматом (DC MIG)
Несмотря на высокую эффективность сварки полуавтоматом (DC MIG), используется данный метод значительно реже. Объясняется это достаточно значительной стоимостью оснащения. Импульсное оборудование выдает всплеск высокого напряжения, которое разрушает пленку на поверхности металла. Каждая частица расплавленного стержня электрода вгоняется в сварочную ванну. Современный агрегат выполняет точечное сваривание, обеспечивающее качественное, надежное, прочное и эстетически привлекательное соединение.
Некоторые особенности:
- необходимо проводить сваривание только током с обратной полярностью;
 чтобы избежать застревания проволоки в подающем механизме, необходимо использовать специальные наконечники с маркировкой «Al» или стандартные модели, но с увеличенным диаметром;
чтобы избежать застревания проволоки в подающем механизме, необходимо использовать специальные наконечники с маркировкой «Al» или стандартные модели, но с увеличенным диаметром;- алюминиевый пруток может создавать петли, чтобы избежать этого следует приобрести особое устройство подачи с четырьмя роликами, маленьким рукавом и вкладышем из тефлона;
- нужно придерживать ускоренного темпа подачи проволоки, что позволит избежать частой смены наконечника.
С целью экономии денежных средств некоторые мастера научились модифицировать стандартные типы полуавтоматов для работы с алюминием.
Аргоном (AC TIG)
В качестве расходных материалов выступают вольфрамовые электроды (стержни диаметром 1,6-5 мм.), способные выдерживать температуру в 3000°С, и присадочная проволока с поперечным сечением в 1,6-4 мм. Они обеспечивают высокое качество шва. Для защиты сварочной зоны используются газы: аргон или гелий. Таким образом, исполнителю также понадобится баллон с газом. Специально для бытовой сварки производители выпускают компактные резервуары, объема которых будет достаточно для небольшого ремонта. 
Питание дуги осуществляется от источника с переменным током. Аргонодуговая сварка является достаточно затратным способом для работы с алюминием. К тому сварочный процесс характеризуется технической сложностью. Поэтому сваривание методом TIG применяется в домашних условиях довольно редко.
Инвертором и покрытым плавящимся электродом

Шов, полученный электродом ОЗАНА-2.
Самым простым и удобным способом является сварка алюминия инвертором с помощью плавящихся электродов следующих марок: УАНА, ОЗАНА, ОЗА. Специальные стержни с покрытием и соответствующее оборудование позволяет сваривать изделия как из чистого алюминия, так и из сплавов данного материала. Работы выполняются постоянным током обратной полярности. Величина тока рассчитывается следующим образом: на 1 мм. следует принимать ток в 25 А.
Дополнительными средствами, выступающими для обеспечения высокого уровня защиты, являются баллон с газом и шланги. Горелка применяется как инструмент для подогрева металла. Данный способ используется, когда к соединению не предъявляются особые требования по прочности и надежности. Оснащение и расходные материалы обладают довольно низкой стоимостью.
Сварка алюминия электродом в домашних условиях
Сварка алюминия дома электродами подразумевает несколько различных методов.
Самым распространенным способом является сваривание инвертором, проанализированное выше.
 Также при работе с плавящимися электродами может применяться сварочный трансформатор стандартного типа. Технология практически не отличается от сварки стали, но шов может быть не самого высокого качества.
Также при работе с плавящимися электродами может применяться сварочный трансформатор стандартного типа. Технология практически не отличается от сварки стали, но шов может быть не самого высокого качества.
Кроме использования вольфрамовых электродов при аргонодуговой сварке, также для сваривания алюминия можно применять угольные прутки. В качестве защитного газа, подающегося из горелки, может выступать аргон, ацетилен, пропан или другие. Все зависит от наличия их у исполнителя. Также сварщику понадобится порошкообразный флюс, предотвращающий прилипание электрода и убирающий оксидную пленку. Источником питания дуги может быть сварочный инвертор или трансформатор. В некоторых случаях для стабилизации рабочего процесса необходимо магнитное поле, которое создается соленоидом.
Подготовка металла к сварке
 Вне зависимости от применяемого способа сварки, обязательно следует произвести подготовительные процедуры рабочей поверхности:
Вне зависимости от применяемого способа сварки, обязательно следует произвести подготовительные процедуры рабочей поверхности:
Присадочные материалы и кромки изделий нужно очистить от грязи, масла и жира.
Химическая обработка включает несколько процедур:
- обезжиривание поверхности растворителем: уайт-спирит, ацетон, авиационный бензин или любой другой;
- травление с помощью концентрированной щелочи, продолжительность — 2 минуты;
- металл нужно промыть холодной водой;
- пассивирование 30% раствором азотной кислоты в течение двух минут;
- снова промывка водой;
- сушка.
Если сваривание алюминия осуществляется не покрытыми электродами, то разделка кромок проводится при работе с изделиями толщиной более 4 мм. Применение расходников с обмазкой подразумевает разделку кромок при соединении деталей со стенками толщиной свыше 20 мм. Торцы тонких алюминиевых листов (не более 1,5 мм.) нужно отбортовать.
С помощью напильника, щетки с ворсинками из нержавейки/стали (на картинке) или наждачной бумаги зачищается свариваемая поверхность.
Сварочный процесс
 После подготовки изделия, сварщик может приступать в основным работам.
После подготовки изделия, сварщик может приступать в основным работам.
Процесс сваривания алюминия и его сплавов включает несколько важных этапов:
- прогрев изделия до температуры в 150°С;
- настройка сварочного аппарата на необходимый режим;
- возбуждение сварочной дуги, в зависимости от метода сварки, может проводиться контактным и безконтактным способом;
- создание сварочной ванны, формирование которой происходит за несколько секунд (требуемое время примерно равно толщине детали в миллиметрах); в зоне прогрева должно появиться пятно расплавленного алюминия, имеющее зеркальную поверхность;
- после образования ванны, можно начинать подавать присадку и выполнять сваривание;
- сварка проводится дугой в 2-6 мм., используется постоянный ток обратной полярности.
Видео
Отличный демонстрационный ролик от компании Zeller, который дает представление о процессе.
Техника безопасности
Сваривание различных конструкций из алюминия подразумевает обеспечение защиты для исполнителя. Для этого необходимо использовать специальные средства: маска, рукавицы, прорезиненная обувь, асбестовое или брезентовое полотно, листовое железо.
 Нужно изолировать все элементы электрической цепи.
Нужно изолировать все элементы электрической цепи.
Нельзя проводить работы в помещениях, где находятся легковоспламеняющиеся предметы.
Обязательно наличие вентиляции в комнате, чтобы избежать отравления газами.
Правила техники безопасности НЕОБХОДИМО соблюдать, так как при работах в домашних условиях возрастает риск получить травму.
Сварка алюминия дома: стоит ли
Прежде чем приступать к сварке алюминия, следует учесть все сложности и особенности рабочего процесса, проанализировать технологические и финансовые возможности. Изучив все нюансы и тонкости сварки, каждый исполнитель сможет самостоятельно решить, проводить ли работы в домашних условиях или обратиться к специалистам.
В быту используются изделия из алюминиевых сплавов, которые изредка нуждаются в ремонте.
Возможна ли сварка алюминия в домашних условиях инвертором? Да, с помощью специальных электродов домашние мастера сваривают треснувшие или новые изделия.
Как варить алюминий инвертором без аргона
Сначала приобретаются специальные электроды по алюминию для электродуговой сварки. В этой статье, вы можете познакомится с плавящимися стержнями для соединения алюминиевых сплавов.
Сварка алюминия инвертором выполняется на постоянном токе обратной полярности (+ на электрододержателе). Для ходового электрода диаметром 3,2 мм, сварочный ток на аппарате выставляется в 80-100 А.
При соединении алюминиевых сплавов держак с электродом ставится под прямым углом (90 градусов). Технология выполняется короткой дугой.

Учтите : электроды по алюминию сгорают быстрее обычных в 3 раза, поддерживайте правильную скорость.
Толстый металл более 5 мм нуждается в разделке кромок. V-образная фаска вырезается со скосом 45-60 градусов.
Перед сваркой, заготовки для просушки нагревают газовой горелкой до 150-200 градусов. А электроды прокалывают в печи согласно инструкции завода-производителя.
Без подогрева алюминиевых изделий и просушки плавящихся стержней, соединение не получится.
В процессе нагрева заготовки, вы увидите, как вода выступит на поверхности и испарится.
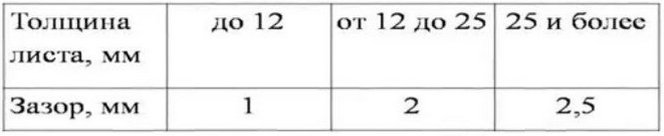
Далее, изделия устанавливаются с технологическим зазором между ними 1-2,5 мм в зависимости от толщины пластин.
Металлической нержавеющей щеткой удаляется оксидная пленка (абразивные инструменты не рекомендуется применять, частицы абразива создадут дефекты соединения).
После приготовлений, выполняется сварка алюминия инвертором. После каждого прохода, при толстом металле, молотком удаляется шлак. Сварка по шлаку не производится. Электроды для алюминиевых сплавов при продолжении процесса нуждаются в очистке кончика.
Видео:
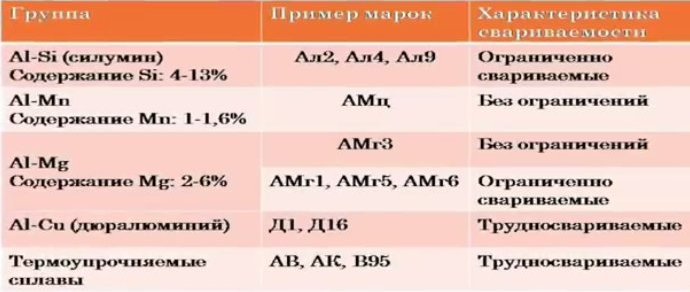
Алюминиевые сплавы подразделяются на трудно и легко свариваемые. Таблица поможет определится с характеристиками свариваемости.
Сварочный инвертор для сварки алюминия
Инверторные сварочные аппараты для сварки алюминия приобретаются разных марок и модификаций. Мы рассмотрели применение электродуговых аппаратов. Ещё на практике используются полуавтоматы и приставки для соединения в среде защитных газов.
В этой статье рассказывается, как научиться сварке алюминия с помощью аргона.
Видео:
Соединение проводов сваркой
Как происходит сварка алюминиевых проводов инвертором? Суть технологии простая:
- снять с проводов изоляцию;
- сделать скрутку;
- подрезать скрутку (провода на одном уровне, длина более 30 мм);
- нанести флюс для удаления оксидной пленки.
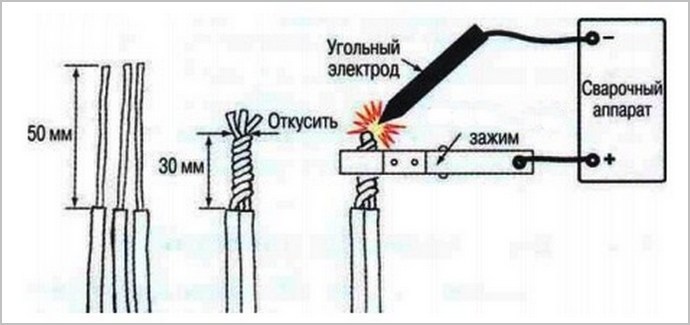
Для соединения приобретают графитовые или угольные электроды и флюс. Флюс — белый порошок, разводится водой до сметанного состояния и наносится на скрутки кистью или погружением. Флюс убирает оксидную пленку и предотвращает прилипание угольного электрода.
Соединение выполняется без дуги, простым подносом электрода к скрутке на 1-2 секунды. На инверторном аппарате силу тока выставляют 20 А.
Кончик электрода нужно иногда очищать от шлаков и окалины. Перед ответственными работами лучше потренироваться на заготовках.
После работы, алюминиевые соединения протереть растворителем, нанести лак и заизолировать.
Видео:
Алюминий не самый прочный материал, поэтому не удивительно, что предметы из него нередко ломаются. Необязательно относить их в мастерскую, отремонтировать можно и дома сваркой алюминия инвертором. Однако для создания надежных соединений нужно учитывать неординарные свойства этого капризного материала.

Можно ли варить алюминий инвертором
Сложность сваривания алюминия инвертором обусловлена его характеристиками:
- У оксидной пленки, которой покрыта поверхность этого металла, температура плавления 2000⁰C, а у металла — 660⁰C.
- Перед работой пленка удаляется. Сварку начинают сразу после снятия оксида, чтобы очищенная поверхность не успела окислиться.
- При значительном перепаде температуры прочность алюминия уменьшается.
- Из-за высокой текучести металл стремится убежать из сварочной ванны, что затрудняет наложение вертикальных швов.
- Из-за высокого коэффициента температурного расширения заготовки при усадке могут деформироваться, а шов растрескаться.
- Цвет алюминия при нагреве не изменяется, что затрудняет контроль над процессом при выполнении инверторной сварки.
Какой инвертор подойдет для сварки алюминия
Выбор инвертора для сварки алюминия зависит от объема и сложности работы. Если ремонтом заниматься приходится нечасто, а к качеству соединения не предъявляется высоких требований, достаточно дешевого аппарата. В противном случае предпочтение отдается модели с функциями MMA и TIG. Таким аппаратом выполняются соединения электродами с покрытием и аргонодуговой сваркой. Для домашнего ремонта достаточно силы тока 200 А.
Для упрощения и ускорения работы при больших объемах следует обратить внимание на инверторы с осциллятором, позволяющим зажигать дугу бесконтактным способом. Полезной будет опция постепенного затухания дуги, управления балансом полярности и импульсный режим. Если предполагается частое перемещение инвертора, предпочтение следует отдавать компактным моделям. Они дороже аппаратов с аналогичными функциями, но удобней при перевозке.
Выбор расходных материалов для сварки
Чтобы варить алюминий инвертором без аргона применяются электроды, сделанные из близкого по составу материала. Их покрытие при нагреве создает газовую среду, которая препятствует проникновению воздуха в зону сварки. Лучшими отечественными признаны марки ОЗА, ОЗР, ОЗАНА. Аналоги зарубежного производства OK 96.20, OK 96.40, Kobatek-213 лучше по качеству, но стоят дороже.
Аргонодуговая сварка выполняется неплавящимися электродами из вольфрама. Для создания шва используют присадочную проволоку диаметром от 2 до 5 мм. В составе популярных марок АО, АД, АК содержится много магния.
Чтобы сваривать алюминий инверторным полуавтоматом используется присадочная проволока диаметром от 0,8 до 1 мм в катушках по 0,5 кг. Большей популярностью пользуются марки ER 4043 и ER 5356, сделанные из сплава кремния с алюминием. Св-АК 5 и Св-АМг из алюминия с магнием применяются реже.
Технология сварки алюминия инвертором
Перед началом сварки алюминия в домашних условиях нужно обработать место соединения:
- Если толщина деталей больше 5 мм, с кромок снимаются фаски под углом 45 — 60⁰. Чем толще металл, тем больше скос.
- Заготовки на расстоянии 2 — 3 см от стыка очищаются металлической щеткой от оксидной пленки и обезжириваются растворителем.
- Рекомендуется предварительный нагрев деталей до 400⁰C.
- Для предотвращения деформации, при усадке алюминиевые заготовки в зависимости от толщины размещают с зазором 1 — 2,5 мм между ними.
- Если детали тоньше 5 мм, под них подкладывают графитовые или керамические пластины, чтобы расплавленный металл не протекал на обратную сторону.
Сварка плавящимися электродами с покрытием выполняется постоянным током с плюсом на держателе, а вольфрамовыми — переменным. Чтобы шов по всей длине был одинаковой ширины, заготовки сначала прихватываются с обеих сторон. Диаметр электрода и ток в зависимости от толщины алюминия определяются по таблице: