Ювелирное обозрение
Все о ювелирных украшениях, драгоценных камнях и металлах
Как сварить профильную трубу под 90 градусов
Содержание
- 1 Сварка профильной трубы своими руками
- 2 Как варить профильную трубу ручной дуговой сваркой?
- 3 Аппараты для сварки профильных труб
- 4 Какими электродами варить профильную трубу?
- 5 Сварка профильной трубы: правила формирования надежного соединения
- 6 Как сварить профильную трубу – свои секреты
- 7 Выполняем дуговую сварку
- 8 Выполняем газовую сварку
- 9 Сварка электродами и ее особенности
- 10 Особенности и характеристики профильных труб
- 11 Виды сварочных соединений профильных труб
- 12 Полезные советы
- 13 Как варить профильные трубы
- 14 Способы и методы сварки профильной трубы
- 15 Сварка профильной трубы инвертором
- 16 Какими электродами варить профильную трубу
- 17 Сварка профильной трубы встык
- 18 Сварка тонкой профильной трубы
- 19 Как сварить профильные трубы под 90 градусов
- 20 При сварке прожигает профильную трубу: что делать?
- 21 Как правильно сваривать профильные трубы своими руками: рекомендации профессионалов
Сварочные аппараты применяются во многих случаях. Их используют во время прокладки водопроводов и канализационных систем. Также широкое применение сварка получила в бытовых условиях, когда необходимо создать конструкцию навеса, крыши или устранить дефекты в конструкции автомобиля. В каждом из данных вариантов сварочный аппарат может решить проблему быстро и эффективно.
Сварка профильной трубы своими руками
Особое значение в применении сварки играют профильные трубы, которые часто приходится соединять с ее помощью. В большинстве случаев, данный тип труб выполнен, либо из нержавеющей, либо углеродистой стали. Такие изделия из металла имеют несколько преимуществ в своем применении:
- Большой выбор типов, форм и размеров;
- Масса как отдельно взятой трубы, так и целых конструкций не велика. Это позволяет соединять их в сложные конфигурации, не создавая существенной нагрузки на несущие элементы;
- Можно выбрать сразу несколько стандартных видов. Это позволяет в дальнейшем самостоятельно провести монтаж конструкции.
Самое главное при самостоятельном креплении профильной трубы – это правильно подобранная температура. Дело в том, что температурный режим определяет качество, с которым изделия будут сварены. Этот показатель зависит от толщины стенок заготовки. Также следует помнить, что при торцевом соединении углы свариваемых элементов имеют большое напряжение.
Как варить профильную трубу ручной дуговой сваркой?
Характеристики и простота использование металла профильной трубы позволяет соединять ее между собой самыми различными способами – стыком, тавровым методом, а также внахлест. Нижнее положение швов является приоритетным при сваривании элементов металлического профиля.
Режим сварки определяется по следующим критериям:
- Скорости движения электрода;
- Напряжению на дуге;
- Полярности (при условии постоянного тока);
- Силе тока.
Последний, из указанных критериев определяется значением сечения используемого электрода. Сварка профильной трубы будет выполнена правильно и надежно только в одном случае – если удастся добиться максимальной силы тока, разрешенной для металла. При сваривании методом встык следует проводить дугу так, чтобы кромки оплавлялись, а сам металл в результате не просел.

Аппараты для сварки профильных труб
Выполнять соединение металлических труб можно с помощью двух основных видов аппаратов:
Каждая из них имеет свои преимущества и недостатки. Принято считать, что газовая сварка более универсальная в своем применении. Она может справиться с самыми разнообразными задачами и различными типами металла. Но такой тип сварочного аппарата не каждый может себе позволить.
Более распространенным типом считается обычная дуговая сварка. Поэтому все, что потребуется для успешного крепления профильных труб:
- учитывать толщину стенки изделия;
- подобрать оптимальный диаметр электрода;
- выставить правильное напряжение на аппарате.
Какими электродами варить профильную трубу?
Так, как для изготовления профильных труб используют конструкционную сталь обычного образца, можно воспользоваться стандартными, самыми распространенными электродами. К примеру, марка ОМА-2 идеально подойдет для данной цели. В состав изделий данной марки входят концентрат титана и ферромарганец.
Видео — Применение различных электродов:
Также многие опытные сварщики рекомендуют использовать электроды с маркировкой на упаковке МТ-2. Они, как правило, задействуются вместе со сварочными выпрямителями. Основной критерий при выборе – устойчивая дуга и равномерный расход присадочных материалов.

Сварка профильной трубы: правила формирования надежного соединения
Основное правило применение дуговой сварки заключается в правильном соединении элементов и аккуратном их фиксировании точечным методом. Когда все изделия на месте и плотно прижаты друг к другу, необходимо просто приварить несколько точек по всему периметру, чтобы конструкция не распалась.
После этого можно приступать к обвариванию всех деталей. Линия сварного шва ведется плавно. Присадочный материал должен ложиться равномерно. При использовании обычных электродов новичкам можно вести дугу из стороны в сторону в небольшом диапазоне. Не все профессионалы применяют такой подход, но для начинающих специалистов метод вполне подойдет.
Самое главное во время данного процесса – формировать аккуратный валик из обрабатываемого материала. Сформируется ровная линия сварного шва.
Как сварить профильную трубу – свои секреты
Первым советом будет тщательная зачистка поверхностей и самое главное – идеально ровный срез обеих сторон, которые будут соединяться.
Специалисты с многолетним опытом всегда советуют новичкам придерживаться нескольких основных пунктов. Их эффективность неоднократно была применена на практике.
Итак, основные моменты соединения, известные только «бывалым»:
- Основная проблема неопытных сварщиков в том, что они забывают проверять правильность всей конструкции. Всегда контролируйте геометрию металла. Их часто начинает крутить во время сварки. Особенно это касается профильных труб.
- Качество шва и его надежность напрямую зависит от скорости, с которой производится сваривание элементов. Скорость должна быть такой, чтобы специалист успел скрепить изделия до остывания разогретой кромки.
- Для профильных труб не используют пропанобутановые, а также ацетиленовые горелки. Их температура слишком высока.
Выполняем дуговую сварку
Изначально следует занести изделия в специально подготовленное помещение. Все концы труб, которые будут соединяться обезжириваются. Фаскосниматель применяется только в том случае, если толщина профильной трубы составляет более 4 мм. После применения данного приспособления можно сделать шов в несколько слоев. Он будет достаточно прочным.
Если же толщина трубы меньше – одного шва сварки будет достаточно. Все детали необходимо закрепить в специально предназначенном для этого столе. Если его нет, тогда воспользоваться помощью еще одного или нескольких людей. Сварка профильной трубы при этом будет выполнена эффективно.
Определенная толщина материала, марка и толщина сечения электрода устанавливает напряжение, с которым нужно выполнять процесс сваривания.
Шлак следует время от времени сбивать, чтобы избежать преждевременного появления коррозии.
Выполняем газовую сварку
После подготовки и обезжиривания поверхностей следует нанести пасту-флюс. Она не даст образоваться окиси. При этом важно придерживаться определенного угла скоса кромок. Он, как правило, составляет 30˚.
Как варить профильную трубу правильно? Ответ прост – подавая равномерно присадку от начала и до конца впереди пламени. Горелка будет аккуратно плавить материалы, и соединять трубы.
Газовая сварка имеет отличительную особенность. В случае если толщина стенок превышает 6 мм – горелку водят из стороны в сторону. Таким образом уровень расхода ацетилена снижается. А детали прочнее скрепляются между собой.
Видео — Горизонтальный шов газом:
Сварка электродами и ее особенности
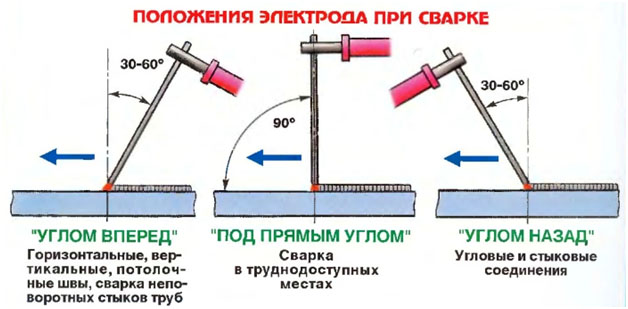
Основные аспекты использования дуговой сварки заключаются в правильном режиме тока. Расположение швов определяется положением электродов в процессе сварки. При этом необходимо немного наклонять электрод в сторону шва.
При условии постоянной практики можно добиться отличных результатов и научиться создавать один из трех основных типов швов:
Для создания прочных и легких конструкций из профильных труб применимы три метода сварки: электродуговая, контактная, газовая. У каждого есть свои особенности, недостатки, преимущества.
Прокат можно соединять под любым углом, в любой плоскости, при этом не нарушается целостность профиля, не повреждается внутренняя поверхность. При сварке профильной трубы необходимо учитывать толщину стенки.
Особенности и характеристики профильных труб
Пустотелый прокат различного профиля производится из низкоуглеродистых или низколегированных сталей. По сечению профиль подразделяется на:
- овальный;
- плоскоовальный;
- многогранный;
- прямоугольный;
- квадратный.
Наибольшей популярностью пользуется квадратная труба из-за равномерно распределённых ребер жесткости и легкости монтажа. Из нее выполняют лестничные перила, уличные конструкции, каркасы ворот, теплиц, элементов городской среды: беседок, скамеек, игрового инвентаря. Пустотелый прокат при низком удельном весе отличается большой прочностью, металлоконструкции способны выдерживать большие динамические и статические нагрузки, если качественно выполнен стык.
Виды сварочных соединений профильных труб
Выбор метода и температурного режима обусловлен толщиной стенок труб, так как деформационное напряжение у профиля выше, это особенно актуально для торцевого крепления, важно, чтобы конструкцию не повело.
- Дуговая, применяется для проката со стенкой от 2 до 6 мм.
- Газовая, не применяется для тонкостенного проката из-за быстрого расплава стали с последующей деформацией.
- Контактная, требует специального оборудования.
Электродуговая сварка
Такой метод позволяет создавать крепеж в любых, даже труднодоступных частях конструкции. Для работы необходимо использовать электроды и аппарат. Работу реально выполнить своими руками, основные ее этапы:
- При касании электродом металла появляется дуга, в этот момент необходимо быстро отвести руку с держателем от рабочей зоны;
- Плавными движениями постепенно наплавляют шов, важно, чтобы металл не скапывал, а растекался по поверхности равномерно;
- Процесс спайки непрерывный, пауза делается только при смене электрода.
- В финишной точке шва, чтобы не было трещин на металле, оставляют дугу на пару секунд, только затем отводят руку.
Возможные виды крепления электросваркой:
- тавровое;
- двух поверхностей внахлест;
- под углом;
- стыковое.
Выбираем электроды для дуговой сварки
Они бывают двух видов:
- образующие расплав при температуре дуги, таким электродом заполняют пространство между кромок;
- жаропрочные, не расплавляющиеся от температуры дуги, в этом случае необходимо дополнительно применять припои.
- сварка инвертором осуществляется электродами типа ОЗЛ, пригодными для нержавеющих сталей;
- какими электродами варить 2 мм профиль – только неплавящимися вольфрамовыми, с сечением не выше 1,5 мм;
- для стенки от 2 до 3 мм нужен 2 мм электрод;
- если толщина от 4 до 6 мм, выбирают 4-х миллиметровые следующих марок: УОНИ-13/55 с основным видом обмазки; МР-3, они легко зажигаются; АНО – универсальные.
Газовая сварка
Поверхности варятся при возгорании смеси ацетилена и кислорода, шов образуется за счет флюса и сварочной проволоки. Газовая сварка используется только для профиля со средней и толстой стенкой, при соединении тонкостенных профилей возможно прогорание и деформация шва. Описание процесса:
- На свариваемые поверхности наносят флюс;
- Присадочная проволока при сваривании тонких стенок вводится в разогретый шов справа налево за горелкой, для толстостенных швов в обратном направлении, до нагрева металла;
- Образовавшийся стык освобождают от окалины, проводят его зачистку, делают антикоррозионную обработку.

Контактная сварка
Этот способ считается наиболее надежным, основан на молекулярном скреплении двух стенок трубы. Слои металла разогреваются насквозь электрической дугой, затем путем сжатия образуется диффузионный слой однородной структуры. Такой вид сварки требует специального оборудования, поэтому в быту не встречается.
Полезные советы
Качество соединения зависит от соблюдения технологии. Необходимо учитывать особенности подготовки поверхности: ее необходимо обезжирить, зачистить, проверить ровность кромки, со стенок свыше 4 мм для дуговой предварительно снимают фаску. При газовой горелку не держат в определённом положении, а раскачивают.
Как сварить профильную трубу под 90 градусов
Для правильного распределения нагрузки при монтаже конструкции делается расчет сварки углом по специальным формулам. Чаще при монтаже делается соединение под 90°.
Как правильно варить профиль под прямым углом:
- Нужна ровная поверхность, на ней укладывают фрагменты конструкции.
- Затем правильно делаются срезы, для точности используют магнитные угольники, косынки.
- После подготовки поверхности узел фиксируется.
- Прихватывается в нескольких точках, только после этого делается основной шов.
Как варить тонкие трубы
Важно понимать, что нужно делать, чтобы не прожечь трубу:
- не использовать газовый метод;
- при дуговой сварке правильно выбирать электроды;
- сила тока для сваривания тонкостенных профилей не должна быть выше 60 А;
- удобно применять технику отрыва – делать точечный шов;
- «вкладыши» обеспечивают ровного стыковое скрепление без прожогов.
Сварка встык
Для прочного соединения сначала рекомендуют в нескольких местах прихватить профиль. Обварка тонких стенок делается однократным проходом, толстые проходят электродом многократно.
 Профильная труба является одним из видов строительного металлопроката, применяется при возведении легких металлических конструкций:
Профильная труба является одним из видов строительного металлопроката, применяется при возведении легких металлических конструкций:
- каркасы теплиц;
- опоры для заборов бытового назначения;
- канализационные и водопроводные системы и т.д.
Широкое распространение профильных труб обусловлено рядом факторов:
- доступная стоимость;
- обширный выбор размеров;
- идеально равномерная толщина и гладкая поверхность стен проката:снаружи и внутри;
- малая подверженность различного рода деформациям;
- небольшая масса готовых изделий;
- надежность и долговечность.
Наиболее популярным видом термической обработки данной разновидностью металлопроката является сварка. О том, как правильно варить профильные трубы мы рассмотрим далее.
Как варить профильные трубы
 Толщина стенок профильных труб варьируется в достаточно значительных пределах. Однако, именно работа с тонкостенными изделиями требует наличия определенных навыков и знаний. Сваривание тонкого металла является сложным процессом, сопряженным с некоторыми трудностями и особенностями. Таким образом, нужно точно знать, как варить профильные трубы 2 мм.:
Толщина стенок профильных труб варьируется в достаточно значительных пределах. Однако, именно работа с тонкостенными изделиями требует наличия определенных навыков и знаний. Сваривание тонкого металла является сложным процессом, сопряженным с некоторыми трудностями и особенностями. Таким образом, нужно точно знать, как варить профильные трубы 2 мм.:
- сваривание осуществляется током от 10 до 60 А;
- диаметр электродов составляет от 0,5 до 2 мм.
- соединение выполняется в один проход;
- качество шва зависит от скорости сваривания; исполнителю нужно успеть произвести сварку прежде, чем рабочие кромки начнут остывать (хотя некоторыми марками, например, рутиловыми можно варить с отрывом).
Также существуют общие сведения (для изделий со стенками любой толщины), которые помогут исполнителю понять, как сваривать профильные трубы:
- при воздействии высоких температур трубы профильного сечения в большей мере подвержены деформации, чем круглые;
- расплавление металла может привести к заполнению и перекрыванию внутреннего пространства. Поэтому в тех случаях, когда пустотелость важна, следует следить за отсутствием капель металла внутри изделия;
- торцевое соединение способствует появлению высокого напряжения на углах, которые возникает из-за неравномерного нагрева и неправильного формирования валиков.

Способы и методы сварки профильной трубы
Существует несколько способов, применяемых для работы с данной разновидностью металлопроката. Поговорим о том, как сварить профильную трубу, в зависимости от используемого метода сваривания.
Ручная дуговая сварка является одним из самых распространенных способов. Популярность обусловлена следующими причинами: простота, качественный шов, возможность проводить работы в труднодоступных местах, доступность оборудования и материалов.
Исполнителю понадобится:
- сварочный аппарат (трансформатор или инвертор);
- электроды;
- средства индивидуальной защиты: маска и перчатки;
- приспособления для сварки профильных труб:
 Центратор — устройство, обеспечивающее расположение осей свариваемых труб на одной линии и служащее для совмещения торцевых кромок изделий. Выделяют внутренние и наружные центраторы. Для работы с трубами большого диаметра предназначен звенный центратор (на картинке). Для домашних мастеров подойдут центраторы-струбцины. Обеспечение соосности изделий небольшого диаметра можно добиться с помощью самодельного устройства, состоящего из уголков и приваренных к ним струбцин.
Центратор — устройство, обеспечивающее расположение осей свариваемых труб на одной линии и служащее для совмещения торцевых кромок изделий. Выделяют внутренние и наружные центраторы. Для работы с трубами большого диаметра предназначен звенный центратор (на картинке). Для домашних мастеров подойдут центраторы-струбцины. Обеспечение соосности изделий небольшого диаметра можно добиться с помощью самодельного устройства, состоящего из уголков и приваренных к ним струбцин.- Магнитные угольники предназначены для соединения труб под нужным углом.
Данный метод подойдет для сварки труб различной толщиной и сечением. Исключением является изделия с толщиной стенок свыше 4 мм. Такие детали требуют предварительной подготовки.
Торцы труб пред свариванием следует зачистить и обезжирить.
Также перед работами необходимо правильно выбрать электрод. Трубы с толщиной стенок менее 4 мм. следует варить стержнями с диаметром 2-3 мм. Сила тока — 50-60 А.
О том, какие электроды для сварки профильной трубы следует использовать, мы расскажем далее.
Тонкостенные детали свариваются без формирования кромок и с минимальным зазором.
Сварка может выполняться в нижнем, горизонтальном или вертикальном положениях.
Исполнитель должен учесть все нюансы и применить качественное оснащение и материалы. Тогда можно легко справиться и правильно варить профильные трубы электросваркой.

Электродуговая сварка в среде защитного газа осуществляется неплавящимся электродом, используется довольно часто. Данная технология предназначена для соединения тонкостенных изделий. Предварительная подготовка деталей включает очистку и обезжиривание рабочей поверхности.
Затем нужно верно подобрать диаметр вольфрамового электрода. При толщине стенок трубы не более 2 мм. рекомендуется применять стержни диаметром 1 мм., для стенок толщиной более 2 мм. — 1,6 мм.
Диаметр сварочной проволоки также зависит от толщины основного изделия, соотношение следующее: толщина 1 мм. — диаметр 1,0-1,5 мм., толщина 2 мм. — диаметр 2,0-2,5 мм.
Кроме расходных материалов, исполнителю понадобится сварочное оборудование: источник питания (трансформатор/инвертор), блок питания, горелка и газовая аппаратура: баллон с газом, редуктор и шланги.
Электрод нужно держать близко к сварочной ванне. Чем короче дуга, тем лучше будет проваривание и качественнее соединение.
Передвижение проволоки и прутка должно выполняться исключительно вдоль шва, недопустимы поперечные движения.
Расход газа не должен превышать 12 л/мин.
Сила тока варьируется в диапазоне от 50 до 120 А (в зависимости от толщины стенок свариваемых труб).
Окончание сварочного процесса проводится путем понижения силы напряжения. Подача газа прекращается через 10-15 секунд после отключения подачи электричества. 
Газовая сварка профильного проката проводится с помощью следующего оборудования:
- баллоны с кислородом и ацетиленом;
- редуктор;
- горелка;
- присадочные прутки;
- шланги для подачи газа в горелку.
Суть процесса данного вида сварки заключается в нагреве рабочей зоны и подачи в нее присадочного материала, который расплавляется и заполняет зазор.
Если толщина стенок профильного проката не превышает 4 мм., то кромки можно не формировать.
Выделяют две технологии:
- слева направо (правый способ) подразумевает движение присадки за горелкой. Плюсы: зона сваривания хорошо прогревается; исполнитель видит рабочую зону, что повышает производительность и уменьшает расход газа. Такая техника подойдет для изделий с толщиной стенок свыше 5 мм.
- справа налево (левый способ) применяется для тонкостенного проката — проволока движется впереди горелки.
Контактная сварка в большинстве случаев применяется в производственных условиях. Высокая стоимость специального оборудования и сложность процесса практически исключает возможность использования данного способа в домашних условиях. Сваривание выполняется за счет давления электродов на изделия при одновременном пропускании тока. Рабочий процесс проводится без использования присадочных материалов. Главные преимущества: надежность и неразъемность соединения.
Сварка профильной трубы инвертором
 Дуговая сварка профильного проката инвертором по праву считается самым надежным и простым способом. Сварочные аппараты данного типа применяются для бытовых и производственных работ. Популярность инверторов обусловлена их доступной стоимостью, компактными габаритами, небольшой массой.
Дуговая сварка профильного проката инвертором по праву считается самым надежным и простым способом. Сварочные аппараты данного типа применяются для бытовых и производственных работ. Популярность инверторов обусловлена их доступной стоимостью, компактными габаритами, небольшой массой.
Сварка профильных труб инвертором для начинающих мастеров станет идеальным вариантом. Так как оснащение подобного типа предоставляет возможность применять импульсный режим.
Инверторный сварочный аппарат подойдет для работы с изделиями, толщина стенок которых значительно варьируется. Сварка тонкостенных профильных труб инвертором осуществляется при напряжении силой в 50-60 А. Увеличение напряжения происходит при работе с более толстостенными изделиями.
Возбуждение электрической дуги выполняется посредством контакта плавящегося электрода и основного металла. Покрытие расходника начинает гореть. Часть обмазки расплавляется, переходит в жидкое состояние и покрывает расплавленный металл, другая часть превращается в газы и предотвращает контакт рабочей зоны и атмосферного воздуха.
Преимущества инверторной сварки:
- исключение залипания электрода;
- постоянство тока инвертора гарантирует стабильность дуги и хорошее качество шва.
Следуя вышеперечисленным сведениям, можно легко понять, как правильно варить профильную трубу.
Какими электродами варить профильную трубу

Сварочные электроды ОЗС-6
Профильные трубы производятся из углеродистых и низколегированных сталей, поэтому следует применять следующие марки электродных стержней:
АНО-4 — самая распространенная марка; электроды отличаются универсальностью, подходят для работы с оборудованием различного типа, не нуждаются в прокалке.
МР-3С используются, когда исполнителю нужно получение качественного шва с повышенными требованиями к его свойствам.
УОНИ-13/55 чаще используются профессиональными сварщиками.
ОЗС-12 обеспечивают хорошее качество соединения. Основной недостаток — слабая устойчивость к влаге.
Вышеуказанная информация поможет определить, каким электродом варить профильную трубу 20х40 и другие форматы данного проката.
Сварка профильной трубы встык
Тавровое соединение труб не вызывают у исполнителей каких-либо проблем. Однако сварить профиль встык для начинающих сварщиков достаточно проблематично.
Так как здесь есть определенные требования:
- нужно сделать прихватки по углам сечения, поправить стыковку и сделать обварку по всему периметру;
- тонкостенные изделия проваривают за один проход, толстостенные — в несколько;
- дугу следует вести так, чтобы металл не проседал, а кромки успевали оплавляться;
- заканчивать сваривание необходимо так, чтобы край шва совпадал с первоначальным внахлестом.
Видео
Сварка тонкой профильной трубы
Как мы уже писали ранее, работа с металлом малой толщины — трудоемкий и сложный процесс. Поэтому у исполнителей часто возникает вопрос: какими электродами варить профильную трубу 2 мм.? Такой прокат считается тонкостенным, поэтому для его сваривания следует использовать расходники малого диаметра, составляющего 1,5-2 мм.
Технологию электросварки рекомендуется применять высококвалифицированным сварщикам. Дуговое сваривание требует правильного определения режима сварки, сила тока не должна превышать 60 А. При этом следует использовать электроды АНО-21 или МР-3С.
Также для сваривания тонкостенного профильного проката применяются следующие методы: неопытные мастера предпочитают режим «точками», то есть, с отрывом. Следовательно, сварка профильной трубы 2 мм инвертором является оптимальным вариантом для начинающих профессионалов.
Видео
Посмотрите, как мастер варит «с опиранием» и «в отрыв».
Некоторые профессионалы не рекомендуют применять газовую сварку. При использовании данной технологии велика вероятность прожечь изделие.
Как сварить профильные трубы под 90 градусов
Чтобы получить при сваривании идеально прямой угол исполнителю нужно иметь подобный опыт и точно следовать технологии. Существует несколько важных моментов, которые помогут определить, как сварить профильную трубу под 90 градусов:
- прежде всего, трубы необходимо обрезать;
- работа должна проводиться на ровной поверхности;
- для фиксации угла можно использовать специальные приспособления (магнитные угольники) или подручные средства (уголки или косынки);
- сваривание осуществляется поэтапно: вначале выполняется черновое соединение; затем исполнитель удостоверяется, что угол в 90 градусов соблюден; после проводится сварка начисто.
Видео
Вот вам видео простейшено приспособления для сварки под углом 90 градусов.
И вот еще одно, трехмерное.
При сварке прожигает профильную трубу: что делать?
Прожигание изделия чаще всего возникает при работе с тонкостенными профильными трубами. Чтобы этой проблемы не возникало необходимо правильно выбирать диаметр электрода, который не должен превышать 1,5 мм. Также нужно использовать малые величины тока, при этом полярность должна быть обратной.
Также исполнитель может прожечь изделие, применив неподходящий способ сваривания.
Дефекты сварки часто возникают у неопытных сварщиков, обладающих недостаточным опытом. Поэтому новичкам необходимо четко следовать рекомендациям и советам.
Как правильно сваривать профильные трубы своими руками: рекомендации профессионалов
Чтобы сварочный процесс прошел без форс-мажорных обстоятельств, нужно следовать некоторым советам:
- правильный выбор температурного режима сваривания, зависящего от толщины стенок, позволит избежать деформации и прожига профиля;
- если важно сохранение внутреннего просвета трубы, следует тщательно избегать попадания расплавленного металла внутрь трубы;
- при торцевом соединении на углах профиля возникает высокое напряжение;
- для получения практики можно потренироваться свариванию труб на ненужных деталях или отрезках.
Данная статья поможет новичкам в сварочном деле узнать, как правильно сваривать профильную трубу, и выполнить работы на высоком уровне.