Ювелирное обозрение
Все о ювелирных украшениях, драгоценных камнях и металлах
Как сварить решетку из арматуры
Содержание
Арматурные стержни используют для упрочнения бетонных фундаментов, монолитных стен, сеток, укладываемых под дорожного полотно. Сварка арматуры производится в цехах заводов ЖБИ, на строящихся объектах. Собранные каркасы, сетки подвергаются статическим, динамическим нагрузкам. От качества швов зависит прочность металлоконструкции. Существует несколько способов горячего соединения арматурных стержней. У каждого есть свои недостатки и достоинства.

Особенности сваривания арматуры
Все способы крепления арматурных стержней регламентированы ГОСТ 14098-91. При создании решетчатых каркасов удается получать перекрестные соединения по прочности сопоставимые с арматурой. Предпочтительнее соединять прутки встык, наращивая до нужной длины. Прочность наращиваемых встык каркасов выше, чем при сварке арматурных стержней внахлест. Нарушается соосность, симметрия распределения нагрузки. Металл варят методом наплавки и расплавления. Надежность расплавленного соединения выше, чем у наплавки, но метод не применим на строительных объектах, при сварке арматуры на высоте.
До горячей обработки следует осуществлять зачистку металла, чтобы в рабочей зоне не было ржавчины, частичек металла. При стыковых соединениях кромки выравнивают резаком.
Способы сварки
Чаще прутки варят встык, реже – внахлест. Качество шва при стыковой сварке выше, предусмотрен провар металла по всей площади стыка. Крепление стержней внахлест ненадежное, не рассчитано на изгиб, кручение. Работы проводятся с использованием плавящегося электрода. Можно ли сваривать арматуру без наплавки, рассказывается в разделе «Контактная точечная». А пока подробно о каждом из способов крепления арматурных стержней методом наплавки.
Внахлест
Сварка арматуры для каркасов, испытывающих небольшую нагрузку на изгиб, кручение, производится внахлест, прутки накладывают друг на друга на 15 –30 см. При таком методе расход металла увеличивается. Угол наклона электрода до 15° к вертикали, шов делают с противоположных сторон обеих прутков или проваривают нахлест боковым непрерывным швом. Для работы используют плавящиеся электроды разных марок. Подробности в последнем разделе статьи. Место сварки предварительно зачищают металлической щеткой. Некоторыми электродами допускается работать по ржавчине.
Для качественного шва важно правильно подобрать параметры тока. Небольшая таблица свариваемости арматуры в зависимости от диаметра прутков (данные усредненные для стержней марок А500С и А400С):
| Вид электрода | Диаметр, мм | Рабочий ток, А |
| Э42, СМ-11 | 3 | 100—140 |
| 4 | 160—220 | |
| 5 | 180—280 | |
| УОНИ13/45 | 2 | 30—50 |
| 2,5 | 60—80 | |
| 3 | 80—100 | |
| 4 | 100—160 | |
| 5 | 140—200 | |
| AНО-5 | 4 | 160—230 |
| 5 | 190—300 | |
| АНО-6 | 4 | 180—200 |
| 5 | 180—270 | |
| ОЭС-23 | 2 | 40—50 |
| 3 | 90—120 | |
| ВСЦ-4 | 3 | 90—100 |
| 4 | 120—160 | |
| МР-3, Э-46 | 3 | 90—120 |
| 4 | 160—180 | |
| 5 | 170—230 | |
| 6 | 280—320 |
Встык
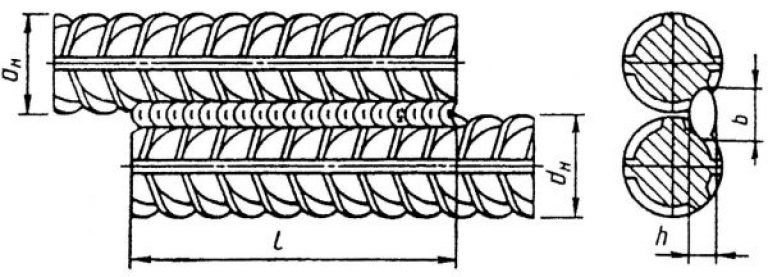
Сварка арматуры производится для удлинения прутков до необходимого размера. Для заполнения стыка горячим расплавом используют U-образные накладки, называемые ванночками. Они бывают:
- одноразовыми, подобно муфте остаются на соединении;
- многоразового использования, их делают из графита, цветных сплавов (после остывания ванны расплава форму снимают).

Стыковая ванная сварка – распространенный метод, используемый на строительной площадке. Работы производят в горизонтальном и вертикальном положениях. Для работы используют плавящиеся электроды, подходящие под тип прутков. Работы проводят на высоких токах, до 400 А. Для работы используют трансформаторы, выпрямители, инверторы. Технические особенности выполнения стыковых соединений:
- стыки зачищают, укладывают в ванночке с соблюдением соосности;
- плавящийся электрод разжигается при касании одного из стержней;
- образуемая ванна расплава постепенно заполняет стык, пустоты между прутками и материалом ванночки;
- после кристаллизации расплава со шва счищают окалину.
Вместо ванночки, для стыковых горизонтальных соединений, иногда используют стальные угловые накладки, они ограничивают растекание ванны расплава подобно ванночке.
Контактная точечная
Стыковое соединение стержней безэлектродным методом в больших объемах производится стационарным оборудованием для сварки арматуры. Это специальные стационарные автоматы, установленные в цехах. На строительных площадках подобного оборудования нет.

Ванна расплава на поверхности арматуры при сварке контактным методом образуется за счет преобразования электрической энергии в тепловую при возникновении дуги, она прошивает металл насквозь. Ток подводится в рабочую зону по неплавящимся электродам. Разогретую зону стыка плотно сжимают. Метод энергозатратный, но высокопроизводительный. По сути, стыковая автосварка – контактно-точечный способ с высокой плотностью точек контакта.
Ручное оборудование стационарного или переносного типа используют для соединений внахлест. Площадь воздействия ограничена диаметром электродов. На строительной площадке контактно-точечная сварка не применяется из-за сложности транспортировки оборудования. При выполнении швов сварочными клещами качество шва ограничено силой давления на рычаги. На арматурные прутки марки АI оказывают давление от 30 до 50 МПа в зависимости от диаметра, на АII – от 60 до 80 МПа.
Контактная точечная сварка бывает двух типов:
- С непрерывным оплавлением стыка в течение 1–20 секунд в зависимости от диаметра прутка. Так варят холоднокатаные стержни типа АI из низкоуглеродистой стали.
- В прерывистом режиме. Прутки в зоне стыка предварительно прогревают. Метод применим для горячедеформированных прутков, при импульсной подаче тока в металле не возникает остаточных напряжений, отрицательно сказывающихся на качестве шва.
Какими электродами варить арматуру
При выборе электродов для сварки арматуры необходимо учитывать способ изготовления и толщину прутков. В маркировке обязательно должен быть буквенный символ «С» – свариваемая, например, А500С, А400С. Числовой показатель указывает предел текучести.
Учитывают размер прутков:
- варить арматуру диаметром от 5 до 8 мм нужно электродами не толще 3 мм;
- арматура от 8 до 10 мм – электрод от 3 до 4 мм;
- арматура свыше 10 мм – электрод не менее 5 мм.
Электроды делят на 6 видов, при выборе следует смотреть маркировку:
- «У» предназначены для низкоуглеродистых и низколегированных сплавов;
- «Т» – для термостойких легированных;
- «Н» – наплавочные;
- «Э» – с повышенными требованиями пластичности, универсальные в применении.
Для А500С подходят электроды марок Э42А, Э46А, Э50А, Э55, Э60, в них стержни из сварочной проволоки Св-08или Св-08А, рутиловая обмазка с двуокисью титана, она выполняет роль защитного флюса. Рутиловые электроды ОЗС-12 обеспечивают хорошее качество стыкового соединения.
Для сварки арматуры А400С, применяемой для каркасов, рассчитанных на небольшую нагрузку, выбирают электроды МР (соответствуют по составу Э46), АНО, ими варят прутки внахлест, шов допускается делать по ржавчине. Стыковые соединения ванным методом выполняют электродами с основным покрытием: УОНИ-13/45, ТМУ-21У, стержни соответствуют по химсоставу марке Э42.
При сварке арматурных стержней важно учитывать, что прочность стыковых швов выше, чем сварки внахлест. Для фундаментов, опорных конструкций предпочтительнее ванный метод. Для железобетонных изделий, дорожных покрытий прутки соединяют внахлест любым из методов.
Арматура — один из самых популярных строительных материалов. С ее помощью можно укрепить любые железобетонные конструкции. Для любого профессионального сварщика не должна стать проблемой сварка арматуры для фундамента или даже необходимость выполнить сварку арматуры на высоте. Поэтому не думайте, что эти навыки не пригодятся вам из-за их узкой специализации. Частные заказчики и крупные предприятия часто ищут профессионалов, способных выполнить сварку арматуры не только быстро, но и качественно.

Существует два способа соединения арматуры: связка и сварка. Каждый из них по-своему хорош, но не об этом наша статья. Мы расскажем вам именно о сварке, как о неотъемлемой части жизни любого сварщика. В этом материале вы узнаете, как следует осуществлять сварку арматуры на уровне профи, какие есть способы сварки и что нужно учесть, чтобы выполнить работу максимально качественно.
Общая информация
Для начала определимся, что такое арматура. Арматура — это стальные прутки различного диаметра, могут иметь ребристую или гладкую поверхность. От обычного металлического прутка арматура отличается тем, что предварительно закаливается для большей прочности. В большинстве случаев арматуру изготавливают из разных марок стали, но в последнее время на рынке появились изделия из стеклопластика. Срок ее эксплуатации значительно дольше, поскольку стеклопластик не подвержен коррозии.

Самая популярная арматура — А3 А500С. Существуют даже специальные электроды для сварки арматуры а500с. Их диаметр составляет 5 миллиметров, и они подходят для арматуры с поперечным сечением менее 15 мм.
Способы сварки
Существует три основных способа сварки арматуры: сварка внахлест, сварка встык и контактная точечная сварка. Разберем каждый из них поподробнее.
Сварка внахлест
Сварка внахлест — не самый популярный метод, несмотря на его относительную простоту. Его используют в тех случаях, когда необходимо сварить не самые ответственные конструкции, поскольку такое соединение не очень прочное. В частности, не стоит выполнять сварку арматуры на высоте. При желании шов даже можно разбить с помощью обычного молотка. Учитывайте это.
На картинке ниже изображена сварка внахлест. Вы можете видеть, что прутки смещены относительно друг друга, обычно это расстояние варьируется от 15 до 30 сантиметров. Чем нахлест больше, тем надежнее вся конструкция, но и расход арматуры тоже увеличиться.

Формирование шва следует проводить с противоположных сторон каждого из прутков. Это не всегда удобно. Иногда бывают случаи, когда просто нет возможности добраться до предполагаемой зоны сварки и приходится выполнять шов в неправильном положении. От этого надежность страдает еще больше.
Технология сварки арматуры внахлест предполагает предварительную подготовку изделий перед сваркой. Зачистите концы арматуры с помощью щетки с жесткими металлическими щетинами. Вы также можете использовать для этих целей шлифовальный круг или любые другие методы зачистки.
Теперь о выборе электродов для сварки. Здесь все просто: чем больше диаметр арматуры, тем толще должны быть электроды. Пользуйтесь нашими рекомендациями:
- Арматура от 5 до 8 миллиметров — выбирайте электроды диаметром до 3 миллиметров.
- Арматура от 8 до 10 миллиметров — выбирайте электроды диаметром 4 миллиметра.
- Арматура от 10 миллиметров и более — выбирайте электроды диаметром 5 миллиметров и более.
Также важно правильно настроить силу тока. Здесь цена ошибки может быть слишком большой, поэтому будьте внимательны. Ниже вы можете видеть таблицу, где указан диаметр арматуры и рекомендуемое значение тока. Первое время пользуйтесь этой таблицей, затем постарайтесь отследить результаты работы и научитесь настраивать аппарат, опираясь на свой опыт.

Что касается электродов, то можете выбирать недорогие МР и АНО. Они прекрасно подойдут для сварки внахлест.
Сварка встык
Сварка арматуры встык используется достаточно часто. На первый взгляд такое соединение может показаться ненадежным. Это действительно так, но только в том случае, если вы просто состыкуете два прутка и сварите их таким образом. Если выполнять все правильно, соединение встык может быть вполне долговечным.

Чтобы сделать соединение встык нужно использовать специальные ванночки для сварки. Это такие u-образные металлические детали, в которые укладываются концы двух арматур и свариваются. Нужно расплавить концы двух арматур, эта процедура выполняется при большом значении тока (не менее 400 Ампер). Расплавленный металл заполняет ванночку, одновременно скрепляя оба прутка между собой. Ванночка должна быть больше толщины прутков. В идеале расстояние от арматуры до стенки ванночки должно быть не менее полутора сантиметров.

Также такой способ называют неразъемным, поскольку ванночка становится частью готового сварного соединения. Но помимо этого существуют и съемные ванночки. Они предназначены для многоразового использования.
Сварка арматуры встык (например, сварка арматуры для фундамента) может выполняться с применением одного или нескольких электродов. Для выполнения работы вам понадобится аппарат для сварки. Для этих целей можно приобрести обычный инвертор (он должен работать от сети в 220В), классический трансформатор (он должен работать от 220 или 380В), полуавтоматическое или автоматическое сварочное оборудование. Автоматическое оборудование самое передовое. Оно позволяет выполнять работу не только быстро, но еще и качественно.
Теперь пора узнать, что такое контактная стыковая сварка арматуры.
Контактная точечная сварка арматуры
Использование контактной сварки арматуры — признак современного производства. Для контактной сварки не нужны вообще никакие расходники в виде электродов, проволоки или газа. Для контактной сварки необходима лишь электроэнергия. Кроме того, данный метод позволяет полностью автоматизировать весь процесс сварки. Вы просто задаете станку программу и режим сварки. Этого достаточно. Не нужно поджигать дугу или следить за ее стабильностью. За вас всю работу сделает машина.
Есть лишь два минуса: сварка возможна только в цеху и само оборудование не только громоздкое, но и дорогостоящее. Также аппарат для контактной сварки потребляет очень много электроэнергии.
Да, сварка арматурных каркасов требует правильной настройки оборудования. Вам нужно настроить силу тока, длительность процесса сварки, давление, с которым будут работать зажимы, и установить длину электродов. Сложно рекомендовать какие-то универсальные настройки, поскольку для каждого типа работ они разные. Поэтому читайте инструкцию и экспериментируйте. А лучше спросите совета у коллег по цеху.
Если арматура сваривается в цеху, то можно провести первичный контроль качества соединения. Для этого внимательно осмотрите арматуру. На что похож стык? Если он имеет немного приплюснутую форму, то это хорошо. Если наблюдается бочкообразная форма, то качество такого соединения оставляет желать лучшего. Скорее всего, вы просто подобрали ошибочный режим сварки.
Вместо заключения
Вот и все, что мы хотели рассказать вам о сварке арматуры. Приобретите станок для сварки арматуры и приступайте к работе. Чем больше практики, тем лучше будет результат ваших последующих работ. Не забывайте про индивидуальные средства защиты и соблюдайте правила безопасности на рабочем месте.
Расскажите в комментариях, приходилось ли вам сталкиваться с трудностями при сварке арматуры. Если да, то какими именно и какие советы вы можете дать для начинающих сварщиков. Поделитесь этой статьей в своих социальных сетях, чтобы другие мастера узнали для себя что-то новое. Желаем удачи в работе!
Главное требование, которое предъявляется к бетонным конструкциям – это прочность и долговечность. Чтобы монолитная постройка не деформировалась в ходе усадки, в процессе заливки бетонного раствора, устанавливается специальный металлический каркас – производится армирование бетона. Для создания такого армопояса используются стальные пруты, которые связываются между собой проволокой или свариваются. Сварка арматуры считается наиболее надежным креплением, поэтому рассмотрим ее подробнее.

Виды сварки арматуры по ГОСТ
Согласно нормативу ГОСТ 14098-91 стыкование арматуры бывает:
- электрошлаковым полуавтоматическим;
- ванно-шовным;
- электродуговым ручным;
- контактным;
- ванным.
При этом само сварное соединение может быть:
- нахлесточным (при электродуговой ручной сварке);
- стыковым;
- тавровым (точечная контактная сварка, для которой используется один электрод в ванне).
Рассмотрим наиболее распространенные методы сварки арматуры подробнее.
Сварка внахлест
Такая технология чаще всего используется для элементов армокаркаса, которые не подвергаются повышенным нагрузкам. Это означает, что подобная сварка арматуры для фундамента не подойдет. Тоже самое касается и конструкций, испытывающих большие нагрузки на изгибах. Подобный тип соединения считается самым ненадежным и наименее прочным.
Принцип такого стыкования металлических стержней заключается в соединении прутков в продольной плоскости, при смещении их концов до 30 см друг на друга. Чем больше делается нахлест, тем большей прочностью будет обладать свариваемая конструкция.
Сварка арматуры внахлест выполняется с двух сторон соединения, что может вызвать неудобства, если один из сварочных швов будет находиться сверху, а другой снизу. В этом случае до нижнего шва бывает очень сложно добраться.
Полезно! Чтобы стержни лучше стыковались их концы необходимо зачистить с помощью железной щетки и обработать абразивными инструментами, чтобы стыкуемые поверхности были плоскими.
Сваривать каркасы арматуры нужно в определенном режиме, который будет зависеть от сечения металлических стержней. Допустим, вы используете изделия диаметром 5-8 мм. В этом случае для сварки необходимо использовать электроды с сечением 3 мм. Для стержней на 8-10 мм, потребуется расходник на 4 мм. Если диаметр прутков более 10 мм, то применять нужно электроды диаметром 5 мм.

Полезно! Электроды для сварки арматуры внахлест можно использовать любые, но чаще всего строители применяют расходники АНО и МР.
Также необходимо учесть силу тока, которая потребуется для стержней разного диаметра:
- для стержней диметром 5 мм, потребуется 200 А;
- 6 мм – не более 250 А;
- 8 мм – 300 А;
- 10 мм – 350 А;
- 20 мм – 450 А.
Подробнее о нахлесточном соединении смотрите в видео:
Технология ванной сварки
Чтобы самостоятельно произвести сварку, выполните следующие шаги:
- Зачистите торцы стержней при помощи металлической щетки, до появления металлического блеска. Обработать необходимо не менее 3 см от краев.
- Приварите два конца стержней к ванночке. Расстояние между торцами свариваемых изделий должно составлять не менее 1,5 сечения электродов. Если вы используете трехфазную дугу, то зазор можно увеличить до 2 диаметров расходников.
- Начните плавить один конец прута, пока в ванночке не начнет образовываться расплавленный металл.
- Переместите электрод на второй конец (другого прута) и расплавьте его таким же способом.
- Попеременно расплавляйте концы арматуры, пока ванночка не заполнится так, чтобы жидкий металл полностью закрыл прутки. Как только это произойдет, необходимо начать медленно вращать электрод по кругу между обрабатываемыми стержнями. Это необходимо для равномерного прогрева расплавленного металла перед его остыванием. Если сталь будет остывать неравномерно, то на швах могут образоваться трещины, что значительно понизит прочностные характеристики армирующего каркаса.

Когда металл полностью остынет, можно произвести сварку уголка и прочих соединений (если это необходимо).
Таким методом выполняется сварка как в горизонтальной, так и в вертикальной плоскости.
Полезно! Расстояние от стержней до стенок матрицы должно составлять порядка 1,5-2 см.
Стыкование этого типа выполняется при помощи инверторов (220 В), трансформаторов (380 В), полуавтоматов или автоматов.
Единственный недостаток такого способа сварки заключается в том, что выполнить всю процедуру, используя всего один электрод, не получится. Менять расходники нужно очень быстро – за 5 секунд необходимо удалить остатки отработанного электрода и установить новый.
Ванная сварка считается самой надежной и долговечной, так как обрабатываемые стержни образуют очень прочное соединение. Такой метод чаще всего используется для создания армопоясов для фундамента и других конструкций. Если же речь идет о более простых элементах, то достаточно выполнить стыкование внахлест.