Ювелирное обозрение
Все о ювелирных украшениях, драгоценных камнях и металлах
Как точить ножи на рубанок
Содержание
Рубанок – самый популярный инструмент для обработки древесины. При работе с ним большое значение имеет состояние его лезвий – если прибор заточен неправильно, на дереве появляются грубые края и качество получаемого материала падает.
Твердое дерево наиболее сильно изнашивает лезвие приспособления, на нем проступают выбоины и зазубрины. Еще больший ущерб деталь получает, когда натыкается на гвоздь в строгаемом материале.
Заточку рубанка можно провести самостоятельно, но при этом необходимо быть крайне аккуратным и точно выполнять надлежащие инструкции. Следуйте нижеприведенным советам, если вы столкнулись с проблемой при работе и вам необходимо знать, как заточить ножи для данного инструмента.
Ножи для рубанков – какие можно заточить?
Эксплуатация того или иного рубанка, прежде всего, зависит от его типа. Выделяют две главных разновидности:
- ручные рубанки – изготовлены из пластика, металла или дерева и распространены повсеместно;
- электрические рубанки – этот тип производится со встроенным двигателем для повышения скорости и эффективности процесса;
В электрическом рубанке ножей, или резцов, может быть один или два. Изготовлены они обычно из инструментальной стали или карбида вольфрама. В последнем случае резцы не подлежат повторной эксплуатации и должны быть заменены. Также они различаются по форме для выполнения различных функций.
Как определить, что рубанку требуется заточка
Можно легко определить состояние резца, рассмотрев кромку (фаску) элемента. Если на ней видна тонкая блестящая полоска, значит, лезвие требуется заточить.
На некоторые рубанки ставятся двусторонние ножи – при затуплении такое изделие достаточно перевернуть и работать менее изношенной стороной.
Как правильно заточить рубанок
Для того чтобы верно заточить резец необходимы следующие инструменты:
- наждак со шлифовальными кругами;
- мелкозернистый брусок;
- камень для шлифования или кожаный ремень с полировальной пастой;
При сильных повреждениях надежнее всего положиться на большой круг. Во время обработки резец немного выгибается, и такой круг позволит предотвратить это. Однако выравнивания фаски не избежать даже в данном случае.
Хорошо подойдут наждаки с двумя кругами – один мелко- и другой крупнозернистый. Они позволяют выполнить наиболее точную правку ножей.
Неправильно заточенные ножи не принесут должного качества обрабатываемому материалу.
Для качественной заточки материала критично соблюдать правильный угол приложения лезвия. Во многих случаях он варьируется от 25 до 45 градусов, однако для каждого ножа цифра индивидуальна и зависит от твердости стали. Угол следует сопоставлять с шаблоном, который вы можете сделать самостоятельно.
Не рекомендуется давить на лезвие слишком сильно, иначе наждачный круг будет стачивать металл толстыми слоями – это в конечном итоге может привести к негодности материала. От трения о поверхность круга сталь нагревается, поэтому желательно периодически опускать ее в холодную воду. Так вы избегаете возможного искажения полотна ножа во время нагрева.
После обработки шлифовальным кругом лезвие нужно подкорректировать с помощью мелкозернистого бруска. В завершение процедуры материал правится в камне для шлифования, а при его отсутствии – кожаном ремне с полировальной пастой.
Вся изложенная операция весьма трудоемкая и длительная. Тем не менее, нужно своевременно затачивать ножи – лучше всего при первых намеках на снижение качества работы рубанка. Если игнорировать данный момент, ножи в конце концов могут оказаться непригодными к дальнейшей эксплуатации – придется их заменить.
При отсутствии наждака вы можете собрать простое ручное средство для заточки резца. Для этого вам потребуется:
Закрепите нож в верхней части бруска и поставьте лезвие на поверхность абразива. Угол наклона ножа геометрически будет определяться высотой бруска. Смещайте брусок, не допуская слишком сильного давления на абразив, а, чтобы его было легче перемещать, поставьте его на стекло.
Если вы не имеете опыта заточки рубанка своими руками, то лучше обратитесь к специалисту. Вдобавок вы можете получить травму.
Проверка регулировки лезвия
После заточки приспособления необходимо корректно его отрегулировать. Для этого, после установки резца, вам нужно осмотреть рубанок и оценить расстояние, на которое лезвие выходит за поверхность.
Оптимальным считается случай, когда элемент выступает на 0,5 мм, а для более грубой обработки – на 1 мм.
Слишком большой зазор приведет к тому, что стружка будет крупной и вам не удастся достичь желаемого результата. Напротив, если выступ незначительный, то стружки будет очень мало и обработка древесины займет уйму времени.
По сравнению с другими столярными инструментами, например, шехребелем, который используется при первичной теске, рубанок предназначен для более тонкой обработки дерева, и поэтому стружка при работе с ним должна быть небольшой толщины.
Как оценить качество заточки
По завершению процесса желательно сразу проверить успешность выполненных действий. О качестве заточки лезвий можно судить по стружке. Проведите рубанком вдоль всей заготовки. Если в итоге поверхность изделия гладкая, а стружки длинные, значит, вам удалось заточить ножи для рубанка как следует.

Электрический рубанок служит незаменимым инструментом при строительстве и ремонте дома, как и в любой электроинструменте, в его устройстве имеются расходные материалы. У электрорубанка расходниками выступают ножи, при помощи которых и обрабатывается дерево. Как правило, ножи являются двухсторонними, в комплекте по 2 штуки. Запомните: если рубанок стружку снимает плохо, и у вас затупились ножи, то пора их сменить. Но в этом случае стоит оговориться, что некоторые из них попросту подлежат заточке. Для этого и нужно знать, как выставить ножи электрорубанка после заточки, и как проводить саму процедуру заточки ножей.
Содержание:
Ножи для электрорубанка
Ножи крепятся на вращающемся барабане электрорубанка и предназначаются для снятия верхнего слоя материала при процедуре строгании деревянных изделий. Если данная оснастка имеет 1 режущую кромку или 2. Последние лезвия называются поворотными, потому что их положение легко меняется, если одна сторона затупляется. Ножи для электрорубанка изготавливаются из инструментальной стали или карбида вольфрама. Первые из них можно затачивать повторно.
Лезвия по форме бывают: прямыми – используются для выборки четвертей и строгания узких деталей; закругленными – предназначаются для обработки широких участков, потому что между линиями строгания переходы они делают аккуратнее; волнообразными – фигурные ножи для электрорубанка подходят для имитации «состаренных» поверхностей.

Перед началом использования электрорубанка каждый раз рекомендуется проверять, правильно ли установлены ножи. Их режущая кромка должна наружу едва выступать и располагаться при этом параллельно подошве рубанка. Для определения, как отрегулирован нож, поднимите инструмент на уровень глаз подошвой вверх.
Над подошвой на 0,5 миллиметра в среднем должна выступать режущая кромка ножа. У шерхебеля, что предназначается для первоначального грубого строгания, режущая кромка должна быть выпущена не меньше чем на 1 миллиметр. Отрегулировать положение ножа очень просто. Поворачивайте последовательно влево и вправо малый и большой регулировочные винты, что располагаются за платформой для ножа электрорубанка, пока режущая кромка не займет нужное положение.

После этого установите нож в электрорубанок и зафиксируйте положение при помощи центровочного рычага и винта на верхней пластине. У нового электрорубанка, как правило, уже отрегулировано положение ножа. Однако после длительного использования настройка будет сбиваться. Поэтому, если вы используете рубанок после длительного перерыва, вам нужно для начала проверить, все ли так. Не начинайте сразу обработку деталей только что отрегулированным электрическим рубанком, не опробовав его на ненужной доске.
Классификация ножей для электрорубанка
Также ножи для электрорубанка разделяются по размеру. Если у вас импортный рубанок, к примеру, фирмы Black&Dekker или Skil, то там стоят традиционные ножи на 82 миллиметра, их называют в народе «пластинками». Из недорогих и качественных можно посоветовать ножи производителя «Зубр» из углеродистой стали. Эти ножи подойдут для большинства зарубежных рубанков, даже для профессиональных электрических инструментов Бош и Макита.
Точные габаритные размеры: длина 82 миллиметра, ширина 5,5 миллиметра и толщина 1,2 миллиметра. В продаже можно отыскать ножи различных производителей и цена в этом случае зависит от компании в первую очередь. Если приобрести бошевские, то стоимость будет выше в 2 раза, чем у простых бытовых — Зубр, Стайер, Fit, Matrix. Конечно, и в качестве разница будет весьма заметной.

Различают ножи, что специально предназначены для некоторых моделей электрических рубанков. Для популярных рубанков Интерскол и Байкал предназначаются специальные ножи, они шире, чем «пластинки», и толще. Они более крепкие, и когда при работе электрическим рубанком вы налетите на сучок или гвоздь, то нож не сломается, а зазубрина легко удалится на наждаке.
Ширина этих ножей всегда составляет приблизительно 1 сантиметр, они существенно отличаются от других. Данные ножи для электрорубанков бывают различной длины: 82 и 102 миллиметра, под разные модели Байкал и Интерскол. Если подобные ножи затупились, их можно всегда заточить самостоятельно. В отличие от тонких, их получится заточить на наждаке при обладании достаточными навыками заточки и способностями выдерживать плоскость.
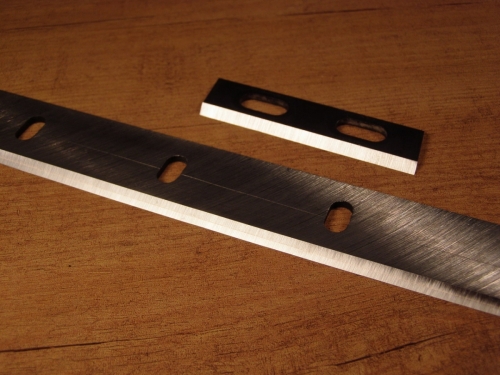
Ну и третья разновидность ножей для электрических рубанков — широкие и толстые, с наличием отверстий под крепление. Они являются весьма специфическими и подходят исключительно для определенных моделей, например, для рубанков производителя Rebir, которые имеют мощность 2000 Ватт. Эти ножи отличаются большой толщиной и мощностью, ширина достигает 110 миллиметров.
Смена ножей электрорубанка
К ножам электрорубанка предъявляются высочайшие требования. То, что они затупились, можно легко определить на глаз. Рассмотрите для этого на свет фаску железки и поверните вокруг режущей кромки. Режущая кромка притупилась, если на конце фаски появляется блестящая полоска в форме нитки в некотором положении. Угол заточки ножа электрорубанка должен быть близко 30 градусов.
Сегодня существуют ножи для электрорубанков с применением поворотного резца. Если одно из подобных лезвий ножа затупилось, то нож принято на первый раз переворачивать, а в следующий раз – заменять новым острым ножом.
Ножи для электрорубанка устанавливают в ножедержатель, который размещается в конусном поперечном пазу и зажат тремя гайками. По высоте ножи регулируются двумя винтами, расположенными по краям. Чтобы достать нож из ножедержателя, следует ослабить гайки, закрутить винты до конца винты, что поможет выдвинуть из паза ножедержатель.
После этого необходимо подобрать выколотку, что подходит по толщине ножа, и с её использованием выбить в поперечном направлении нож из ножедержателя. Далее переверните нож или возьмите новый, если прежний является непригодным, и аккуратно загоните его на место, приставив сбоку. Следите, чтобы нож в ножедержатель заходил строго параллельно ему.
Поставив на электрический рубанок новые ножи, следует выставить их по высоте винтами и зажать гайками. При этом для обоих ножей рекомендуется выставлять одинаковый зазор, иначе будет происходить разбалансировка вала.
Правка на оселке
При строгании достигнуть хорошего качества обработанной поверхности можно только при применении в рубанке острого ножа. Если режущая кромка немного затупилась и зазубрин не имеет, то ее получится заострить посредством правки. Тупые или зазубренные ножи рекомендуется шлифовать на шлифовальном круге.
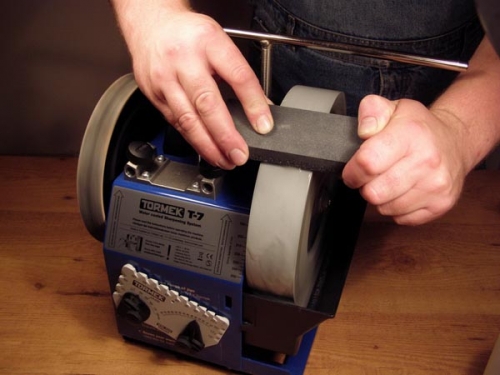
При шлифовании ножа на шлифовальном круге его свободно помещают на плоскую опорную поверхность или зажимают в салазки. Железку при шлифовании нужно двигать по шлифовальному диску из стороны в сторону. Из-за трения при этом совершается нагрев деталей. Поэтому необходимо оказывать при обработке изделия умеренное давление, чтобы режущая кромка не потеряла свою твердость и не засинела.
Нож электрорубанка после шлифования необходимо подвергнуть правке. Только благодаря этой манипуляции он получит желаемую остроту. Для ручной регулировки ножей электрорубанка используют искусственные или натуральные бруски, которые называются оселки. Машинным образом железку может выправить на доводочном диске.

На бельгийских оселках правку можно производить только с добавлением воды. На брусках из арканзаса, для правки напротив используют смесь масла и керосина. Искусственные оселки бывают с разным уровнем размельчения. Многие имеют крупно- и мелкозернистую стороны.
Крупнозернистая сторона предназначена для предварительной правки, а мелкозернистая нужна для тонкой правки. Для правки ножей на искусственных оселках можно использовать смесь масел или воду. На сухом бруске нельзя править ни в коем случае, потому что лезвие потеряет закалку (отпустится) и будет затупиться. Брусок время от времени нужно мыть, чтобы оселок не засаливался.
Фаску при правке хорошо упирают в брусок и водят ей до тех пор крест накрест, пока она не станет такой блестящей, как зеркало, и исчезнут все заусенцы. Переднюю сторону железки по оселку водят только вниз и вверх, а процедура ее правки по времени длится меньше.
Доводочный диск притир изготовляют из искусственного материала, в котором содержится мелкодисперсное абразивное средство. При помощи таких дисков вы можете править ножи для электрорубанков в машинном режиме.
Заточка ножей электрорубанка
Перед процедурой замены ножей электрорубанка сначала необходимо определить потребность в её проведении. Узнать это легко: если электрорубанок хуже проходит по заготовке, чем раньше, то нужно приступить к перезаточению его ножей. Кроме того, запомните, что затупившиеся ножи способны увеличить риски отброса аппарата при попадании на жёсткие участки древесины, к примеру, сучки.
Первым этапом заточки ножа электрорубанка является помещение абразивного камня на несколько минут в воду. Камень в себя должен впитать как можно больше влаги. Это способствует избеганию от излишнего пылеобразования и повышает качество затачивания электрорубанка. Важно следить при затачивании ножей, чтобы они прикасались к абразивному камню и под одинаковым углом постоянно.
Второй этап – фиксация ножей в специальной колодке. Чтобы качественно заточить нож для электрорубанка, принято использовать специальный прибор, что поможет избежать нарушений геометрии или балансировки ножей. Расслабьте две гайки, которые фиксируют зажимную пластину колодки, и вставьте ножи до упора в приспособление для заточки ножей электрорубанка. Затем снова зажмите фиксирующие гайки. Следите, чтобы режущие кромки ножей располагались в одной плоскости.

Третий шаг – непосредственно сам процесс затачивания. Заточку ножей для электрорубанка нужно производить по особой технологии. Сталь на перезатачиваемых ножах является настолько качественной, что это позволяет хорошо переточить ножи и сделать их острыми, как бритва. Однако следите, чтобы не нарушалась балансировка ножей. Так как используется в электрорубанке два ножа, вопрос балансировки стоит строго.
Прямолинийность лезвия во время заточки проверяют при помощи любой прямой поверхности. По всей длине лезвия ширина фаски должна быть совершенно одинаковой. Ножи обычно точат на ручном точиле. Точить рекомендуется столько по времени, пока на лезвии не появятся тончайшие заусеницы, которые сложно различить на глаз. Добивайтесь, чтобы фаска получилась ровной, без вогнутостей и выпуклостей. Заусенцы необходимо удалить. Для этого при заточке ножей электрорубанка нож размещают обратной стороной плашмя на брусок и проводят несколько раз по нему.
Сборка ножей электрорубанка
После заточки ножа в первую очередь соедините его с накладкой. За край накладки он должен выступать на 3 миллиметра. Полностью соберите инструмент, отрегулируйте правильность положения ножа, чтобы его кромка выступала за край платформы, как и положено, на 0,5 миллиметра. Нож и накладку соедините одним винтом. Ослабьте винт, нож поверните на 90 градусов и детали разъедините.
Сначала приложите нож к бруску фаской и перемещайте его в таком положении вперед и назад под острым углом 30 градусов. Когда возникнут на режущей кромке заусеницы, переверните нож, поместите плашмя на брусок и перемещайте туда-сюда, чтобы удалить заусеницы. Кромка ножа за край накладки должна выступать на 3 миллиметра. Винт, который скрепляет накладку и нож, должен быть затянут хорошенько, чтобы и после длительного использования обе детали друг к другу прилегали плотно.
После того, как заточили ножи электрорубанка, немедленно нужно опробовать лезвие, сняв несколько стружек. Доказано на практике, что лезвие инструмента, который пущен в работу сразу после затачивания, тупится меньше. Чтобы избежать частой заточки ножей на точиле, внимательно следите в процессе работы за состоянием железки, и при появлении первых признаков затупления (блестящих полосок) сразу же правьте электрорубанок на точильном бруске.
Теперь вы знаете, почему так важно постоянно контролировать положение ножей на электрорубанке, вовремя их регулировать, снимать и устанавливать новые железки. Кроме того, у вас всегда есть возможность заточить ножи электрорубанка на специальном приспособлении и одеть их обратно.

Рубанок – едва ли не самый популярный инструмент в арсенале домашнего мастера, занимающегося плотницкими работами. Именно поэтому, нужно знать всё о замене ножей рубанка их правильной заточки и эксплуатации. И как правильно выбрать ножи для рубанка, как ручного, так и электрического, обеспечить им максимальную стойкость – эти вопросы будут рассмотрены далее.
Условия работы ножа
Все ножи для ручных рубанков (у электрических есть некоторые нюансы, но об этом позже) работают в условиях значительных нагрузок на лезвие, что проявляется в повышенных напряжениях среза, которые испытывает металл.
Динамика работы ножа рубанка следующая. При возвратно-поступательном перемещении инструмента нож врезается в древесину на определённую глубину. Поскольку дерево не обладает сколько-нибудь заметной пластичностью, происходит скалывание определённого слоя с образованием стружки. Сама стружка также редко когда имеет большую протяжённость, и быстро раскалывается на более мелкие фрагменты. Происходит это в момент «наползания» срезанной от заготовки древесины на наклонную кромку лезвия. При дальнейшем движении рубанка возникает трещина в следующем слое и т. д.
Если не принимать во внимание индивидуальные особенности материала, обработка которого производится, то на стойкость ножа для рубанка влияет размер прохода – предельной длины сломавшегося фрагмента стружки. С уменьшением пролёта и снижением глубины строгания поверхность заготовки становится чище и ровнее, одновременно снижаются и срезающие нагрузки на лезвие.

Поскольку стружка при изгибе с выходом вверх ломается, то наибольшие напряжения вызываются в колодке рубанка. Поэтому её изготавливают из наиболее твёрдых древесных пород. Однако стойкость колодки, как правило, намного превышает стойкость ножа. Объясняется это:
- Более благоприятной геометрией колодки, где отсутствуют концентраторы напряжения;
- Ситуативным желанием плотника (особенно малоопытного) увеличить глубину врезания, вследствие чего толщина прохода увеличивается;
- Повышенным трением между контактными поверхностями лезвия ножа и стружкой, в результате чего температура на рабочей кромке ножа возрастает.
Указанные факторы приводят к быстрому затуплению лезвия. Поэтому важен правильный выбор геометрии ножа для рубанка, а также материала, из которого изготавливается инструмент.

Конструкция ножа
Нож ручного рубанка состоит из рабочей и опорной части. В конфигурации рабочей части ножа различают:
- Фаску, которая образуется на тыльной части лезвия. Она обеспечивает снижение усилия врезания ножа в древесину за счёт исключения трения тыльной части о материал заготовки.
- Передний угол, который в большинстве случаев совпадает с принятым наклоном ножа в корпусе рубанка.
- Задний угол самой фаски.
- Рабочий угол заострения, который равен разности значений угла фаски и угла наклона ножа в рубанке.
Для долговечности рассматриваемого инструмента наибольшее значение имеет передний угол: именно он определяет гладкость простроганной поверхности, условия удаления стружки из зоны обработки и нагрузку на лезвие.

При выборе оптимального значения для данного угла учитываются следующие факторы:
- Физико-механические свойства обрабатываемого материала. В частности, с повышением твёрдости угол необходимо увеличивать. Для обработки мягкой древесины (липа, осина, сосна, лиственница) рекомендуется устанавливать нож под углом 45±5°, для работ по более твёрдому дереву (граб, дуб, груша) — 60±5°, а при обработке ещё более твёрдых материалов – даже до 80°. Такие рекомендации связаны с абразивным действием, которое производит проход стружки при его подъёме из зоны строгания;
- Вид строгания. Практически каждый вид древесины требует определённого угла наклона рубанка к плоскости обрабатываемой заготовки. Например, сосна лучше всего строгается при наклоне инструмента на угол заточки ножей ручного рубанка 40…50 ° от оси доски. Менее мягкие сорта обрабатываются под углами заточки 25…30°. Этот приём обеспечивает лучшее качество строгания, но нож при этом сильнее нагревается, и, следовательно, быстрее затупиться;
- Материал и твёрдость ножа. Более всего для этих целей подходят быстрорежущие стали Р12 или даже Р18 (по этой причине некоторые домашние мастера для изготовления ножей рубанков используют части пильных дисков фрикционных пил, которые работают в схожих условиях). Менее стойкими будут ножи для рубанков, изготовленные из обычной инструментальной стали типа У7 или У8.
Заточка ножей для ручных рубанков
Рабочая кромка ножа представляет собой ребро, которое всё-таки имеет незначительный радиус закругления. Перед заточкой визуально проверяют целостность кромки: на ней не должно быть местных вырывов металла. При их наличии ножи для рубанка придётся укоротить.
Для максимального уменьшения радиуса закругления на кромке, заточку рекомендуется проводить в два этапа. Вначале производится первичная заточка: затупившийся нож со стороны фаски подносят к периферии точильного круга и сильно прижимают. Число оборотов точила не должно превышать 600…700 мин -1 , иначе съём металла окажется значительным. Важно и не переусердствовать с силой нажатия, поскольку на стали могут появиться сине-фиолетовые цвета побежалости – неприятный признак отпуска металла. Твёрдость ножа для рубанка при этом снизится, и придётся путём довольно сложной термообработки (отжиг+закалка+отпуск) восстанавливать прочностные характеристики материала.

При отсутствии точила поступают следующим образом. Заточка ножа для ручного рубанка производится крупнозернистым точильным бруском, который необходимо зафиксировать на рабочем верстаке (обе руки должны оставаться свободными). Заточку выполняют круговыми перемещениями фаски по поверхности бруска. При этом желательно периодически смачивать нож водой либо мыльным раствором. Это не только очищает затачиваемую поверхность от мельчайших частиц металла ножа, но и позволяет равномерно охлаждать инструмент.

Появление на лезвии тонкого заусенца по всей его длине – признак перехода ко второму этапу заточки. Здесь инструмент затачивается с использованием более мелкозернистого бруска, который снимет заусенец. Общепринятая градация брусков по их зернистости следующая:
- Высокая зернистость (30…180 мкм): бруски/точила из карбида кремния или корунда. Применяются для удаления крупных дефектов на ножах, изменения угла фаски и т. п.
- Средняя зернистость (7…20 мкм): бруски/точила из электрокорунда или диоксида хрома. Подходят для предварительной заточки.
- Малая зернистость (3…5 мкм). Материалы те же, инструмент используется для окончательной заточки ножей.
После окончания заточки лезвием ножа проводят по куску дерева твёрдых пород, который окончательно снимет фрагменты заусенца.
Заточка ножей электрорубанков
Основными особенностями ножей для рубанков приводного типа является их двухсторонность, а также работа исключительно вдоль волокон древесины. Если ножи выполнены из инструментальных сталей, то они поддаются заточке, в то время как твердосплавные ножи придётся заменять. При затуплении одной части ножа, его переворачивают на противоположную сторону и продолжают эксплуатировать.
Различают следующие исполнения ножей электрорубанков:
- Прямые – они используются для работ с узкими пазами изделиями;
- Закруглённые – подходят при строгании более широких поверхностей;
- Фигурные или волнообразные, которые применяются для образования фактурных поверхностей на изделии.
Ножи отличаются и своими размерами, в частности, длиной. У импортного инструмента стандартным считается размер 82 мм, такие ножи в практике именуются «пластинами». Впрочем, некоторые отечественные производители изготавливают ножи, совместимые с инструментами зарубежного производства. Электрорубанки повышенной мощности (предназначенные для работ с более прочной древесиной) комплектуются более толстыми ножами шириной 110 мм. Особенность таких ножей – наличие крепёжных отверстий.

Чем длиннее нож, тем легче его заточить. Как и в предыдущем случае, важно знать материал, из которого изготовлен нож. Процесс заточки ножей для электрорубанков заключается в следующем.
Вначале определяют текущее состояние режущей кромки. Если на фаске ножа отчётливо видна блестящая полоска, то такой инструмент нуждается в заточке. Её проводят под углом заточки в 30 ° , используя шлифовальный круг с направляющим кондуктором, предварительно смоченный водой. Шлифовку можно выполнять как возвратно-поступательными, так и круговыми перемещениями ножа. В первом варианте движения должны выполняться поперёк рабочей поверхности лезвия. Охлаждение в процессе шлифовки обязательно: ножи электрорубанков работают при гораздо более высоких скоростях, а потому крайне чувствительны к уменьшению твёрдости. Именно это и произойдёт, если шлифовку вести на обычном воздухе: сталь отпускается, и её твёрдость падает.

Следует отметить, что все модели электрорубанков комплектуются специальными держателями. Закрепив в таком держателе нож, можно сравнительно удобно затачивать его и на обычном шлифовальном бруске. В процессе заточки визуально контролируют состояние поверхности лезвия: рабочая кромка должна иметь зеркальную поверхность.
После окончания работ поверхность шлифовального круга или бруска следует тщательно очистить от жировых загрязнений.