Ювелирное обозрение
Все о ювелирных украшениях, драгоценных камнях и металлах
Как установить клепальную гайку

Все мы знаем какая великая вещь резьбовые заклепки.

В некоторых случаях им нет альтернативы.
До одного определенного времени я как либо обходился без них. Но в один прекрасный день ко мне приехал один замечательный автомобиль, на который нужно было установить защиту окон. Вот такую:


Тогда я начал колхозить, и в итоге получилась хоть и не презентабильная на вид приспособа, но очень функциональная, и с её помощью я поставил уже не один десяток клёпок.
Основа — это болт М6, прочность 8.8

Вот так выглядит в сборе, с установленной клепкой


Основные детали:
Болт М6. Кусок болта М12. Точнее болта небыло, шпильки. С одной стороны приварена гайка, превращающая её в болт. Шпилька просверлена насквозь D=6.5мм.
Потом идёт гайка от стремянки УАЗ. Крепкая. Далее — опорный подшипничек, размеры не принципиальны. Далее — шайба с штуцером от тормозной трубки. Тоже не принципиально. Что было, то и поставил.


Принцип работы думаю понятен. Сверлим отверстие, под М6 клепку кажется 9мм. Вставляем приспособу. Одним ключем удерживаем гайку 1, при этом вторым ключем откручиваем гайку 2.

Как усилие возросло, значит расклепка окончена. Крутим всё назад до ослабления, выкручиваем болт М6, и ставим следующую.
 В современных машинах широко распространены детали из листовых материалов. Из листа получают несущие профили, кронштейны, облицовочные панели и др. Поэтому перед инженером нередко встает задача их крепления к элементам конструкции. В настоящей статье мы рассмотрим сравнительно новые виды крепления, в основу которых положен процесс клепки.
В современных машинах широко распространены детали из листовых материалов. Из листа получают несущие профили, кронштейны, облицовочные панели и др. Поэтому перед инженером нередко встает задача их крепления к элементам конструкции. В настоящей статье мы рассмотрим сравнительно новые виды крепления, в основу которых положен процесс клепки.
Заклепочная гайка (рис. 1) представляет собой тонкостенную резьбовую втулку с головкой. Втулка устанавливается в отверстие листовой детали, и в нее вкручивается хвостовик инструмента (рис. 2). После этого хвостовик инструмента перемещается вдоль оси резьбы. Под действием осевого усилия деформируется тело втулки, и формируется замыкающая головка, лист притягивается к голове заклепочной гайки, а стенки втулки расплющиваются до выбора зазора и плотного прилегания втулки к стенкам отверстия. После этого инструмент выкручивается из заклепочной гайки. Процесс осаживания втулки аналогичен клепке. В результате получается приклепанная к листу резьбовая втулка.  Схожую с заклепочными гайками (рис. 1) функцию выполняют приварные, развальцовываемые и клепальные гайки (рис. 6). Сравним эти виды крепежа. Прежде всего, к достоинствам заклепочных гаек следует отнести возможность создания резьбового соединения при одностороннем подходе к месту крепления. Например, заклепочные гайки можно устанавливать в закрытых профилях: квадратных и прямоугольных трубах, приварных швеллерах и др. Глухие заклепочные гайки дают возможность создавать герметичные узлы. К недостаткам заклепочных гаек следует отнести выступание головки над поверхностью листов, большую стоимость и необходимость более точного изготовления отверстия.
Схожую с заклепочными гайками (рис. 1) функцию выполняют приварные, развальцовываемые и клепальные гайки (рис. 6). Сравним эти виды крепежа. Прежде всего, к достоинствам заклепочных гаек следует отнести возможность создания резьбового соединения при одностороннем подходе к месту крепления. Например, заклепочные гайки можно устанавливать в закрытых профилях: квадратных и прямоугольных трубах, приварных швеллерах и др. Глухие заклепочные гайки дают возможность создавать герметичные узлы. К недостаткам заклепочных гаек следует отнести выступание головки над поверхностью листов, большую стоимость и необходимость более точного изготовления отверстия.
По сравнению с приварными гайками при установке заклепочных гаек отсутствует термическое воздействие, а, следовательно, и поводки металла. Заклепочные гайки имеют антикоррозийное покрытие, а приварные гайки чаще всего не имеют покрытия. Это связано с тем, что при приварке гаек с покрытием выделяются вредные для здоровья вещества.
Головка заклепочных гаек может быть плоской (рис. 3, а), потайной (рис. 3, 6) и уменьшенной потайной (рис. 3, в). Плоская форма головки наиболее простая и распространенная. Отверстие под заклепочную гайку с плоской головкой не требует зенковки. Однако полный контакт между соединяемыми деталями (зазор V на рис. 3, а) возможен только при принятии конструктивных мер по обходу головки (например, подштамповке листа).
Применение заклепочных гаек с потайной головкой (рис. 3, 6) позволяет уменьшить величину зазора V между соединяемыми деталями, но требует зенковки отверстия. Однако производители рекомендуют обеспечить контакт головки с накладываемой деталью (зазор V>0).
Применение гаек с потайной уменьшенной головкой (рис. 3, в) не требует зенковки отверстия при минимальном зазоре V. Для полного устранения зазора V необходима зенковка или подштамповка. При стяжке податливых листов выборка зазора произойдет при затяжке (рис. 3, г). Однако эту форму головки нельзя применять при неточно (свыше поля допуска) выполненном отверстии; при установке в мягкие материалы; при действии опрокидывающего момента от крепежного винта.
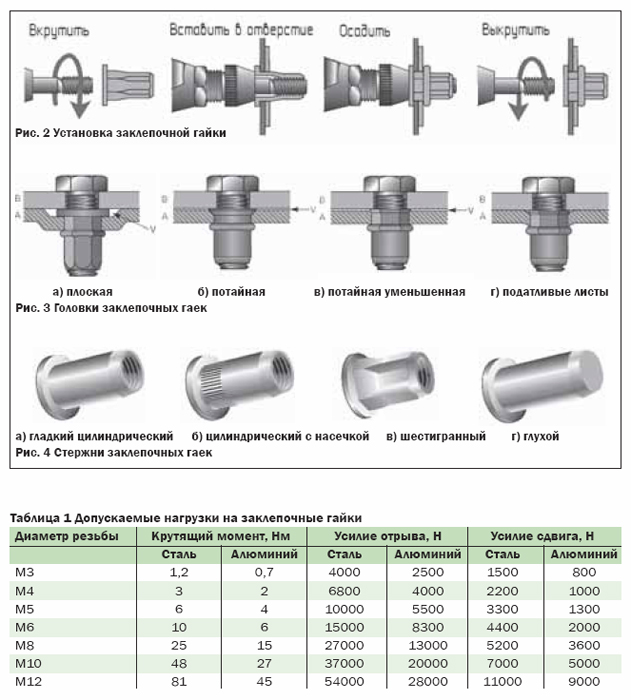
Заклепочные гайки по форме стержня делятся на цилиндрические (рис. 4, а), цилиндрические с насечкой (рис. 4, 6) и шестигранные (рис. 4, в). Цилиндрический стержень наиболее распространен, т.к. получить гладкое цилиндрическое отверстие легче всего. Производители рекомендуют использовать не гладкий стержень, а с насечкой (рис. 4, 6). При осадке рифли врезаются в стенки посадочного отверстия и крутящий момент срыва увеличивается. Для мягких материалов (пластик, алюминий) применение гаек с насечкой обязательно.  Для особо ответственных узлов рекомендуется применять заклепочные гайки с шестигранным стрежнем (рис. 4, в), устанавливаемые в шестигранные отверстия. Такие гайки наиболее устойчивы к провороту. Недостаток такого решения очевиден — получить шестигранное отверстие гораздо сложнее, чем цилиндрическое.
Для особо ответственных узлов рекомендуется применять заклепочные гайки с шестигранным стрежнем (рис. 4, в), устанавливаемые в шестигранные отверстия. Такие гайки наиболее устойчивы к провороту. Недостаток такого решения очевиден — получить шестигранное отверстие гораздо сложнее, чем цилиндрическое.
Наибольшее распространение имеют гайки с открытым концом (рис. 4, а-в). На рис. 4, г представлена заклепочная гайка с глухим концом. Такая гайка позволяет крепиться к стенкам герметичных сосудов (баки, ресиверы и т.д.) При применении таких гаек следует обращать внимание на отсутствие упирания конца винта в дно гайки.
Производители предлагают заклепочные гайки из стали, нержавеющей стали, алюминия и латуни. Размеры гаек — от М4 до М14. Как правило, гайки поставляются с антикоррозионным покрытием (цинковое хроматированное). Поле допуска резьбы — 6Н. Толщина листа 0,5. 11 мм.
Важным параметром для крепежных изделий является допускаемый момент затяжки. Для заклепочных гаек из стали и нержавеющей стали момент затяжки соответствует моментам затяжки болтов класса прочности 8.8. Алюминиевые и латунные заклепочные гайки имеют меньший допустимый момент затяжки. При действии осевой силы на гайку необходимо проверить допускаемое усилие отрыва гайки. Примерные значения допускаемых нагрузок приведены в таблице 1.
В каталогах производителей приведены необходимые диаметры и размеры отверстий под заклепочные гайки. Чаще всего допуск отверстия ограничивается 0. +0,1 мм. Это соответствует 11-12 квалитету точности. При больших допусках необходимо проконсультироваться с производителем. Увеличение диаметра отверстия может быть скомпенсировано большей осадкой стержня. Величина осадки регулируется инструментом, который предлагают большинство производителей этого вида крепежа.
Принцип крепления, аналогичный заклепочным гайкам, имеют и заклепочные шпильки (рис.5). Существуют заклепочные шпильки с крупной резьбой для пластмасс (рис. 5, а); цилиндрические с потайной головкой и насечкой (рис. 5, б); цилиндрические с увеличенной головкой (рис. 5, в); с шестигранной головкой (рис. 5, г).
Клепальная гайка (рис. 6, а) представляет собой резьбовую втулку, имеющую головку и клепальный стержень. На торце головки выполнена зубчатая насечка, а наружная поверхность стержня имеет форму обратного конуса. Гайка свободно устанавливается в отверстие листового металла (рис. 6, б), затем к головке гайки прикладывают осевое усилие от плоского пуансона. Лист при этом лежит на плоской наковальне. При приложении усилия зубчатая насечка головки врезается в металл, а металл листа в холодном состоянии затекает под обратный конус стержня. Образуется неразъемное соединение расклепываемой гайки и листа.
Клепальные гайки по сравнению с заклепочными гайками не имеют выступающей над поверхностью листа головки, что упрощает конструкцию места крепления. Производительность установки клепальных гаек выше, чем у заклепочных и приварных. К недостаткам следует отнести меньшее допускаемое усилие отрыва, высокие требования к точности посадочного отверстия и необходимость применения прессового оборудования. Естественно, необходим двухсторонний подход к месту установки. При установке клепальных гаек существует ограничение по минимальной толщине листа для каждого размера резьбы.
Клепальные гайки имеют различные варианты исполнения (рис. 7). Наиболее распространены цилиндрические гайки (рис. 7, а). Существует вариант уменьшенного размера с функцией стопорения деформированными витками и без них (рис. 7, 6). Для установки в герметичные конструкции предлагаются глухие клепальные гайки (рис. 7, в). При групповой установке рекомендуется применять плавающие гайки (рис. 7, г). Их применение снижает требования к позиционным допускам крепежных отверстий (смещение до 0,8 мм). Гайки с нейлоновой вставкой (рис. 7, д) являются самоконтрящимися.
На рынке предлагаются клепальные гайки из стали, нержавеющей стали и алюминия. Диаметр резьбы гаек — от М4 до М10. Чаще всего, гайки имеют защитное покрытие (цинковое хроматированное). Поле допуска резьбы — 6Н.
Допускаемые моменты затяжек у клепальных гаек из стали близки (меньше для отдельных размеров!) к соответствующим моментам затяжки болтов класса прочности 8.8. Примерные значения допускаемых нагрузок приведены в таблице 2. После выбора производителя необходимо проверить вашу конструкцию на прочность.

Требования к точности изготовления посадочного отверстия у клепальных гаек выше, чем для заклепочных гаек. Так, рекомендуемый допуск отверстия 0. +0,08 мм. Это приблизительно соответствует 11 квалитету точности.
Принцип крепления к листу клепальных гаек положен в основу целой гаммы крепежных элементов. На рис. 8 представлены: клепальные шпильки (рис. 8, а); резьбовые дистанционные втулки (рис. 8, б); угловые резьбовые кронштейны (рис. 8, в); скобы для нейлоновых хомутов (рис. 8, г); цанговые втулки (рис. 8, д); штифты (рис. 8, е).

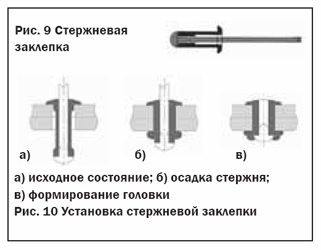 Заклепочные соединения имеют широкое распространение. Одним из видов заклепок являются стержневые заклепки для односторонней клепки, изображенные на рис. 9. Заклепка представляет собой полую втулку с закладной головкой, внутри которой установлен вытяжной стержень с грибовидной шляпкой. На теле стрежня вблизи шляпки сформирован концентратор напряжений.
Заклепочные соединения имеют широкое распространение. Одним из видов заклепок являются стержневые заклепки для односторонней клепки, изображенные на рис. 9. Заклепка представляет собой полую втулку с закладной головкой, внутри которой установлен вытяжной стержень с грибовидной шляпкой. На теле стрежня вблизи шляпки сформирован концентратор напряжений.
Заклепку устанавливают в отверстие (рис. 10, а), а хвостовик стержня захватывается инструментом. Шток инструмента перемещается в осевом направлении, вытягивая стержень. При этом деформируется стенки втулки, и она осаживается в отверстии (рис. 10, б). Шляпка стержня формирует замыкающую головку заклепки и самозамыкается в ней (рис. 10, в). После образования замыкающей головки сопротивление вытяжке резко возрастает, и стрежень разрывается по тонкому месту. Шляпка стрежня остается в головке. 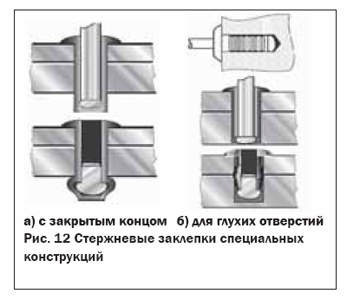 Основным достоинством стержневых заклепок является односторонний подход к месту установки заклепки. Для установки обычной заклепки необходимо подвести клепальный инструмент с двух сторон. Стержневая заклепка устанавливается и замыкается с одной стороны. Это позволяет устанавливать их в замкнутых полостях, а также может упростить конструкцию узла в целом. Стержневые заклепки позволяют склепать одним типоразмером разные толщины листов. Производительность клепки стержневых заклепок выше, чем обычных. К недостаткам следует отнести необходимость применения специального инструмента, большую стоимость и образование отходов (оборванные стержни).
Основным достоинством стержневых заклепок является односторонний подход к месту установки заклепки. Для установки обычной заклепки необходимо подвести клепальный инструмент с двух сторон. Стержневая заклепка устанавливается и замыкается с одной стороны. Это позволяет устанавливать их в замкнутых полостях, а также может упростить конструкцию узла в целом. Стержневые заклепки позволяют склепать одним типоразмером разные толщины листов. Производительность клепки стержневых заклепок выше, чем обычных. К недостаткам следует отнести необходимость применения специального инструмента, большую стоимость и образование отходов (оборванные стержни).
Стержневые заклепки стандартизованы. До 2000 г. действовал единый стандарт на вытяжные заклепки — DIN 7337. Некоторые производители и сейчас дают ссылку на него. В настоящее время действует комплекс стандартов EN ISO: 14588, 14589. 15975, 15976, 15977, 15978, 15979, 15980, 15981, 15982, 15983, 15984. 16582, 16583.
Стержневые заклепки различаются формой закладной головки (рис. 11). Изготавливают заклепки с плоской круглой головкой (рис. 11, а); увеличенной плоской круглой головкой (рис. 11, б); плоской круглой большой головкой (рис. 11, в); потайной головкой (рис. 11, г). Согласно стандарту плоская круглая головка — форма А, а потайная головка — форма В.
Различают стержневые заклепки с открытым (рис. 11) и закрытым (рис. 12, а) концами. Заклепки с закрытым концом устанавливаются в герметичные сосуды. На рис. 12, б представлена стержневая заклепка с рифленым телом. Такая заклепка предназначена для установки в глухие отверстия, выполненные в мягких материалах (дерево, пластик и т.д.) При вытяжке стрежня формирующаяся замыкающая головка врезается в стенки отверстия.

В таблице 3 представлены геометрические размеры стрежневых заклепок, предусмотренные стандартами. Отдельные производители расширяют геометрический ряд и производят нестандартные заклепки, например, с другими длинами.
Стандарты предусматривают изготовление стержневых заклепок из различных материалов: алюминиевые сплавы различной прочности, углеродистая сталь с цинковым покрытием, нержавеющая сталь, медь, бронза, медно-никелевый сплав. Тело заклепки и стержень могут изготавливаться как из одного материала, так и из различных. Комбинации материалов (тело заклепки/ сердечник): алюминий/углеродистая сталь; алюминий/алюминий; алюминий/нержавеющая сталь; углеродистая сталь/углеродистая сталь; нержавеющая сталь/нержавеющая сталь; медь/углеродистая сталь; медь/ бронза; медно-никелевый сплав/сталь.
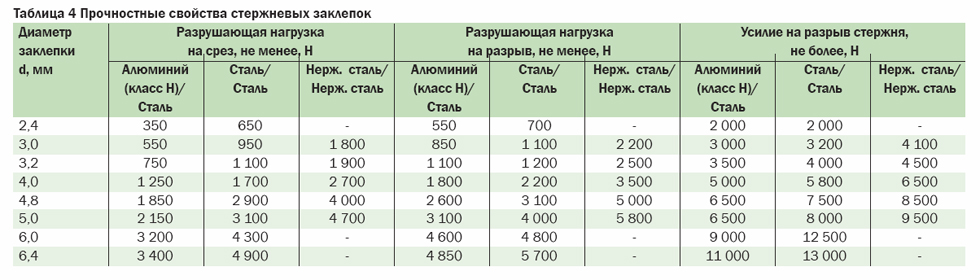
Выбор материала стержневых заклепок обусловлен требованиями к прочности конструкции и коррозионной стойкости. Для заклепок из алюминиевых сплавов со стальным сердечником предусмотрено две степени прочности — класс L (низкая прочность) и класс Н (высокая прочность). Чаще всего классу L соответствует сплав Al/Mg 2,5%, а классу Н — сплав Al/Mg 3,5%. В таблице 4 приведены сравнительные характеристики заклепок из различных материалов. Прочностные характеристики заклепок приведены в каталогах производителей и стандартах. Необходимо обращать внимание на эти данные, поскольку выбранный вами изготовитель может отклоняться от требований нормативных документов. Например, короткие заклепки могут соответствовать стандарту, а длинные нет.
Для защиты от коррозии стальные заклепки и сердечники имеют гальваническое покрытие, чаше всего цинковое. Толщина покрытия по требованиям стандартов не менее 5 мкм. При воздействии агрессивной внешней среды применяют заклепки из меди, алюминия или нержавеющей стали.
ИНСТРУМЕНТЫ И УСТАНОВКА
Все производители рассмотренного нами клепального крепежа поставляют инструмент для его установки. В зависимости от объема и места проведения работ по сборке, потребитель может приобрести ручной инструмент (рис. 13, а), механизированный (рис. 13, б) или стационарную установку (рис. 13, в).

В прошлом клепание было основным способом соединения деталей из листового материала. Сварка почти полностью вытеснила клепание, поскольку отличается большей производительностью и прочностью. Новые виды крепежа — заклепочные и клепальные гайки, стрежневые заклепки — возвращают процессу клепания былое распространение. Создать такой крепеж позволил рост точных технологий. И сразу вспоминаются слова Джузеппе Томази ди Лампедуза: «Все должно измениться, чтобы все осталось по-старому».
Михаил Гранкин
Журнал «РИТМ», апрель 2009 г.

Резьбовые заклепки — один из наиболее популярных крепежных элементов, используемых в строительстве, машиностроении, ремонтных мастерских. Они, как и вытяжные заклепки, позволяют соединять между собой металлические детали. Кроме того, благодаря наличию внутренней резьбы, с их помощью можно крепить, при помощи болтов и винтов, какие-либо детали к поверхности металла. Такой вариант крепежа является незаменимым в тех случаях, когда толщина металла не позволяет нарезать внутреннюю резьбу и отсутствует доступ с обратной стороны для накручивания гайки. В случае отсутствия необходимости в креплении деталей, целесообразно рассмотреть использование других видов заклепок, например, вытяжных или забивных.
Для быстрого и качественного выполнения монтажных работ нужно иметь представление о том, как установить резьбовую заклепку, и какие инструменты для этого используются.
Общий порядок установки резьбовых заклепок
Перед тем как заклепать резьбовую заклепку, выполняются подготовительные работы. Необходимо подобрать сверло, диаметр которого должен на 0,1 мм превышать наружный диаметр заклепки, что позволит легко установить ее в отверстие. После этого в месте установки крепежа просверливается отверстие.
Помимо резьбовых заклепок круглого сечения выпускаются также аналогичные метизы с сечением в форме шестигранника. Такая форма позволяет исключить возможность проворачивания детали во время монтажа. Для выполнения отверстий под такие заклепки используются специальные шестигранные пробойники. Однако они подходят только для работы с листовым металлом, что несколько ограничивает область применения метизов такой формы.
Производители рекомендуют использовать для монтажа крепежных элементов специальный инструмент — заклепочник. Поэтому монтажник должен владеть соответствующими навыками и понимать как установить резьбовую заклепку заклепочником. Такие инструменты могут быть механическими (ручными), электрическими и пневматическими.
Конструкция механического заклепочника состоит из рабочей части и двух рукояток. В рабочей части размещается подвижный винтовой механизм, на конце которого имеется резьба.
Чтобы резьбовую заклепку заклепочником, выполняют следующую последовательность действий:
- Заклепка накручивается на резьбу винтового механизма инструмента.
- Рабочая часть заклепочника с установленной заклепкой помещается в подготовленное отверстие в металлической основе.
- Рукояти инструмента сжимаются. При этом создается усилие, за счет которого во внутренней части заклепки образуется буртик. В результате этого крепеж плотно фиксируется с образованием надежного и прочного соединения с посадочным отверстием под винт или болт.
- Рабочая часть извлекается из заклепки, путем выкручивания.

Преимуществом механического заклепочника является простая и надежная конструкция, а также низкая цена. Однако, для установки резьбовых заклепок с его помощью необходимо прикладывать достаточно значительное усилие. Если необходимо выполнить большой объем монтажных работ, целесообразно использовать заклепочники на электрическом или пневматическом приводе. Это профессиональные инструменты, которые обеспечивают установку резьбовых заклепок путем закручивания установочного винта. При этом создается усилие, достаточное для формирования буртика, после чего винт выкручивается из отверстия. Инструменты отличаются простой и удобством в работе, благодаря чему не возникает никаких проблем с пониманием того как пользоваться заклепочником для резьбовых заклепок.
Установка резьбовых заклепок без заклепочника
Далеко не всегда в распоряжении имеется дорогостоящий профессиональный инструмент. Кроме того, при необходимости выполнения разовых операций, его приобретение является нецелесообразным. В подобных случаях работы выполняют без использования специального инструмента. Существует несколько способов как заклепать резьбовую заклепку без заклепочника.
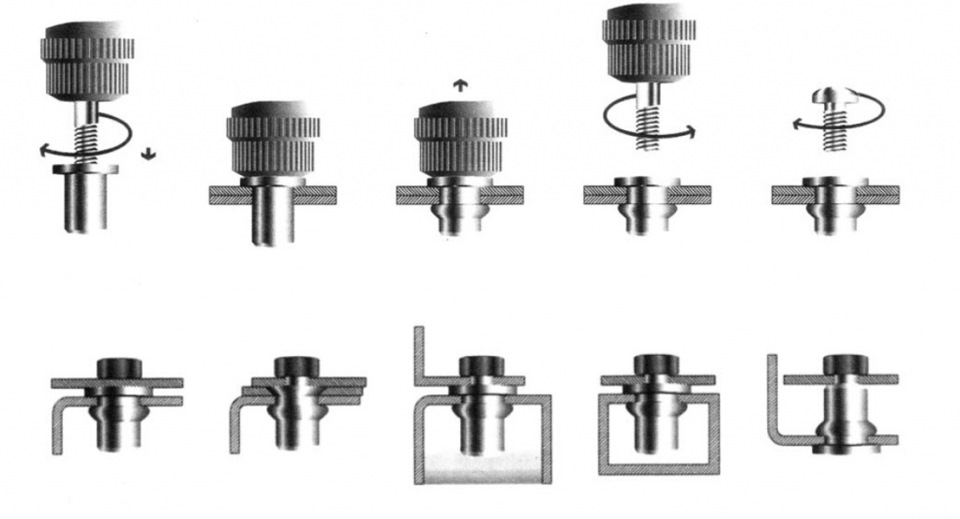
Проще всего выполнить установку резьбовых заклепок без заклепочника при помощи шуруповерта. Для этого используется специальная насадка, в корпусе которой размещается болт с разборным упорным подшипником. Болт, через торцевую гайку с насечками, вкручивается в заклепку, которую затем устанавливают в монтажное отверстие. После этого включается шуруповерт и, за счет вращения болта, создается усилие, формирующее буртик и фиксирующее заклепку. Проворачиванию заклепки препятствует гайка с насечками и упорный подшипник. После установки остается только выкрутить болт из крепежа, переведя шуруповерт в реверсный режим вращения. Этот способ дает возможность использовать обычный шуруповерт в качестве электрического заклепочника. При отсутствии специальной насадки, подобную конструкцию можно собрать вручную.
В целом, перечисленные методы дают возможность достаточно качественно выполнять установку резьбовых заклепок без заклепочника. Скорость и трудоемкость монтажа зависит от того, используется ли электроинструмент.