Ювелирное обозрение
Все о ювелирных украшениях, драгоценных камнях и металлах
Как устранить люфт подшипника в корпусе
Бывает, что подшипник в картере провернулся, его посадка в блоке двигателя или в картере какого то агрегата (коробки передач или заднего моста) ослабевает, и эксплуатировать автомобиль или мотоцикл с такой неисправностью нельзя, так как посадочное место подшипника ещё больше разобьётся. Такая неисправность может произойти от многократного или неправильного монтажа подшипника в отверстие (гнездо) картера, недостатка смазки (подшипник клинит и он проворачивается), или просто от неточного изготовления отверстия подшипника. И с такой неисправностью часто сталкиваются владельцы любого транспортного средства, или просто какого то станка или агрегата. Как легко избавиться от такой неисправности в домашних условиях, не имея гальванического оборудования, даже самого простого (для покрытия цинком) мы и рассмотрим в этой статье.
Конечно же можно нарастить диаметр наружной обоймы подшипника, если покрыть его хромом, или слоем цинка, и об этом я уже писал (почитать можно вот в этой статье). Но для этого потребуется изготовить специальные заглушки (чтобы слой покрытия не попал на шарики, сепаратора и внутренние поверхности обойм), да и придётся повозиться с химреактивами.
В этой же статье, мы рассмотрим другой, ещё более простой способ наращивания наружного диаметра обоймы подшипника, который сможет осуществить как в своём гараже, так и в полевых условиях любой человек, даже школьник.
Для начала рассмотрим более распространённые традиционные методы восстановления разбитого посадочного отверстия в подшипнике, может кто то из новичков не знает о них и они кому то пригодятся. А уже после этого разберём более редкий способ, о котором большинство ремонтников не знает.
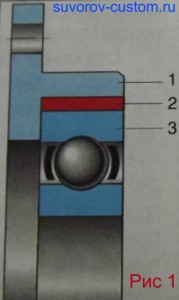
Восстановление посадочного отверстия с помощью втулки.
1 — картер, 2 — втулка, 3 — наружная обойма подшипника.
Так вот, если подшипник монтируется в картере какого то агрегата или его крышке, и посадочное отверстие разбито, то крышку закрепляют через планшайбу в токарном станке, а картер в кардинатно-расточном станке, и растачивают диаметр посадочного отверстия примерно на 3 — 4 мм и после этого запрессовывают в расточенное место ремонтную втулку, в которой внутренний диаметр немного больше (с припуском на чистовую обработку) и после завтуливания, растачивают внутренний диаметр втулки под диаметр наружной обоймы подшипника (см. рисунок 1).
Этот способ достаточно распространён, не смотря на то, что многим мастерам приходится искать кардинатно-расточной или токарный станок и изготавливать ещё и приспособление для точного закрепления детали. К тому же такой способ не подойдёт, если толщина металла стенки корпуса, после расточки станет тонкой и не обеспечит достаточной жёсткости отверстию подшипника. И многих это и останавливает, да и грамотного станочника не везде найдёшь.
Некоторые «мастера» пытаются вообще обойтись просто кернением посадочной поверхности, но вряд ли стоит надеяться, что такого «ремонта» хватит надолго, как правило на пару часов. Ведь обойма подшипника при таком способе будет лежать не на всей поверхности посадочного отверстия, а лишь на мизерных площадках (пупырышках), которые имеют мизерную площадь. Да и накерненные места быстро сминаются уже при монтаже подшипника (особенно в мягком алюминиевом картере), и обойма подшипника снова начинает болтаться и проворачиваться.
Наиболее доступные и эффективные способы ремонта, это когда увеличенное отверстие подшипника вообще не трогают, а занимаются лишь наращиванием толщины обоймы подшипника. И способов тут тоже несколько, это и напыление металла специальными установками, которые пока очень мало распространены, это и покрытие обоймы хромом, ну и более доступное в домашних условиях покрытие обоймы цинком, о котором я уже писал (ссылка выше в тексте).
Но существует ещё один малоизвестный, но очень простой способ наращивания размера любой круглой металлической детали, а в данном случае обоймы подшипника, который не сложно осуществить у себя дома, в гараже и даже в путешествии (на обочине дороги). Причём особой квалификации или какого то секретного мастерства не потребуется, и любой водитель, способный открыть капот на своей машине, справится с этой несложной операцией довольно легко, особенно если будет помогать помощник.
Принцип наращивания металла этим простым способом, основан на принципе работы контактной сварки. И для работы нам потребуется всего лишь пара рессор, например от Москвича или Волги, пара кусков толстого провода (подойдут кабели с зажимом «крокодил», для «прикуривания») ну и хорошо заряженный аккумулятор, или сварочный трансформатор (может подойти и мощное пуско-зарядное устройство).
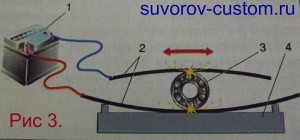
Подключение самодельной установки для наплавки подшипников.
1 — батарея, 2 — рессоры, 3 — подшипник, 4 — стол с подставками.
И чтобы нарастить диаметр наружной обоймы подшипника, этот подшипник нужно будет прокатывать между двух рессор, подключив к рессорам электрический ток (см. рисунок 3). И как я уже говорил, подойдут рессоры от наших отечественных машин, но если подшипник гораздо большего размера, например от грузовика, то и ширину рессор нужно подобрать пошире, от того же грузовика (можно найти старые рессоры на пунктах приёма металлолома, или в автохозяйствах).
Длинна рессор тоже зависит от диаметра подшипника, но как правило хватает длины одной рессоры около метра, а вторую можно отрезать до полуметра (так будет удобнее работать). Соединяем каждую рессору кабелем с полюсными наконечниками батареи или трансформатора, обеспечив хороший контакт.
Можно использовать клеммы от автомобиля, чтобы плотно подсоединить кабели к аккумулятору, ну а к рессорам можно зажать кабели с помощью болтов с шайбами, или мощных зажимов «крокодил» (типа сварочных). Причём полярность при подключении рессор может быть любая.
 Большую рессору удобнее закрепить где нибудь на столе или верстаке, прогибом вверх, далее на неё устанавливается подшипник, во внутреннюю обойму которого вставляется круглая палка, и сверху на подшипник ложится прогибом вниз более короткая рессора.
Большую рессору удобнее закрепить где нибудь на столе или верстаке, прогибом вверх, далее на неё устанавливается подшипник, во внутреннюю обойму которого вставляется круглая палка, и сверху на подшипник ложится прогибом вниз более короткая рессора.
Конечно работать удобнее вдвоём, так как один человек удерживает подшипник палкой и старается, чтобы он не ушёл в сторону от прямолинейного направления (подруливает). А второй человек, накрыв подшипник верхней рессорой, прокатывает её по поверхности наружной обоймы, при этом подшипник будет немного прокатываться и по нижней рессоре.

Наплавленные подшипники с разной толщиной наплавки.
а — толщина наплавки 0,1 мм, б — толщина наплавки 0,25 мм, в — толщина наплавки в 0,5 мм.
Прокатку выполняют несколько раз, и при этом поверхность наружной обоймы постепенно покрывается большим количеством мелких привариваемых бугорков из металла рессор (см фото слева). И достаточно сделать несколько прокаток, и поверхность наружной обоймы подшипника уже наращивается до такого диаметра, что обойма уже не будет болтаться в своём разбитом отверстии.
На концы верхней рессоры полезно одеть резиновые перчатки и примотать их скотчем, или просто намотать изоленту. Это позволит избежать короткого замыкания рессор и порчи аккумулятора, если при прокатке верхняя рессора своим концом коснётся нижней рессоры.
Это часто случается, если диаметр восстанавливаемого подшипника маленький. И если подшипник уж очень маленького диаметра, то полезно при работе наоборот развернуть верхнюю рессору прогибом вверх.
При работе с аккумулятором, чтобы его не испортить,полезно вообще не защищать ржавчину на рессорах, так как ржавчина обладает дополнительным сопротивлением, которое будет препятствовать чрезмерному росту тока. Но при желании можно подключить и реостат, которым можно будет точно подобрать нужную силу тока.
Если же вместо аккумулятора будет использоваться сварочный трансформатор, то конечно лучше использовать тот, на котором есть регулировка тока. Сварочный ток выставляют в пределах 100 — 150 ампер, и чем ток больше, тем быстрее будет происходить наращивание металла, но и крупнее будут наплавляемые частицы.
Поэтому полезно подобрать золотую середину, чтобы и частицы наплавляемого металла (вкраплений) были не крупные, и возиться долго не пришлось. Можно потренироваться сперва на негодном подшипнике. Но как правило, для нормального увеличения диаметра 110- миллиметрового подшипника на 0,5 мм, потребуется ток в 150 ампер и примерно пять минут накатки. И при этом подшипник нагревается всего лишь до 100 градусов, а значит структура его металла не изменяется.
 После накатки, как видно на фотографиях, поверхность обоймы имеет несколько шершавый вид, что даже лучше, так как он никогда больше не провернётся в своем отверстии (сцепление шершавой поверхности лучше чем гладкой). Но всё же, если кто то захочет восстановить таким способом поверхность наружной обоймы до заводского гладкого состояния, тогда вполне возможно сделать покрытие в два раза толще (вместо 0,5 мм сделать 1 мм). А после этого отдать подшипник токарю, который заполирует обойму до гладкого состояния, сняв с поверхности примерно 0,5 мм.
После накатки, как видно на фотографиях, поверхность обоймы имеет несколько шершавый вид, что даже лучше, так как он никогда больше не провернётся в своем отверстии (сцепление шершавой поверхности лучше чем гладкой). Но всё же, если кто то захочет восстановить таким способом поверхность наружной обоймы до заводского гладкого состояния, тогда вполне возможно сделать покрытие в два раза толще (вместо 0,5 мм сделать 1 мм). А после этого отдать подшипник токарю, который заполирует обойму до гладкого состояния, сняв с поверхности примерно 0,5 мм.
Способом, описанным в этой статье, была восстановлена посадка провернувшихся в своих местах подшипников не только легковых автомобилей и мотоциклов, но и грузовиков, и были сэкономлены не малые деньги, так как картер коробки передач или заднего моста, ступицу колеса, или блок двигателя уже не нужно было менять, чего и вам желаю; удачи всем.

Поводом к написанию этой статьи послужило то что, во всей рыболовной литературе и «всемирной паутине» о катушках упоминается только ТО, ну в лучшем случае замена втулки на подшипник, и нечего о люфтах. Я предлагаю свой взгляд на эти проблемы в недорогих катушках. Некоторые фотки переснять не удалось, я их уменьшил.
1. ШПУЛЯ КАТУШКИ.

Снимаем, разбираем, от и до в последовательности чтобы ничего не перепутать. Не секрет что шпули вытачивают ,затем фрезеруют на станках. Помимо хорошей обработки и сборки изделия есть и мелкие «немелкие» недочёты, в виде заусенцев и мелкой стружки. Которая имеет место быть и внутри катушки (если корпус металл) не говоря уже про шпулю. Пару раз на профилактику попадали катушки EXIA,купленные в разное время в разных местах. Хозяева катушек жаловались на хруст и плохую работу обгонки.(ЭТО НЕ АНТИРЕКЛАМА). Разобрав катушку обнаруживал там ворох стружки, которая попала даже в обгонку, испортив сепаратор, пару роликов и естественно втулку, не говоря уже о шестернях. Кстати в некоторых мультах было тоже самое, благо что чистка и смазка мультов производилась в тот же день после покупки, и механизм не был испорчен.
Итак: убираем заусенцы и стружку(если они есть). Шайбы фрикциона тоже надо просмотреть,нет ли между ними стружки,которая существенно влияет на работу фрикциона. Острым ножом или алмазным надфилем сглаживаем заусенцы, всё промываем, и собираем.
2. КОРПУС И ВНУТРЕННИЙ МЕХАНИЗМ.
В комплекте с некоторыми катушками идут запасные шайбы для главной передачи (фото 2).

Добавлять шайбу надо грамотно, в этом не помешает ШЦ или микрометр, для определения толщины шайбы. Некоторые шайбы имеют такие тонкие, что какая из них толще, на глаз или на ощупь не определить. Добавляем, собираем корпус, но вместо ротора желательно поставить его имитацию, т.е. какую либо втулочку или что-то подобное, дабы сЪимитировать нагрузку, которую даёт ротор, когда его прикручивают на место, притягивает шестерню к верху. Если ротор поставить сразу, то можно незаметить когда шестерни «закусывают» друг друга – когда мы переборщили с толщиной шайбы – ротор скрадывает ощущение «закусывания», а без ротора мы это почувствуем сразу же.
Но ими как правило хорошо выбрать люфт не получается в паре «главная передача». Если там только нет DIGIGEAR. Остаются другие люфты. Дело в том, что посадки под подшипники в корпусе некоторых катушек имеют такой допуск, что подшипник просто вываливается под собственным весом.
В некоторых случаях это можно устранить, вложив по кругу подшипника фторопластовую плёнку. Процедура не для слабонервных. Вырезают полоску по ширине подшипника и длиной равной его окружности. Уплотнитель должен быть уложен по всей окружности, тем самым не сбивается центровка подшипника относительно осей шестерён. Укладываем плёнку и ставим подшипник под небольшим усилием. Надо стараться, чтобы плёнка не попала под подшипник, а была строго по кругу на всю его ширину, излишки сверху срезаем новым лезвием заподлицо.

С другой стороны может стоять втулка. С ней можно поступить таким же образом. Но лучше заменить её на подшипник соответствующего размера. Тем самым не вырабатывается посадка на шестерне, а не на корпусе как многие думают, и улучшается плавность хода и долговечность механизма в целом. В итоге люфт остаётся только на посадках под подшипники на шестерне, с этим уже приходится мириться.
Если в вашей катушке кулисный механизм, то устранить люфт можно на шестерёнке кулисы, если она на подшипнике качения, а не скольжения. Фото 4. Но в основном он доработки не требует.

Ежели «бесконечный винт» то можно произвести следующие доработки.
Шестерёнку на винт можно посадить плотно на место с помощью плёнки, если она болтается на винте. Фото 5. Продольный шат винта устраняется путём подкладки шайбы соотвествующей толщины и диаметра, со стороны крышки винта, под которой находится подшипник и закрывается накладкой. Фото 6. В итоге винт не имеет продольного шата, и не ухудшается его вращение под нагрузкой.
время у нас летят петли. Смотрим на намотку, а там что только нет: горбы, провалы, намотка конусами, леска намоталась на корпус шпули и т.д. Катушку после этого приговаривают «к смертной казни»,в лучшем случае для лески. А причина может быть в следующем.
Шток шпули крепится винтом к бегунку, который перемещается по червяку, при помощи вилочки. В собранной катушке двигаем шток вверх-вниз, и ощущаем шат. Этот шат в хороших катушках не должен превышать 0.5-1мм. А в некоторых катушках он доходит аж до 6-7мм. ужас. Вот и получается на рыбалке, при твиче вниз, шпуля под своим весом смещает шток вниз, тем самым смещается соосность относительно бортов шпули и ролика. При рывках вверх всё наоборот. В итоге леска ложится абы как. При проводке мы делаем рывки в разные стороны, а шпуля живет своей жизнью, и леска сама по себе.
Тем самым если вилочка сильно ходит во втулочке фото 7, добавляем 1-н оборот тоненькой плёнки, чтобы было не внатяг. А втулку вместе с вилочкой в бегунок садим плотно с помощью плёнки, тоже оборачивая её по кругу, фото 8. И у нас получается люфт равный ширине нарезанной канавки на винте минус толщина вилочки, тобиш, где-то 0.5-1мм. Самое то, что нужно.

Многие, наматывая леску/шнур дома видят что укладка хорошая. Но на рыбалке через какое-то время у нас летят петли. Смотрим на намотку, а там что только нет: горбы, провалы, намотка конусами, леска намоталась на корпус шпули и т.д. Катушку после этого приговаривают «к смертной казни»,в лучшем случае для лески. А причина может быть в следующем. Шток шпули крепится винтом к бегунку, который перемещается по червяку, при помощи вилочки. В собранной катушке двигаем шток вверх-вниз, и ощущаем шат. Этот шат в хороших катушках не должен превышать 0.5-1мм. А в некоторых катушках он доходит аж до 6-7мм. ужас.

Тем самым если вилочка сильно ходит во втулочке фото 7, добавляем 1-н оборот тоненькой плёнки, чтобы было не внатяг. А втулку вместе с вилочкой в бегунок садим плотно с помощью плёнки, тоже оборачивая её по кругу, фото 8. И у нас получается люфт равный ширине нарезанной канавки на винте минус толщина вилочки, тобиш, где-то 0.5-1мм. Самое то, что нужно.


Далее. В собранной катушке покрутив шток влево-вправо почувствуем как он шатается (если он не на направляющих). Добавив шайбочку на втулочку бегунка сверху, устраняем это явление. Фото 9. Не переборщите с толщиной шайбы, иначе быстро сработается вилочка и винт. Ставим шайбу, закрываем крышечкой, прикручиваем, собираем корпус и смотрим. Если люфт стал меньше раза в 2-3,то отлично, если исчез совсем, то это уже плохо- значит переборщили с толщиной шайбы. Повторяем процедуру, пока не добьёмся нужного результата.

3. МЕХАНИЗМ РОЛИКА ЛЕСОУКЛАДЫВАТЕЛЯ.
На некоторых катушках вроде нет самосброса дужки, но при ловле, приманки которые оказывают большое сопротивление при проводке, бывает заметно, что дужка не дозакрывается. Т.К. усилие создаваемое приманкой очень значительное, и леска проходя через ролик, оттягивает дужку.
Многие растягивают пружину, но это проблему не решает. Намного лучше будет, если Ступеньку, в которую упирается Т-образный шток, срезать самодельным резаком примерно на 2-3мм. (фото 10), (если катушка имеет графитовый ротор), а на шток одеть подходящего размера кусочек трубочки/стержня. Длинной равной длине срезанной ступеньки. Таким образом, зигзагообразная проволочка будет с большим усилием держать дужку закрытом состоянии (фото 11).



У некоторых катушек сама дужка в местах крепления имеет значительный люфт. Избавится от него очень просто-подкернить , в одном или 2-х местах (фото 12). Этим мы добьёмся жёсткости всей конструкции в целом.

В катушках с графитовым ротором при открывании-закрывании дужки бывает ощущение, что её что-то сдерживает. Это можно исправить, если на боковых крышках подточить надфилем те места, где затирают «уши» дужки, если затирают (фото 13). И на места крепления ушей не наносить много смазки.
Затем улучшить скольжение можно вставив шайбы из фторопластовой плёнки нужного диаметра (фото 14), естественно всё должно быть, сделано аккуратно и максимально подогнанно к трущемся поверхностям, а также вставив плёнку в зазоры «втулок» ушей (фото 15). Шайбы вырезаются из плёнки нужной формы и нужного размера. Под болт уха со стороны ролика тоже ставим прокладку. Таким образом, механизм возврата дужки работает отлично, практически как у катушек с металлическим ротором, только нет характерного «металлического» щелчка при закрывании дужки.


Также некоторые катушки низкой ценовой категории брендовых фирм, не имеют фиксации ротора при открытой дужке. Это черева-то отстрелом приманки при забросе, если ротор достаточно провернётся, и сработает автоматическое закрывание.
Исправить это можно следующей нехитрой операцией. Надев подходящее резиновое кольцо (чтобы сидело плотно, и было достаточной толщины – всё подбирается опытным путём), или если такового нет, можно нарезать из велокамеры необходимое количество штук, и надеть их друг на друга (фото 16.а.б.). Тогда при открывании дужки металлическая проволочка выдвигаясь, упирается в резиновое кольцо. Есть только одно но – закрывать дужку теперь нужно только рукой, а не поворотом рукоятки.


Многие ни как не могут понять – почему ролик шумит. Вроде и смазка есть, и не изношен. Основная причина в том, что сам ролик имеет значительный люфт. И если поперечного нет – ролик на подшипнике, то продольный существенный. Если у катушки покрутить ролик листком бумаги по желобу, то он хорошо вращается, а если же покрутить с нажимом в сторону, ролик смещается (перекашивается и практически не вращается), тот же эффект происходит и на рыбалке. Следовательно, износ ролика и шайб происходит неверно.
Исправить это можно выбив из той же фторопластовой плёнки (фото 17) шайбы, которые по диаметру чуть больше диметра ролика и ложатся в чашку в притирку. Шайбы добавляют с двух сторон, пока люфт у ролика не исчезнет (вращение проверяем тем же листком бумаги по ходу дела). Также бока ролика желательно отполировать до «зеркала» (паста Гои- но лучше алмазная),сгладив неровности на поверхностях. Иначе бока ролика прорежут плёнку.

В некоторых катушках стоит 1-н подшипник закрытого (открытого) типа, который в процессе эксплуатации работает на сухую. И смазать его, капнув масла на крышки, с убеждением, что оно туда попадёт в достаточном количестве, надеяться не надо. Если конструкция крышек подшипника на скобах, то иголкой открываем и промываем, смазываем густой смазкой и капнув чуть-чуть масла – закрываем.
Если бока крышек завальцованы тогда лучше будет масло для катушек налить в ёмкость, так чтобы хватило закрыть подшипник с верхом. Нагреть на чём либо, пока масло не раскалится. ЧТО ДЕЛАТЬ НАДО ОЧЕНЬ ОСТОРОЖНО . Затем снимаем ёмкость и опускаем туда подшипник. Из него сразу выходит воздух и грязь. И даём ёмкости остыть. После этой процедуры подшипник внутри полон масла и работает как новый.
Вместо 2-го подшипника может стоять тефлоновая втулка-это хорошо. Если же её нет и в место это её сделан металлический выступ (фото 18), то на это место отлично подходит втулочка, если диаметр вручную рассверлить, пока она не сядет поверх выступа. Ширину подгоняют опытным путём – стачиваем надфилем до нужного размера. Наружный диаметр втулки должен быть равным диметру подшипника (фото 19). Таким образом, ролик имеет две опоры на всю его ширину, что уменьшает перекос ролика под нагрузкой.


Одеваем её на выступ. После этих операций ролик перестаёт шуметь. Но при условии, что после 2-3-х рыбалок будет проведено общее ТО, и если какая, то из прокладок сработалась её надо заменить.
У некоторых фирм конструкция ролика такова, что он посажен на винт. Можно сделать следующую доработку этого узла.


Убираем стопор, шайбу. Термофит по желанию! Берём кусочек термофита ; диаметр подбираем опытным путем/садится должен плотно. Ставим, нагреваем, и ставим 2-ой подшипник. Из фото всё понятно.Фото 20,21,22,23.


Единственное что, 2-ой подшипник тоньше первого. И с этой же стороны придётся вырезать новую прокладку, внутренний диаметр которой по диаметру винта , наружный обязательно больше ролика.
5. ШЕСТЕРНЯ РОТОРА.
Подшипник ротора устанавливается в чашку (как правило из металла), (фото 24,25). С помощью плёнки (как на фото 3), если позволяют допуска, его также ставят обратно в чашку с небольшим усилием. Тем самым подшипник в чашке не сидит плотно.


В некоторых катушках ротор посажен на один головной подшипник, в некоторых на подшипник и втулку. В этом случае втулку можно закрепить плёнкой в корпусе катушки. Это устранит поперечный люфт ротора. Если ротор посажен на 2 подшипника это ещё лучше. В таком случае если допуска позволяют, подшипники можно уплотнить прямо на роторе. Такая операция исключит продольный и поперечный люфт. Стук под нагрузкой как раз из-за этого проклятого поперечного люфта. Особенно этим грешат катушки с графитовым корпусом. Где шестерня ротора ставится на один головной подшипник, а с другой в пластиковый выступ. Тем самым под нагрузкой ось шестерни ротора смещается в какой-то момент относительно оси смежной шестерни, и ощущается стук. Исправить это можно путём добавления тефлоновой втулки с выступом (если таковая имеется) в корпус- если позволяют размеры- и естественно не в ущерб надёжности данного узла. В случае же если шестерня ротора сидит плотно но стук под нагрузкой есть, причиной может быть подшипник – его износ, плохое качество – внутреннее кольцо сильно шатается относительно наружного. Тут только замена подшипника/ов.
Обгонная муфта в доработке не нуждается. Если только чашечка обгонки не болтается в корпусе что дурная, если смотреть с верху – то люфт влево-вправо. В этом случае по кругу чашечки вставляем небольшие полоски какого нибудь капрона, обычно хватает 6 шт, размером примерно 5 на 10 мм. Всё зависит от толщины материала, размера катушки, чашечки муфты, и т.д.
Вставляем по кругу, между корпусом и чашечкой, чтобы не нарушить центровку муфты.
Может быть такое, что ротор фиксируется, но под небольшой нагрузкой с дает в обратную сторону (не прокручивается) где то на 0.5-1см. Подгибание усиков на сепараторе «шо» слону дробина. Лучше всего подобрать более тугую пружину, естественно в рамках разумного – иначе быстро выработается втулка. Если пружина перетянет сепаратор в обратную сторону, то у катушки ход станет тяжелее, так как муфта будет тормозить втулку шестерни ротора.
ЧАСТЬ 4. РУЧКА КАТУШКИ.
Многие не обращают внимания на ручку катушки – поставили, прикрутили винтом крепче некуда и всё. Однако проблемы больше чем кажутся. На многих катушках ручка складывается в походное положение с помощью кнопки, и в этом месте под нагрузкой уже есть люфт. Даже если изначально его нет, то спустя несколько рыбалок он появляется, вроде незначительно, однако люфт с бобышки ручки складывается с тем, что на соединении. В итоге уже существенно ощущается и действует на нервы. Нам кажется, что это люфт главной передачи, подкладываем шайбы, а он всё не исчезает. В итоге сильно изнашиваются зубья шестерён, и катушка приходит в частичную негодность. Традиционное подклёпывание клина проблемы не решает, а только разбивает соединение. Некоторые сразу выбивают клин и закручивают винтом наглухо, это вообще исключает разбалтывание ручки в этом месте (фото 26).

Надфилем стачиваем уступы, по бокам 4-х гранника (в данном случае) ставим очень плотно шайбы, и сверху закручиваем винтиком насквозь. И рукоятка получается цельная.
Однако в этом есть недостаток-ручку надо каждый раз откручивать и вынимать. Что не исключает попадание песка и грязи внутрь механизма – да и просто неудобно. Однако скоро привыкаешь и не ощущаешь в этом недостатка. Самодельное резиновое кольцо от камеры закрывает подшипник, а с другой стороны удерживает винт – крышку. При ловле это кольцо не мешает. Фото 27,28,29.
Если удастся найти вот такой клинышек. Фото 30.То это устранит люфт в месте , где вставляется ось в шестерню, при затягивании винт-крышки.

Не кидайте, плиз, тухляками, что использую Пикабу как форум по ремонту быт.техники.
В последнее время разносторонность Пикабушников и предлагаемые решения, в том числе время реагирования, порой превосходят эти параметры на специализированных форумах!
В общем меняю на стиралке подшипники и сальник, обнаружил, что ось где всё это крепится проржавела, соответственно, подшипник, который ближе к воде люфтует и надо что-то предпринять для устранения оного.
Посетили мысли следующие: сварка небольшая по краям, склейка, пока не знаю чем или вообще гильзование, по образцу и подобию как в ДВС.
П.С. ЛыЖе уже 13 лет, этот узел не меняли, если починю, вторая жизнь по ходу будет!