Ювелирное обозрение
Все о ювелирных украшениях, драгоценных камнях и металлах
Какие детали делают на фрезерном станке
Содержание
- 1 Фрезерные работы от 1 детали
- 2 Фрезерная обработка с ЧПУ
- 3 Когда могут понадобиться
- 4 Какие детали можно изготовить на фрезерных станках
- 5 Из какого материала можно изготовить
- 6 Что от вас требуется для изготовления деталей
- 7 Цены на фрезерные работы от 2 000 рублей
- 8 Стоимость нормочаса
- 9 Время на выполнение работ
- 10 Максимальные размеры обрабатываемой детали
- 11 Виды фрезерной обработки
- 12 Оборудование
- 13 Примеры работ
- 14 Сборка и доставка готовой продукции
- 15 Видео
- 16 Что можно делать на фрезерном станке
- 17 Из чего состоит фрезеровщик
Фрезерные работы от 1 детали

У нас Вы можете разместить заказ на токарно фрезерные работы с чпу от одной детали до огромной серии. Штучное производство позволяет нам показать наши возможности и качество наших услуг.
Услуги на фрезерные работы под заказ в основном предоставляем по Москве и области, в удаленные регионы России возможно доставка с помощью транспортных компаний.
Фрезерная обработка с ЧПУ
 Фрезерную обработку с чпу как правило заказывают когда требуется высокая точность изготовления, а универсальный станок такой точности не дает. Или для производства мелкосерийных и серийных деталей, количестве которых начинается минимум от 10 штук.
Фрезерную обработку с чпу как правило заказывают когда требуется высокая точность изготовления, а универсальный станок такой точности не дает. Или для производства мелкосерийных и серийных деталей, количестве которых начинается минимум от 10 штук.
Делать такие партии на универсальном оборудовании нецелесообразно, так как скорость, точность и повторяемость будет значительно ниже. Что приведет к увеличению цены и поставит под вопрос рентабельность изготовления. Поэтому нужно понимать что стоимость одной и той же детали в штучном исполнении и в серийном будет существенно отличаться. Подробное обоснование ценообразование и почему так происходит рассказано тут .
Когда могут понадобиться
Работы на фрезерном станке помогут понадобиться как в промышленном производстве, так и в быту. Несколько примеров мы привели ниже.
- Когда деталь треснула или сломана;
- Новую больше не производят или стоимость оригинальной детали слишком высока, либо доступна только под заказ с огромным сроком поставки.
- Если Вы решили модернизировать или укрепить конструкцию своей техники, например, автомобиль, мотоцикл, станок, садовую технику и Вам нужна именно металлическая деталь или деталь из более прочного материала.
- Если требуется сделать поверхность ровной;
- Если требуется поверхность близкая к зеркальной;
- Если у Вас есть образец, эскиз или чертеж и Вам требуется единичное или серийное производство.
Какие детали можно изготовить на фрезерных станках
Ниже представлены несколько примеров деталей, которые можно изготовить при помощи фрезерной обработки. Современные обрабатывающие центры с ЧПУ позволяют выполнять огромные объемы работ, на заказ можно сделать практически все что угодно.
Из какого материала можно изготовить
Опытный фрезеровщик может изготовить деталь практически из любого материала. Как правило в работу идут следующие:
Что от вас требуется для изготовления деталей
Чтобы запустить ваше изделие в производство Вам необходимо предоставить нам:
- Образец детали (мы самостоятельно сделаем чертеж);
- Или эскиз;
- Или чертеж;
- Оплатить заказ (от 50 до 100%, по договоренности).
Цены на фрезерные работы от 2 000 рублей
Цены на фрезерную обработку как правило индивидуальны, так как изготовление каждой новой детали – это построение с нуля всех производственных процессов. Почему одна небольшая деталь не может стоить дешево подробно описано ниже.

| Описание | Цена за 1 штуку | Фото |
|---|---|---|
| Корпус в сборе Материал – Д16Т Работы: фрезерные чпу и слесарные Количество в заказе – 30 штук. |
62 500 руб. + НДС | 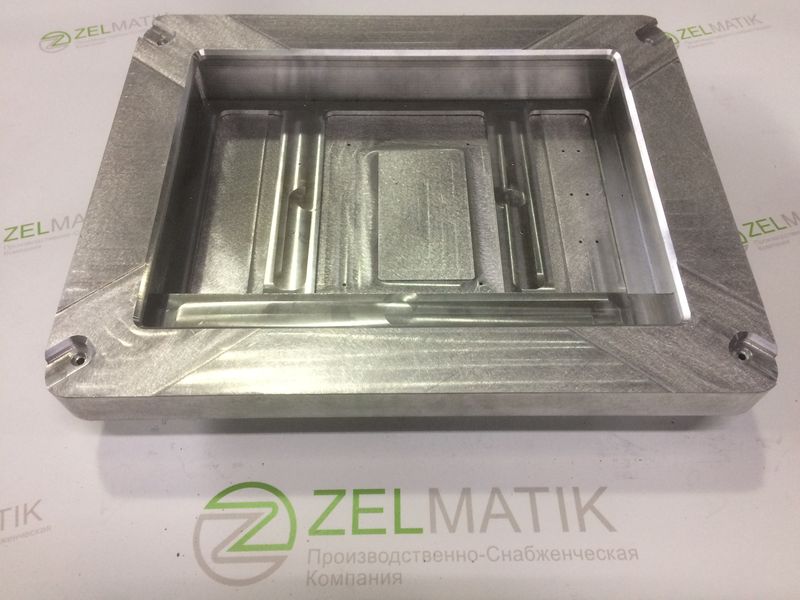 |
| Корпус с покрытием Материал – АМГ Работы: фрезерные чпу, слесарные, спец. эмаль + олово-висмут Количество в заказе – 16 штук. |
157 000 руб. + НДС |  |
| Полуматрица бронзовая Материал – браж 9-4 бронза Работы: фрезерные чпу и слесарные. Количество в заказе – 15 штук. |
25 000 руб. + НДС |  |
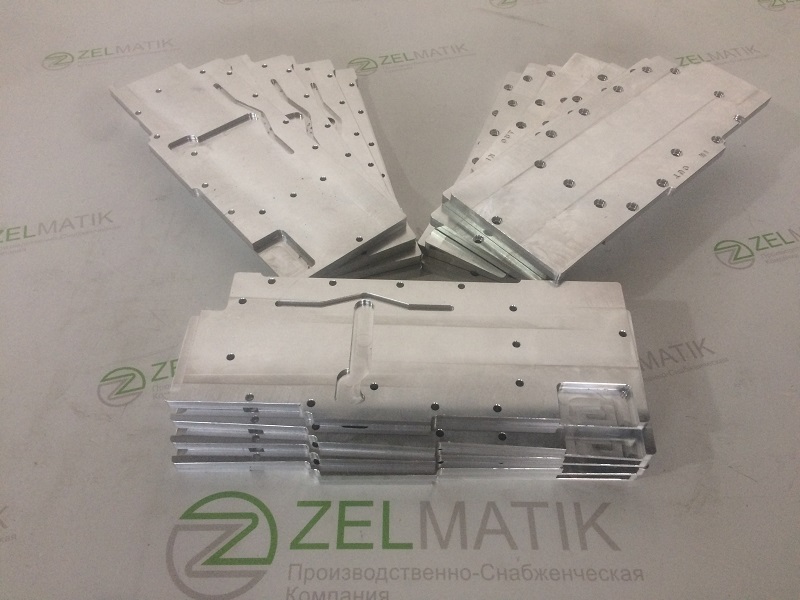
| Скоба Материал – Д16Т Работы: фрезерные чпу, слесарные, Количество в заказе – 90 штук. |
7 400 руб. + НДС |  |
| Пирамида Материал – Д16Т Работы: фрезерные чпу, слесарные, Количество в заказе – 53 штуки. |
5 600 руб. + НДС |  |
| Держатель Материал – Д16Т Работы: фрезерные чпу, слесарные, Количество в заказе – 800 штук. |
3 100 руб. + НДС |  |
| Подковы Материал – Д16Т Работы: фрезерные чпу и слесарные. Количество в заказе – 300 штук. |
4 000 руб. + НДС | " src="https://zelmatik.ru/wp-content/uploads/2013/11/IMG_6859.jpg" alt="Подковы" w /> |
| Куб с крышкой Материал – 12х18н10Т Работы: Токарно-фрезерные и слесарные Количество в заказе – 20 штук. |
9 900 руб. + НДС | " src="https://zelmatik.ru/wp-content/uploads/2013/11/IMG_5738.jpg" alt="Держатель" w /> |
| Плита нержавеющая размер 1191х710х28 мм Материал – 12х18н10Т после гидроабразивной резки Работы: фрезерная обработка ЧПУ (давальческое сырье) Количество в заказе – 11 штук. |
Материал – Д16Т
Работы: фрезерные чпу и слесарные.
Количество в заказе – 33 штук.
Материал – АМг6 алюминий
Работы: фрезерные чпу и слесарные.
Количество в заказе – 390 штук.
Материал – АМг5
Работы: фрезерные чпу и слесарные.
Количество в заказе – 55 штук.

Материал – ПА6 полиамид (давальческий)
Работы: фрезерные чпу и слесарные.
Количество в заказе – 320 штук.
Материал – ПВХ
Работы: фрезерные чпу и слесарные.
Количество в заказе – 640 штук.

К нам часто приходят клиенты, которым требуется изготовить одну небольшую деталь. По их мнению, она должна стоить небольших денег, к примеру 500 рублей, так как они ее покупали или видели в магазине за эти деньги. В магазине это действительно может быть так, но свою продукцию они закупают по оптовым ценам! Это значит, что заказывают они ее большими партиями ( от 1000 и более штук ), поэтому и цена получается ниже. У производителей, которые продают эти детали серийными партиями ( от 1 000 штук и более) давно все настроено и отлажено с точки зрения производства!
- Как правило нет чертежа (есть только сломанная деталь);
- Для изготовления нужно снять все размеры;
- Сделать чертеж;
- Подумать на каком оборудование и как лучше сделать;
- Закупить материал в малом количестве (поставщики не продают малым объемом);
- Настроить станок;
- Сделать деталь (а с первого раза может не получиться, так как деталь уникальная и еще нет опыта ее изготовления);
- И еще куча мелочей, которые мы тут не расписываем.
Поэтому получается, что небольшая деталь в штучном исполнении стоит дороже, чем в магазине, а главная тому причина – индивидуальное и штучное производство! На большую партию цена естественно будет ниже.
Ну и давайте будем честными до конца, если бы Вы могли купить необходимую Вам деталь в магазине, Вы бы это и сделали.
- Деталь снята с производства;
- У нее большой срок поставки из Европы;
- Вы хотите ее модернизировать;
- Изготовить из более прочного материла;
- получить ее дешевле (но на штучном производстве это редкость. Впрочем, нужно смотреть конкретную деталь, так как все индивидуально.)
Все выше перечисленное, как правило, относится к физическим лицам или небольшим компаниям, которые никогда не сталкивались с фрезерными работами. Большие компании которые уже с нами работают или приходят в первый раз все это прекрасно знают.
Исходя из выше сказанного, руководство компании ООО “ПСК “Зелматик” приняло решение, что минимальная сумма заказа в нынешних реалиях составляет от 2 000 рублей .

Стоимость нормочаса
Для примерного понимания стоимости фрезерных работ введено понятие нормочаса, в нашей компании он фиксирован и составляет 1 200 рублей, но нужно отчетливо понимать, что конечная стоимость детали определяется множеством факторов.
Вот некоторые из них: объем, сложность, материал, необходимость оправок, требуемая скорость производства и еще много другое. Поэтому для всех привычного prices тут нет и быть не может.
| Тип работы | Цена с НДС |
|---|---|
| Создание 3D модели по чертежу | от 1 000 руб. / час |
| Разработка технологии и подбор инструмента | от 700 руб. / час |
| Написание управляющих программ | от 1 100 руб. / час |
| Фрезерная обработка на универсальных станках | от 900 руб. / час |
| Фрезерная обработка на станках с чпу | от 1 200 руб. / час |
| Фрезерная обработка на станках с чпу для материалов твердостью до HRC 45 | от 1 400 руб. / час |
| Срочные фрезерные работы | от 2 000 руб. / час |
Время на выполнение работ
Московские регионы, с которыми преимущественно мы работаем известны своим динамичным образом жизни, они привыкли работать быстро и срочно, но к производству эти понятия не всегда применимы так даже самый опытный токарь или фрезеровщик не могут работать быстрее станка, у которого есть определенные режимы резанья.
 Срок производства зависит от множества факторов. Основные из них:
Срок производства зависит от множества факторов. Основные из них:
- Сложность изделия;
- Наличие грамотно составленных чертежей, на которых есть все размеры!;
- Количество изделий;
- Загруженность нашего производства;
- Наличие необходимого материала для производства.
Максимальные размеры обрабатываемой детали
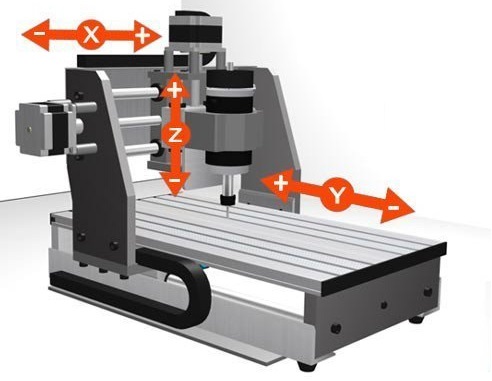
| Характеристики | Максимальное значение |
|---|---|
| Перемещение по оси X | 850 мм. |
| Перемещение по оси Y | 600 мм. |
| Перемещение по оси Z | 600 мм |
| Количество оборотов | 20 000 об./мин. |
| Максимальный вес | 800 кг. |
Виды фрезерной обработки
Для производства деталей фрезеровка с числовым программным управлением (ЧПУ) просто необходима, особенно она актуальна в серийном производстве.
Ниже показаны изображения, где наглядно показано как фреза обрабатывает поверхности металла с разных сторон.




- Фрезерование горизонтальных поверхностей;
- Фрезерование вертикальных поверхностей;
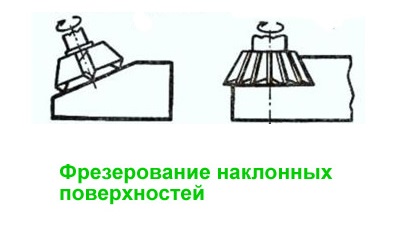
- Фрезерование наклонных поверхностей;
- Фрезерование пазов и канавок;
- Фрезерование фасонных поверхностей.
Оборудование
Ниже представлены чпу и универсальные фрезеровочные станки , которые мы используем для обработки металла.
| Название станка | Производитель | Модель |
|---|---|---|
| Фрезерный обрабатывающий центр VDF850 | DMTG | VDF850 |
| Обрабатывающий центр с ЧПУ | FAMU Parpas | PHS – 812 |
| Вертикально-фрезерный с ЧПУ | Leadwell | V-30 |
| Универсальный фрезерный | Visprom | fvx-125w с уци |
| Фрезерно-гравировальный | Beaver | victor 9A |
| Станок широкоуниверсальный фрезерный | Польша | FWD-32 |
Примеры работ
Ниже представлено несколько видов фрезерных работ, которые были выполнены на нашем производстве.
Сборка и доставка готовой продукции

Чтобы максимально избавить заказчика от хлопот, и предоставить полный комплекс услуг, компания ООО “ПСК “Зелматик” может сделать все “под ключ” а именно:
Видео
На видео показаны элементы процесса механической обработки на станке с чпу.
Your browser does not support the video tag.
Фрезерное ЧПУ оборудование является одним из самых распространенных видов оборудования, поэтому его можно встретить как на большинстве мелких и крупных предприятий, так и в личном пользовании. С его помощью производят массу изделий, деталей и заготовок, которые в дальнейшем используются человеком в быту или при изготовлении различных товаров.
Что можно делать на фрезерном станке
Список материалов, с которыми может взаимодействовать фрезерный инструмент, может занять пару десятков пунктов. Если же говорить о наиболее популярных, то это:
- металлы любой твердости, от латуни до титана;
- мрамор, гранит;
- драгоценные камни, в том числе алмаз;
- стекло;
- резина;
- гипс и воск;
- натуральная древесина, включая очень прочную, МДФ, ДСП;
- бумага.
Вполне понятно, что при таком большом разнообразии подходящих для обработки материалов, фрезерное оборудование используется практически во всех производственных и прочих сферах, например, в изготовлении рекламных конструкций. Чаще всего фрезеры применяют для выпуска таких изделий и заготовок, как:
- металлические шестерни, зубчатые колеса, кузовные элементы автомобилей и прочей техники, втулки и т. д.;
- надгробные плиты из мрамора и гранита (гравировка);
- мебельные фасады;
- деревянные изделия цилиндрической формы (трости, мундштуки, балясины, колонны);
- настенные панно с рельефами, барельефами, горельефами;
- мебель всех видов (офисная, корпусная, мягкая, для образовательных учреждений, баров и прочее);
- буквы, цифры и элементы любой геометрии для рекламных вывесок;
- большие и малые архитектурные формы, скульптуры;
- сборные конструкторы и кукольные дома из фанеры;
- восковки для отливки ювелирных изделий;
- все виды стоматологических протезов.
Современные модели фрезеров представляют собой не просто станок, а целый программно-управляемый комплекс, который может работать самостоятельно, с минимальным человеческим участием. Такое оборудование повышает эффективность производства, снижает процент выпуска бракованной продукции и травматизм на рабочем месте. Но самое важное — это многократное улучшение параметров точности, которые в десять раз превосходят эти цифры в сравнении с фрезерами без электронных составляющих. Благодаря этому не только качество фрезерно-гравировальных работ значительно повысилось, но и увеличилась сложность обработки: фреза, управляемая компьютером, в состоянии создать такие заготовки или элементы изделий, которые сделать другими методами просто невозможно.
Из чего состоит фрезеровщик
Модельный ряд фрезерного оборудования крайне разнообразен в силу большого количества разновидностей таких станков. Это и граверы, и токарно-фрезерные аппараты, и сверлильные установки. Каждая из групп имеет большое количество внутренних разновидностей: наличие или отсутствие поворотного стола, особенности функции подъема/опускания рабочей зоны, габаритные размеры и многое другое. Однако общие элементы конструкции остаются примерно одинаковыми для всех устройств.
Опорная плита — стационарное чугунное основание, предназначенное для болтового монтажа станины. Материалом для изготовления служат марки чугуна СЧ 15-32 и СЧ 21-40. Пространство между станиной и основанием часто используют для размещения электронасосов или жидкостных емкостей системы охлаждения.
Станина — один из ключевых элементов всех станков, независимо от их модели и назначения. Изготавливается из стального профиля путем его сварки или отливается из чугуна вышеупомянутых марок. Является основанием для фиксации всех подвижных и неподвижных механизмов и узлов оборудования. Для крупногабаритных металлообрабатывающих фрезеров используют преимущественно чугунные станины, так как они способны выдерживать большие нагрузки. Для станков меньших размеров, а также деревообрабатывающих и прочих предпочитают применять сварные, так как они имеют значительно меньший вес, что облегчает транспортировку и монтаж оборудования. Независимо от используемого при изготовлении материала, все станины усиливаются внутренними ребрами жесткости, фиксирующими каркас, минимизирующими вибрацию и придающими им дополнительную надежность. Внутри обычно размещают электрошкаф и коробки скорости и переключения.
Направляющие — сборные элементы из высоколегированной стали, отвечающие за линейное перемещение по осям. Нижняя часть направляющих неподвижно фиксируется на станине, а верхняя служит для крепления подвижных устройств станка (каретка, стол и т. д.). Чем выше качество изготовления данного элемента конструкции, тем меньше рывков и вибраций испытывает заготовка при обработке и передвижении, что во многом влияет на конечный результат фрезерования.
Стол — зона для размещения заготовки. В зависимости от модели и типа станка может быть как стационарной, так и подвижной. Во втором случае рабочий стол отвечает за подачу предмета обработки к режущему инструменту и может быть поворотным, подъемным и с горизонтальным перемещением. Является основой для фиксации крепежной оснастки, удерживающей детали и заготовки в неподвижном состоянии в процессе фрезерования. Стол изготавливают из прочных, жестких материалов, устойчивых к физическому воздействию, пластическим деформациям и вибрациям.
Шпиндель — цилиндрический вал в прямоугольном металлическом корпусе, подсоединенный к двигателю станка и отвечающий за мощность оборудования и скорость обработки. Оснащен зажимным приспособлением для фиксации фрезерного инструмента. Основное назначение шпиндельной головки — это передача вращательного движения от двигателя к фрезе и перемещение ее над поверхностью стола в тех моделях, где шпиндель не является стационарным элементом.
Фреза — не считается прямым компонентом оборудования, но служит инструментом, который, собственно, и совершает напрямую все операции с материалом, поэтому может быть причислена к составляющим оборудования. Представляет собой металлическое приспособление, снабженное режущими поверхностями. Бывает разных размеров, вариантов крепления и форм, что определяет целевое использование инструмента.
Электрооборудование — группа компонентов, приводящих в движение все приводы, отвечающих за освещение, работу систем сигнализации вентиляции, охлаждения и маслоподачи.
Компьютер (стойка с экраном и клавишами, ноутбук и тому подобное) — устройства, которые непосредственно служат для управления станком, запуска файла обработки и его создания (исключая управляющую стойку).
Представляем профессиональный фрезерный станок для обработки камня 1325 Stone. Запуск станка, процесс работы и пример готового изделия на видео.

В гостях у нашего постоянного клиента компании «Пластфактория», которые занимаются изготовлением POS-материалов и сотрудничают с крупными косметическими брендами.

Видеоотчет с посещения производства наших клиентов – компания «АЛЬТАИР». О работе на производстве, изготавливаемых изделиях и станках от компании Wattsan.
На фрезерных станках обрабатывают горизонтальные, вертикальные и наклонные плоскости, фасонные поверхности, фрезеруют пазы, шпоночные канавки, зубья прямозубых и винтовых цилиндрических зубчатых колес, обрабатывают сложные поверхности набором фрез, нарезают резьбу. Рассмотрим основные работы, выполняемые на горизонтально и вертикально-фрезерных станках.
Горизонтальные плоскости обрабатывают цилиндрическими фрезами (рис. 11 a) на горизонтально-фрезерных станках либо торцевыми фрезами (рис. 11 в) на вертикально-фрезерных и продольно-фрезерных станках.
В большинстве случаев более производительна обработка торцевыми фрезами, крепление которых в шпинделе более жестко, число одновременно работающих зубьев больше, чем у цилиндрических фрез, и благодаря этому они работают более плавно. Наиболее производительна обработка плоскостей торцевыми фрезами со вставными ножами, оснащенными твердыми сплавами.
Вертикальные плоскости обрабатывают на горизонтально-фрезерных станках торцевыми или дисковыми фрезами, на продольно-фрезерных — торцевыми и на вертикально-фрезерных — концевыми фрезами (рис. 11в, г, д).
Наклонные плоскости и скосы обрабатывают на горизонтально-фрезерных станках угловыми фрезами (рис. 11e) или на вертикально-фрезерных станках с поворотной головкой — торцевыми (рис. 11 ж). При этом шпиндельную головку поворачивают на необходимый угол.
Прямоугольные пазы и уступы фрезеруют дисковыми фрезами на горизонтально-фрезерных или концевыми — на вертикально-фрезерных станках (рис. 11з,и).
Пазы Т-образные и типа «ласточкин хвост» фрезеруют на вертикально-фрезерном станке в два прохода. Ранее прорезают прямоугольный паз цилиндрической концевой фрезой, а затем окончательно обрабатывают паз фрезой соответствующего профиля (рис. 11 к, л).
Шпоночные пазы открытые обрабатывают на горизонтально-фрезерных станках дисковыми фрезами (рис. 11о), а закрытые — на вертикально-фрезерных станках концевыми (рис. 11м) или специальными шпоночными фрезами.
 Фасонные поверхности обрабатывают фасонными фрезами соответствующего профиля (рис. 11л, р) преимущественно на горизонтально-
Фасонные поверхности обрабатывают фасонными фрезами соответствующего профиля (рис. 11л, р) преимущественно на горизонтально-
фрезерных станках, а сложные пространственные фасонные поверхности — на специальных копировально-фрезерных станках.
Сложные поверхности, представляющие собой сочетание горизонтальных, вертикальных и наклонных плоскостей, а иногда и криволинейных поверхностей, часто фрезеруют набором фрез на горизонтально- и продольно-фрезерных станках (рис. 11с).
Фрезерные станки имеют весьма широкую область применения и разделяются на две основные группы: станки общего назначения и специализированные. К первой группе относятся станки консольные и бесконсольные, продольно-фрезерные, станки непрерывного фрезерования (карусельные и барабанные). Ко второй группе относятся станки копировально-фрезерные, зубофре-зерные, резьбофрезерные, шпоночно-фрезерные шлицефрезер-ные и др. Типоразмеры станков характеризуются площадью рабочей (крепежной) поверхности стола или размерами обрабатываемой заготовки (при зубо- и резьбообработке).
Приспособления для установки и закрепления заготовок на фрезерных станках — это различные прихваты, подставки, угловые плиты, призмы, машинные тиски, столы и вспомогательные инструменты, механизирующие и автоматизирующие закрепление заготовок и тем самым сокращающие вспомогательное время.
Прихваты (рис. 5.10, а) используют для закрепления заготовок или каких-либо приспособлений непосредственно на столе станка с помощью болтов. Нередко один из концов прихвата Попирается на подставку 1 (рис. 5.10, б).
Если при обработке заготовок необходимо получить плоскости, расположенные под углом одна к другой, то применяют угловые.
Рис. 5.8. Установка торцовых насадных фрез на шпиндель станка: 1 — фреза; 2 — шпонка; 3 — винт; 4 — шпиндель
Р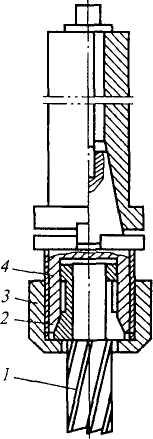 ис. 5.9. Установка концевых фрез с цилиндрическим хвостовиком в патроне:
ис. 5.9. Установка концевых фрез с цилиндрическим хвостовиком в патроне:
1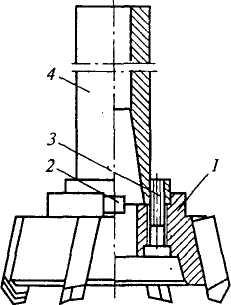 — фреза;2 — цанга; 3 — гайка; 4 — патрон
— фреза;2 — цанга; 3 — гайка; 4 — патрон
Машинные тиски могут быть простыми неповоротными (рис. 5.12, а), поворотными (поворот вокруг вертикальной оси, рис. 5.12, б), универсальными (поворот вокруг двух осей, рис. 5.12, в) и специальными (например, для закрепления валов, рис. 5.12, г): с ручным, пневматическим, гидравлическим или пневмогидравлическим приводом.
Столы для установки и закрепления заготовок бывают неповоротными (рис. 5.13, а) и поворотными (рис. 5.13, б) с ручным, пневматическим, гидравлическим или электрическим приводом. Поворотные столы позволяют обрабатывать на станке фасонные поверхности заготовки, а также применять метод непрерывного фрезерования, когда во время обработки одной заготовки уже готовые детали снимают и на их место устанавливают новые заготовки. Непрерывное вращение стола обеспечивает отдельный привод или привод станка.
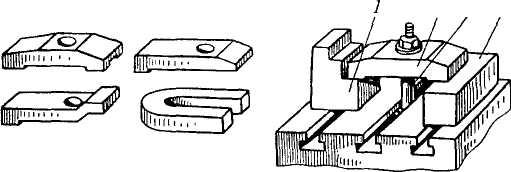
Рис. 5.10. Прихваты и подставка:
а — прихваты для крепления детали непосредственно на столе станка; б — прихват, опирающийся на подставку: 1 — подставка; 2 — прихват; 3 — болт; 4 —заготовка
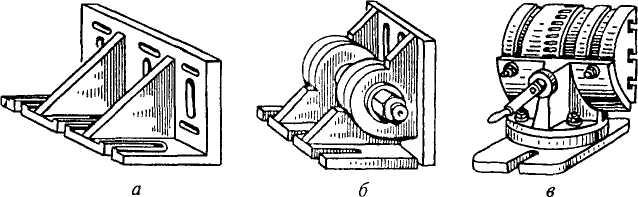
Рис. 5.11. Угловые плиты: а — обычные; б — универсальные, допускающие поворот вокруг одной оси; в универсальные, допускающие поворот вокруг двух осей
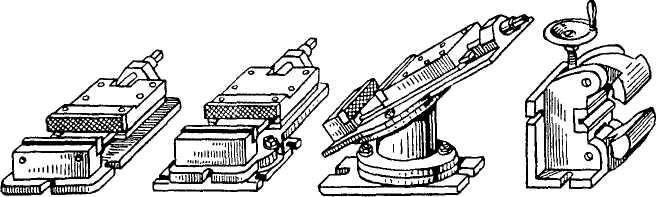
Рис. 5.12. Машинные тиски: а — неповоротные; б — поворотные; в — универсальные; г — специальные
Р 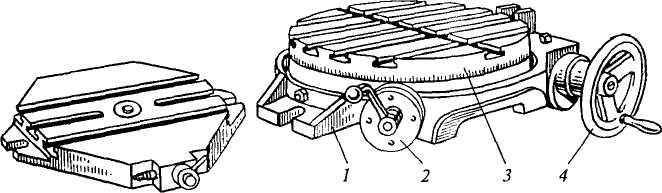 ис. 5.13. Столы:
ис. 5.13. Столы:
а — неповоротный; б — поворотный: / — кронштейн для крепления стола на станке; 2 — стопор; 3 — шкала отсчета угла поворота; 4 — рукоятка ручного попорота
Нередко на фрезерных станках (как и на токарных) для закрепления заготовок, имеющих цилиндрические поверхности, используют кулачковые поводковые и цанговые патроны (рис. 5.14).
Значительного сокращения вспомогательного времени и повышения производительности труда при фрезеровании достигают благодаря применению механизированных и автоматизированных зажимных приспособлений, которые в условиях крупносерийного производства нередко используют вместе с загрузочными устройствами.
При работе на фрезерных станках для закрепления заготовок широко применяют универсально-сборные приспособления (УСП), которые собирают из готовых нормализованных взаимозаменяемых деталей (рис. 5.15). После обработки на станке партии заготовок такое приспособление разбирают и из его деталей конструируют новые приспособления. Универсально-сборные приспособления позволяют значительно сократить сроки на проектирование и изготовление устройств, необходимых для закрепления заготовок, что особенно важно в условиях единичного и мелкосерийного производства.
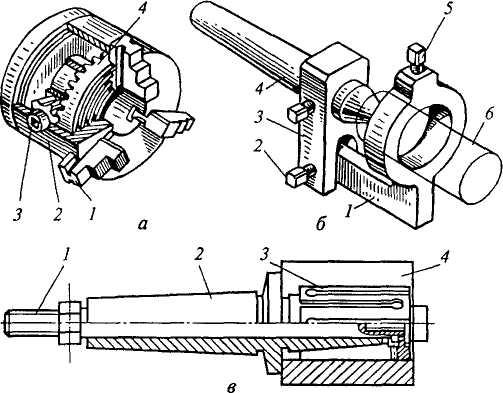
Рис. 5.14. Патроны:
а — кулачковый: / — кулачки; 2— корпус; 3— коническая шестерня с отверстием под ключ; 4 — зубчатая рейка для перемещения кулачков; б — поводковый: / — поводок; 2 — винт крепления поводка; 3 — скоба для крепления поводка; 4 — задний центр; 5 — винт крепления заготовки; 6 — заготовка; в — цанговый: / — винт крепления патрона; 2 — хвостовик; 3 — цанга; 4 — заготовка