Ювелирное обозрение
Все о ювелирных украшениях, драгоценных камнях и металлах
Какие инструменты нужны для сварки
Содержание
Досадно бывает, когда после тщательной выверки и установки элементов в нужное положение, собранная с таким старанием конструкция разваливается от прикосновения электрода, и нужно собирать все сначала. Еще хуже, когда элемент приваривается, но не в том положении, которое требуется – незаметно сдвинулся или деформировался после остывания металла. Использование универсальных и специализированных приспособлений для сварки помогает сберечь время и получить качественное изделие на выходе.
Существует множество различных устройств и механизмов, предназначенных для сварочных работ. В промышленности, где имеют дело с серийным и массовым производством, используется специализированное механизированное и автоматизированное оборудование – транспортные устройства, механизмы для укладки и кантовки изделий, технологические сборочные приспособления и пр. В домашних условиях используются, как правило, ручные сварочные приспособления универсального действия, позволяющие осуществить быструю сборку конструкции, надежно закрепить все элементы в нужном положении и добиться минимальной деформации детали.
Основные виды сборочно-сварочных приспособлений
Установочные приспособления. Установочные приспособления предназначены для установки детали в нужное положение – точно в такое, в котором она будет находиться в готовом изделии. По функциям и конструктивному исполнению они подразделяются на упоры, угольники, призмы, шаблоны.
Упоры служат для фиксации деталей по базовым поверхностям и могут быть постоянными, съемными или откидными (отводными, поворотными). Постоянные упоры, представляющие собой чаще всего обычные пластины или бруски, привариваются или привинчиваются к основанию. Съемные или откидные упоры ставят тогда, когда их постоянное присутствие в детали конструктивно недопустимо.
Угольники служат для установки деталей под определенным (90°, 60°, 30°, 45°) углом друг к другу. Удобны в использовании угольники, грани которых выполнены поворотными и позволяют установить любой необходимый угол межу ними.
Призмы применяются для фиксации в определенном положении цилиндрических изделий. В качестве призмы с успехом может использоваться простейшая конструкция, сваренная из уголков. Шаблоны предназначены для установки элементов сварной конструкции в заданном положении по отношению к другим, ранее установленным деталям.
Закрепляющие приспособления. С помощью закрепляющих сварочных приспособлений детали после установки в нужное положение прочно закрепляют с целью недопущения их случайного сдвига или деформации после охлаждения. К закрепляющим устройствам относятся струбцины, зажимы, прижимы, стяжки, распорки.
Струбцина – универсальный инструмент, используемый практически при любой работе с металлом. Для сварщика она – первое по важности приспособление, обойтись без которого если и можно, то только ценой крайнего неудобства и в ущерб производительности. Струбцины для сварки могут иметь самые разные формы и размеры, быть с постоянным размером зева и регулируемым. Особенно удобны быстрозажимные струбцины, в которых зажим происходит с помощью кулачкового механизма. Вообще, сварщику желательно иметь набор самых разных струбцин, поскольку для сборки одной конструкции их может понадобиться несколько – различных размеров и конфигураций.
Зажимы для сварки отличаются от струбцин удобством в работе и большей приспособленностью к сварочным работам. Фиксация детали производится сжатием их ручек. Необходимые размеры зева устанавливаются с помощью винта в ручке зажима, перестановкой штифта в другое отверстие, или другим способом.
Прижимы по принципу действия подразделяются на винтовые, клиновые, эксцентриковые, пружинные, рычажные. Из всех прижимных устройств винтовые прижимы – самые распространенные. Простейший вид самодельного винтового прижима представляет собой обычный болт с гайкой, продетый в отверстия двух пластин, с помощью которых зажимаются помещенные между ними детали.
В клиновых прижимах зажим деталей осуществляется с помощью клиньев, проушин, подкладок и молотка.
Зажимные скобы представляют собой кусок листа с пазом в форме клина.
Пружинная скоба прижимает деталь благодаря наличию упругой деформации. Она выполняется из полоски листового материала или проволоки, изготовленных из пружинных сталей.
В эксцентриковых прижимах зажим детали осуществляется с помощью кулачка (1), укрепленного на рычаге (2) при повороте эксцентрика (3) рукояткой (4). Эти устройства удобны тем, что зажим производится одним движением, однако к их недостаткам относится относительно небольшой рабочий ход кулачка, из-за чего используются они гораздо реже, чем винтовые прижимы.
Стяжки применяются для сближения кромок свариваемых габаритных деталей до заданного расстояния. Их длина и способ крепления к конструкции может быть самым различным, в зависимости от стоящей перед ними задачи.
Распорки позволяют выравнивать кромки собираемых деталей, придавать деталям нужную форму, исправлять местные дефекты.
Многие из вышеперечисленных сварочных приспособлений нетрудно сделать самому, придав им те размеры и формы, которые соответствуют наиболее часто выполняемой работе.
Установочно-закрепляющие приспособления
Простое приспособление для фиксации деталей под прямым углом легко сделать своими руками. Для этого потребуется два отрезка уголка, отрезок полосы, две струбцины, угольник и сварочный аппарат.
Отрезанные на нужную длину уголки и полоса (размеры можно увидеть на фото, шкала дюймовая) фиксируются струбцинами, с использованием угольника.
После фиксации и проверки правильности положения уголков, уголки прихватываются к полосе в четырех точках. Если сразу сделать длинный шов или точки будут слишком большие, то конструкцию поведет.
Далее струбцины и угольник снимаются, чтобы их не повредить при последующей сварке, и уголки привариваются более надежным швом, чередуя короткие швы с разных сторон, чтобы конструкцию не повело. Затем прижимаются струбцины и привариваются в нескольких точках. Хотя струбцины можно и не приваривать.
Приспособления для сварки труб
На фото ниже представлен звенный центратор, использующийся для сварки труб большого диаметра. Он состоит из нескольких звеньев, шарнирно соединенных между собой и образующих замкнутый контур. Свариваемые торцы труб, помещенные внутрь устройства, опираются на упоры, которые центрируют их друг относительно друга.
В домашней мастерской более полезными окажутся центраторы-струбцины, предназначенные для сварки труб меньшего диаметра. Например, центратор-струбцина модели СМ151 (на рисунке ниже слева) предназначен для труб диаметром 57-159 мм, а центратор-струбцина модели ЦС3 (справа) – для труб диаметром от 10 до 70 мм.
Вообще-то, обеспечение соосности труб небольшого диаметра не является такой уж сложной задачей. Вполне можно обойтись и без покупки специализированного инструмента, воспользовавшись простым самодельным устройством для сварки труб, состоящим из уголков и приваренных к ним стурбцин.
Уголки необязательно приваривать к струбцине (например, если струбцина только одна), можно просто сточить у уголков угол в месте упора струбцины.
Приспособления с магнитами
Магнитные угольники. Устройства этого типа распространены очень широко. Производится большое количество всевозможных магнитных угольников, различающихся формой, наличием или отсутствием дополнительных крепежных деталей и возможностью или невозможностью изменения угла. С их помощью очень удобно соединять под нужным углом листовые детали, рамные конструкции, стойки и т.п.
Универсальные магнитные приспособления. Кроме угольников есть и другие магнитные устройства, обладающие гораздо большей функциональность и универсальностью. Насколько удобно и легко с ними работать, можно понять, познакомившись поближе с приспособлением, носящим название MagTab (Strong Hand Tools).
Устройство состоит из двух опорных плоскостей (1) с встроенными магнитами. Угол между ними может меняться в зависимости от того, к какому по форме основанию их предстоит крепить. Это может быть цилиндрическая поверхность, плоскость или угол. Кроме опорных, имеются еще две плоскости (2), к которым крепятся детали, которые необходимо приварить к основанию. Они расположены под углом 90° друг к другу и имеют степень свободы по отношению к опорной поверхности, благодаря чему привариваемые детали можно смещать относительно основания. Известно, сколько времени и старания при сварке требует иногда установка и закрепление неудобной и неустойчивой детали в нужном месте. Применение устройства, подобного MagTab (Strong Hand Tools) позволяет быстро и легко приварить к различному по форме основанию любую деталь. Достаточно установить приспособление на основание и приложить привариваемый элемент в нужном месте к одной из двух его крепежных поверхностей. Сила магнита обеспечивает достаточную прочность крепления детали и ее неподвижность во время сварки.
Есть варианты и проще:
Приспособления сборочно-сварочные магнитного действия очень удобны. Они позволяют в несколько раз сократить время на сборку конструкций и обеспечить их должное качество. Простые, удобные в использовании и относительно недорогие они наравне со струбцинами и зажимами, заслуживают того, чтобы находиться в домашней мастерской. Раздобыв постоянные магниты или сделав электромагнит, подобные приспособления можно сделать своими руками. Только важно помнить, что под воздействием высоких температур (некоторые магниты – под воздействием не очень высоких температур) постоянные магниты размагничиваются.
Газовые линзы
Чтобы убрать турбулентность и сделать поток аргона ламинарным (линейным), применяют газовые линзы – корпуса цанговых зажимов особой конструкции (с мелкой сеткой внутри), обеспечивающие ламинарность течения газа. Газовая линза устанавливается вместо стандартного цангового зажима. Вместе с ней меняется и сопло горелки, поскольку линза имеет увеличенные размеры.
Применение газовых линз признается целесообразным в тех случаях, когда требуется обеспечить лучшую газовую защиту из-за особых свойств материала (например, в случаи титана) или конфигурации свариваемых изделий. Их использование позволяет также выдвигать электрод больше обычного, что иногда является необходимым.
Вместе с тем газовые линзы имеют и недостатки. В частности, при их применении требуется больший расход газа. Увеличенный размер сопла несколько ухудшает обзор зоны сварки.
Приспособления для вторичной защиты при аргонодуговой сварке
В качестве основного устройства для вторичной защиты используется металлический кожух ("сапожок"), прикрепляемый к соплу горелки и обеспечивающий подачу газа на область шва. Чтобы "сапожок" качественно исполнял свое предназначение, его форма должна соответствовать конфигурации свариваемого изделия и параметрам горелки. Его часто изготавливают самостоятельно или заказывают под конкретную горелку и работу. Для равномерной подачи газа на защищаемую поверхность, устройство может заполняться каким-нибудь пористым наполнителем, в частности, алюминиевой стружкой.
В виде модификаций устройств для сварки, обеспечивающих вторичную защиту, используются также гибкие фартуки, которые исполняют ту же роль, что и "сапожок", но в отличие от последнего обладают гибкостью, позволяющей им огибать цилиндрические конструкции. Подобные приспособления порой делают из медной фольги достаточной толщины.
Содержание
Инструменты и приспособления сварщика
Инструкция по охране труда для электросварщика
Средства индивидуальной защиты
Список используемой литературы
Введение
Сварка и резка широко применяется в народном хозяйстве страны. Сварка стала второй после сборки технологическим процессом. Усложняются условия, в которых выполняются сварочные работы: сваривать приходится под водой, при высоких температурах, в глубоком вакууме, в невесомости, при повышенной радиации.
Применение механизированной, автоматизированной и оснащение новыми, сложными машинами и агрегатами ведет к повышению производительности труда сварщика.
Сварочное производство внедряются в работы, часто позволяет полностью автоматизировать цели сварки деталей без участия рабочего.
Современный технический прогресс в промышленности неразрывно связан с совершенствованием сварочного производства. Сварка, как высокопроизводительный процесс изготовления неразъемных соединений, находит широкое применение при изготовлении металлургического, кузнечно-прессового, химического и энергетического оборудования, различных трубопроводов, в сельскохозяйственном и тракторном машиностроении, в производстве строительных и других конструкции.
Сварка является таким же необходимым технологическим процессом, как обработка металлов резанием, литье, ковка, штамповка. Она часто конкурирует с этими процессами, а в некоторых случаях и вытесняет их.
Сварка является одним из ведущих технологических процессов обработки металлов. Большие преимущества сварки обеспечили ее широкое применение в народном хозяйстве; без нее сейчас невозможно производство судов, автомобилей, самолетов, турбин, котлов, реакторов, мостов и других конструкции.
Перспективы сварки, как и в научном, так и в техническом плане, безграничны. Применение сварки способствует совершенствованию машиностроения и развитию новых отраслей техники – ракетостроении, атомной энергетике, радиоэлектроники. Развитие сварки требует серьезного повышения уровня теоретических знаний и практической подготовки квалифицированных рабочих.
В нашей стране "квалифицированных рабочих подготавливают в профессионально-технических училищах (ПТУ) или на предприятиях бригадным или индивидуальным методами o6учения. Знания, полученные в ПТУ, дают возможность рабочим быстрее осваивать новую технику, вносить предложения по улучшению конструкций машин и совершенствованию технологических процессов.
Описание конструкции
Прямоугольные воздуховоды – это составляющие системы вентиляции, необходимые для перемещения воздушного потока. Наиболее востребованными являются воздуховоды прямоугольного сечения. Они используются для монтажа системы вентиляции.
Конструкция состоит из :
Лист оцинкованной жести 600х400 мм
Уголок стальной 20х20 L= 1520 мм.; 190 мм – 8 шт.

Сварочный пост
Остановимся подробнее на том, какое должно быть оборудование сварочного поста. Наглядно, как должен быть организован сварочный пост, вы можете увидеть на рисунке.
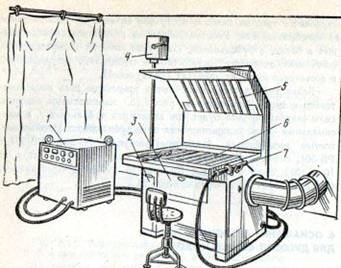
Как правило, рабочее место сварщика оснащено следующими основными элементами:
• комплектом оборудования для сварки
• источником сварочного тока (1)
• столом для электродов и приспособлений (2)
• стулом для сварщиков (8)
• вытяжной камерой (5,6)
• ящиком для необходимого инструмента (3).
Все элементы сварочного поста располагаются в кабине, размером 2000x2500x2000 мм с открытым верхом. Стены кабины могут быть изготовлены из из:
• фанеры, пропитанной огнестойкой смесью;
• брезента, пропитанного огнестойким раствором.
Стены кабины обычно окрашивают в краску светло-серого цвета, которая отлично поглощает ультрафиолетовое излучение.
Пол обязательно должен быть выполнен из огнестойкого материала.
В кабине сварщика должно быть организовано хорошее освещение и составлять не менее 80 лк.
Обязательным фактом для обустройства кабины является обеспечение мощного вентиляционного устройства: вентиляторы или вытяжные зонты. Это необходимо для того, чтобы газы, выделяющиеся при сварке, не отравляли сварщика, а сразу выводились из помещения. Поэтому вентиляция должна быть такой, чтобы обеспечивала обмен воздуха не менее 40 м 3 /ч. В противном случае летучие отходы будут накапливаться и будут поражать органы дыхания сварщика. В наше время вытяжное оборудование довольно часто оснащаются заслонками, которые регулируют интенсивность процесса удаления вредных выбросов. Также новшеством вентиляции сварочного поста является установка гибкой конструкции рукава, что обеспечивает расположение вентиляции непосредственно в месте выполнения сварки. Преимущество организации такой вентиляции в том, что она прекрасно обеспечит безвредную длительную работу в непроветриваемых помещениях.
Рабочий стол сварщика предназначен для того чтобы на нем выполнять сварочные работы, поэтому крышка стола выполнена из чугунной стали, толщиной 20-25 мм. Для удобной работы, крышка стола находится на высоте 500-700 мм от поверхности пола.
На каждом сварочном посту установлен магнитный пускатель и рубильник, которые предназначены для включения и выключения сварочного тока.
Инструменты и приспособления сварщика
Основным рабочим инструментом сварщика является электрододержатель (рис. 1, а), необходимый для закрепления электрода при сварке и подвода к нему тока. Электр од одер жатель должен быть легким (400—700 г) и удобным, чтобы меньше утомлять сварщика. Расстояние от места зажима электрода до начала рукоятки берется равным 150 мм. Рукоятку делают из дерева плотных пород или других материалов, плохо проводящих тепло и не проводящих электрический ток, например из пластмассы. Электрододержатели при силе тока более 300 а снабжают защитным экраном.
Захваты электрододержателя делают из медных сплавов или стали; они должны прочно держать электрод при любом его наклоне.
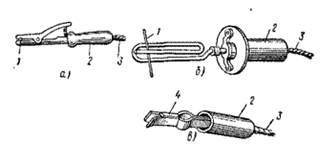
Рис. 1. Типы электрододержателеи
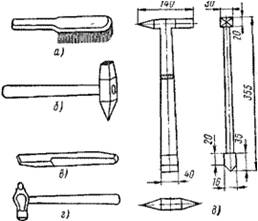
Рис. 2. Вспомогательные инструменты электросварщика
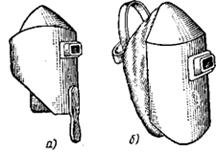
Рис. 3. Щиток (а) и маска- шлем (б) для защиты лица и глаз сварщика
Конструкция электрододержателя, показанная на рис. 1, б, позволяет уменьшать длину огарка. Это особенно важно при применении электродов из качественных сталей, так как длина огарка составляет до 20% длины нового электрода. Пружинные держатели, показанные на рисунке, распространены больше всего. Применяют также зажимные и винтовые.
Вспомогательными инструментами сварщика являются: стальная щетка для удаления ржавчины (рис. 2, а), молоток для сбивания шлака (рис. 2, 6), зубило (рис. 2, в) или комбинированное зубило (рис. 2, д), слесарный молоток (рис. 2, г) , клеймо и набор шаблонов для проверки размеров швов.
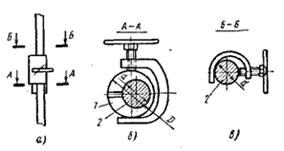
Рис. 4. Винтовая струбцина для крепления медных форм на вертикальных стержнях: а — схема расположения струбцины, бив — конструкция и способ крепления; 1 — медная форма, 2 —арматурный стержень
В условиях заводского цеха или на крупных строительных площадках, где есть источник сжатого воздуха, сварщики обычно применяют пневматические зубила.
Электросварщик должен обязательно пользоваться индивидуальными защитными приспособлениями.
К ним относятся:
а) щиток (рис. 3, а) или более удобная маска-шлем (рис. 3, б) со специальными цветными стеклами (светофильтрами) для защиты глаз и лица сварщика от действия лучей электрической дуги и брызг расплавленного металла;
б) изолирующая подставка (деревянная) или резиновый коврик при работе на токопроводящей или влажной поверхности (бетонный пол цеха, леса, подмости и др.);
в) монтажный пояс в случае, если монтажную сварку соединений арматурных каркасов выполняют на высоте, превышающей 5 м, и подвесных подмостей нет.
Кроме того, для крепления медных форм при стыковой сварке применяют специальные медные струбцины (рис. 4).
Во избежание ожогов от брызг расплавленного металла при контактной сварке электросварщик должен быть одет в брезентовую спецодежду и работать в брезентовых сухих рукавицах. Брюки на выпуск подбирают по длине так, чтобы они сверху закрывали плотно зашнурованные ботинки.
1. Электрододержатель (рис. 53) – служит для зажима электрода и подвода к нему сварочного тока. Он должен прочно удерживать электрод, обеспечивать удобное и прочное закрепление сварочного кабеля, а также быстрое удаление огарков и закладку нового электрода. Электрододержатели изготовляют трех типов: для тока 125 А и провода сечением 25 мм 2 ; для тока 315 А и провода сечением 50 мм 2 ; для тока 500 А и провода сечением 70 мм 2 . Они должны выдерживать 8000 зажимов электродов, затрачивая на каждую замену электрода не более 4 с. Электрододержатели для тока 500 А должны иметь щиток для защиты руки сварщика от воздействия электрической дуги.
2. Щитки, маски или шлемы служат для защиты глаз и лица сварщика от воздействия излучений сварочной дуги и брызг металла. В них имеется смотровое отверстие, в которое вставляют специальное стекло-светофильтр, задерживающий инфракрасные и ультрафиолетовые лучи и снижающий яркость световых лучей дуги. Снаружи светофильтр защищен от брызг металла простым прозрачным съемным стеклом.
3. Металлические щетки (ручные и с электроприводом) для зачистки (разделки) швов и очистки сваренных швов от шлака.
4. Молоток, зубило, крепежный инструмент.
5. Набор шаблонов для промера размеров швов.
6. Стальные клейма для клеймения сваренных швов.
Для защиты тела от ожогов сварщик пользуется брезентовым костюмом, брезентовыми рукавицами и кожаной или валяной обувью. Брюки должны быть гладкими, без отворотов, с напуском поверх ботинок или валенок. Рукавицы должны надеваться с напуском на рукава и завязываться тесьмой. Прямая одежда и отсутствие открытых частей тела исключают возможность попадания брызг металла на тело и в складки спецодежды.
При сварке внутри резервуаров, баков, цистерн необходимо пользоваться резиновыми сапогами и резиновым шлемом. При сварке металлических конструкций, если сварщик работает лежа, сидя или стоя на элементах свариваемой конструкции, кроме резиновых сапог (или галош) и шлема необходимы резиновые коврики, а также наколенники, подлокотники, подшитые войлоком. Кроме спецодежды к средствам индивидуальной защиты сварщика относятся: пояс предохранительный с лямками (при работе на высоте), перчатки резиновые диэлектрические, галоши резиновые диэлектрические, коврики резиновые диэлектрические.


Рис. 53. Электрододержатели для ручной дуговой сварки:
а – пружинный; б – пластинчатый; в – винтовой
Периодичность ремонтов и осмотров сварочного оборудования

Источники питания дуги размещают непосредственно на каждом месте или группируют в машинном отделении сварочного цеха. В последнем случае в цехе на определенном расстоянии друг от друга располагают постоянные щитки с клеммами для подключения сварочных проводов. К щиткам ток подводится от источника питания постоянной проводкой. При наличии нескольких сварочных постов следует применять многопостовые сварочные агрегаты. Сварочные многопостовые преобразователи типа ПСМ=1000 – устанавливают на фундаменте. Допускается установка на временном фундаменте в виде жестко связанной деревянной рамы из брусьев (или бревен), к которой болтами крепится корпус сварочного преобразователя.
При наличии на строительно-монтажной площадке электросиловой сети для выполнения сварочных работ применяют передвижные сварочные преобразователи постоянного тока, выпрямители или аппараты переменного тока – в зависимости от вида работ.
Ответственные сварочные работы, выполняемые особыми электродами, как правило, требуют постоянного тока. В этих случаях применяют сварочные преобразователи или выпрямители. Однако они требуют более трудоемкого ухода и обслуживания, чем аппараты переменного тока.
При отсутствии электросиловой сети применяют сварочные агрегаты с двигателем внутреннего сгорания типов АСБ, АСД, ПАС, СДУ.
В процессе эксплуатации источники сварочного тока требуют ухода и обслуживания.
Перед включением источника тока необходимо выполнить следующие работы:
• очистить его от пыли и грязи;
• при наличии мелких дефектов устранить их.
У сварочных преобразователей особое внимание следует обратить на подшипники, коллектор и щеточный механизм генератора. Щетки должны плотно прилегать к чистой поверхности коллектора.
У аппаратов переменного тока следует проверить состояние контактов, изоляции и крепежных деталей сердечника и кожуха. Необходимо чаще смазывать регулировочный механизм.
У сварочных выпрямителей особого внимания требует система охлаждения (вентилятор, жалюзи, реле). Следует проверить подтяжку крепежных деталей, наличие и надежность крепления заземляющего провода.
Сварочные провода выбирают в зависимости от наибольшего допустимого значения сварочного тока. Рекомендуются следующие нормы:

Эти нормы установлены при длине проводов не более 30 м. При работах на строительных площадках длина сварочных проводов может достигать 150 м. При этом падение напряжения достигает значительных размеров. Если длина провода значительная, необходимо проверить падение напряжения и соответственно скорректировать сечение провода.