Ювелирное обозрение
Все о ювелирных украшениях, драгоценных камнях и металлах
Какие средства измерения называют штангенинструментами
Содержание
Читайте также:
- БИБЛИОГРАФИЧЕСКИЙ СПИСОК
- Обработка корпусных деталей на автоматизированных участках в мелко серийном производстве.
- Средства измерений
СРЕДСТВА ДЛЯ ЛИНЕЙНЫХ ИЗМЕРЕНИЙ
Контрольные вопросы к разделу 3
1. Для чего предназначены штриховые меры длины?
2. Какие типы штриховых мер длины Вы знаете?
3. Что представляют собой плоскопараллельные концевые меры длины?
4. Для чего предназначены рабочие и образцовые концевые меры длины?
5. Что такое притираемость мер?
6. Как составляется блок концевых мер?
7. Для чего предназначены меры плоского угла (угловые меры)?
8. Перечислите основные типы угловых мер.
9. Как измеряют углы с помощью угловых мер?
10. Что называется интерференцией света?
11. Как определить вид отклонения от плоскости концевой меры?
12. Как определить величину отклонения от плоскости концевой меры?
13. Какими способами оценивается притираемость?
Штангенинструменты – это обобщенное название средств разметки и измерений наружных и внутренних размеров. Штангенинструменты представляют собой показывающие приборы прямого действия, у которых размер изделия определяется по положению измерительной рамки, перемещающейся вдоль штанги со штриховой шкалой.
с отчетом по нониусу, цена деления которого составляет 0,1 мм или 0,05 мм;
с отчетом по круговой шкале, цена деления которой равна 0,02 мм или 0,05 мм (для штангенциркулей допускается – 0,1 мм);
с цифровым отчетным устройством с шагом дискретности 0,01 мм.
Штангенинструменты с отсчетом показаний по нониусу просты по конструкции и наиболее распространены на производстве.
К основным штангенинструментам относятся штангенциркули, штангенглубиномеры, штангенрейсмасы и штангензубомеры. Последние будем рассматривать в разделе «Средства контроля зубчатых колес».
Штангенциркулипредназначены для измерения наружных и внутренних размеров до 2000 мм. По ГОСТу 166 штангенциркули изготавливают следующих основных типов:
I – двусторонние с глубиномером (рис.4.1);
ТI – односторонние с глубиномером с измерительными поверхностями из твердых сплавов;
II – двусторонние (рис. 4.2);
III – односторонние (рис. 4.3).
Штангенциркуль ШЦ- I (рис. 4.1) состоит из штанги 1, по которой перемещается рамка 2. На штанге нанесена основная шкала 3 с ценой деления 1мм, а на рамке – шкала 4 нониуса. Зажим рамки осуществляется винтом 5. Для измерения внутренних размеров служат губки 6, а для измерения наружных размеров – губки 7. Измерение глубины осуществляется глубиномерной линейкой 8.
Штангенциркули типа ТI отличаются от типа I тем, что отсутствуют у них губки 6 для измерения внутренних размеров, а рабочая поверхность губок 7 выполнена из твердого сплава.
Штангенциркуль типа II (рис.4.2) имеет губки 6 с кромочными измерительными поверхностями для измерения наружных размеров и губки 7 плоскими измерительными поверхностями для измерения наружных размеров и цилиндрическими поверхностями для измерения внутренних размеров.
Для установки рамки на точный размер предусмотрено устройство тонкой установки 9.
У штангенциркулей типа III верхние губки 6 отсутствуют (см. рис. 4.3).
Рис. 4.1. Штангенциркуль ШЦ-I
Рис. 4.2. Штангенциркуль ШЦ-II
Рис. 4.3 Штангенциркуль ШЦ-III
Штангенглубиномеры,ГОСТ 162, (рис.4.4) применяются для измерения глубины отверстий и пазов. Они состоят из штанги 1 без губок и рамки 2 с основанием 3 и нониусом 4. Измерительными поверхностями являются торцы штанги 1 и основания 3.

Рис. 4.4. Штангенглубиномер
Штангенрейсмасы, ГОСТ 164, (рис.4.5) используются для измерения высот и разметки изделий, установленных на плите. Штангенрейсмас состоит из штанги 1, жестко связанной с основанием 2. По штанге перемещается рамка 3 с нониусом 4. Рамка 3 имеет кронштейн 5, на котором с помощью хомутика 6 крепится измерительная или разметочная ножка 7.
 |
 |
Рис. 4.5. Штангенрейсмас
При измерении штангенинструментами рамка перемещается по штанге прибора так, чтобы измерительные поверхности плотно, но без перекоса, прилегали к поверхности изделия. Перекос рамки относительно штанги не допустим.
Для выполнения разметочных работ можно использовать специализированные штангенинструменты, внешний вид которых приведен на рис. 4.6.

Рис. 4.6. Штангенциркуль разметочный
Такие устройства снабжены съемными наконечниками из твердого сплава и имеют устройство точного регулирования.
На штанге приборов нанесена основная шкала с ценой деления а=1 мм, а на рамке установлена или нанесена дополнительная штриховая шкала – нониус. По положению нулевого штриха нониуса на основной шкале штанги определяют целое число миллиметров в размере. Дробные доли миллиметра находят с помощью нониуса.
Нониус– это равномерная дополнительная шкала с пределом измерений, равным цене деления основной шкалы а. Для штангенинструментов пределы измерения нониуса равны 1 мм.
Нониусы имеют различные цену c деления шкалы (отсчет по нониусу) и модуль y, который показывает, через какое число делений основной шкалы будут располагаться штрихи нониуса, смещенные на значение отсчета.
Линейные нониусы бывают нескольких типов (рис.4.7). Основные параметры нониуса определяются:
числом деления шкалы нониуса n=a/c;
длиной деления шкалы нониуса b=y*a-c;
полной длина шкалы нониуса l=n*b=(y*n-1)*a.
| в |
| б |
| а |
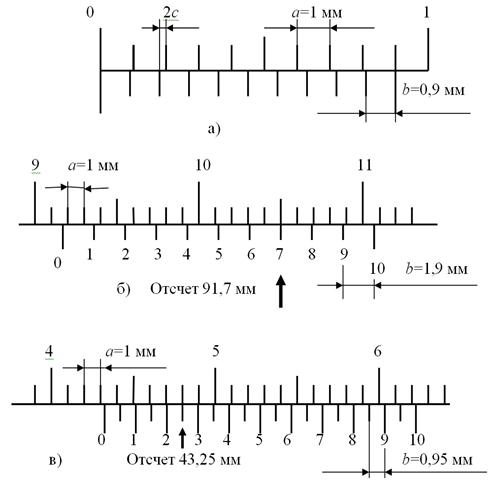
Рис. 4.7. Отсчеты по нониусам штангенинструментов:
Если нулевой штрих нониуса совпадает со штрихом основной шкалы, например, при плотно сдвинутых губках штангенциркуля (рис.4.7,а), то первый штрих нониуса смещен от штриха основной шкалы, на значение c отсчета по нониусу, второй штрих – на 2с, третий штрих – на 3с и т.д.
При перемещении нулевого штриха нониуса между делениями основной шкалы штрихи нониуса будут поочередно совпадать со штрихами основной шкалы. Когда дробная доля размера Δl=с, то со штрихом шкалы совпадает первый штрих нониуса, при Δl=2с – второй штрих, при Δl=3с – третий штрих т.д. Таким образом, указателем для нониуса служит штрих основной шкалы, совпадающий со штрихами нониуса. Число десятых долей миллиметра при отсчете по нониусу равно номеру этого штриха нониуса, умноженному на отсчет по нониусу c. На рис.4.7, б) и в) значения отсчетов равны 91.7 мм и 43.25 мм.
Как отмечалось выше, отсчетным устройством штангенинструментов, кроме нониуса, может служить круговая шкала и цифровое отсчетное устройство. Штангенинструменты с автоматическим отсчетом показаний повышают качество и производительность измерений.
В штангу 1 (рис.4.8) штангенинструментов с круговой шкалой вмонтирована зубчатая рейка. Зубчатое колесо индикатора 3, закрепленного на рамке 2 с подвижной губкой, перемещается по зубчатой рейке. Поворот зубчатого колеса преобразуется в перемещение стрелки индикатора. По шкале, нанесенной на штанге, отсчитывают десятки миллиметров, по шкале индикатора – единицы, десятые и сотые доли миллиметра.
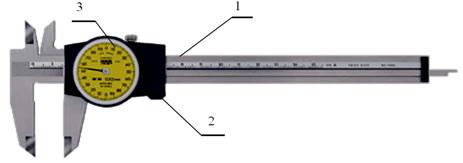
Рис. 4.8. Штангенциркуль с круговой шкалой
Общий вид штангенинструментов с электронным цифровым отсчетным устройством показан на (рис.4.9).
Рис. 4.9. Штангенинструменты с цифровым отсчетным устройством
Наряду со штангенрейсмасами в последнее время начали выпускать высотомеры с цифровым отсчетным устройством (рис. 4.10).
Применение штангенинструментов.Установка измерительных губок на проверяемую деталь производится с легким усилием, приложенным к рамке. Затем отсчитывается размер и измерительные губки раздвигаются. Вытаскивания проверяемой детали из установленного штангенинструмента следует по возможности избегать, так как скольжение измерительных поверхностей по детали вызывает их износ, уменьшающий точность штангенинструмента. По этой же причине недопустимо измерение вращающихся изделий; кроме того, при этом возможны несчастные случаи.

Рис. 4.10. Высотомер
Можно избежать ошибок при применении штангенинструмента, если после установки нулевого штриха нониуса оценивать части деление на глаз, а затем сравнивать их с отсчетом по нониусу. При внутренних измерениях иногда забывают добавлять к отсчитанному размеру ширину губок (10 мм) – это приводит к грубой ошибке.
Следует избегать слишком большого усилия при соприкосновении измерительных губок с деталью. Ошибочные результаты измерений возникают так же при износе измерительных поверхностей и при перекосе рамки, (принцип Аббе не соблюдается).
Условное обозначение штангенинструментов состоит из набора букв, характеризующих вид инструмента. Далее указываются пределы измерения, цена деления и номер стандарта. У штангенциркуля после букв ставится его тип (I, Т-1, II или III).
Для инструментов, у которых отсчете показаний ведется по нониусу, буквы означают:
Для инструментов с круговой шкалой в обозначения добавляется буква К, а для инструментов с цифровым отсчетом – буква Ц.
Примеры условного обозначения:
Штангенрейсмас ШР-250-0.05 ГОСТ 164 (отсчет по нониусу, пределы измерения 0-250 мм, цена деления -0.05 мм);
Штангенглубиномер ШГК-400-0.02 ГОСТ 162 (отсчет по круговой шкале, пределы измерения 0-400 мм цена деления 0.02 мм);
Штангенциркуль ШЦЦ-II-250-630-0.01 ГОСТ 166 (отсчет цифровой, тип II, пределы измерения 250-630 мм, цена деления 0.01 мм).
Дата добавления: 2014-11-29 ; Просмотров: 10920 ; Нарушение авторских прав? ;
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Для измерения линейных размеров методом непосредственной оценки служат штангенинструменты. Под этим названием объединяют большую группу инструментов (рисунок 14): штангенциркули (рисунок 14, а, б); штангенглубиномеры (рисунок 14, в); штангенрейсмасы (рисунок 14, г) и ряд других штангенинструментов специального назначения.
В качестве отсчетного устройства у этих инструментов используется шкала штанги (линейки) с делениями через 1 мм. Отсчет делений по этой шкале производят при помощи нониуса – вспомогательной подвижной шкалы. Нониус – равномерная дополнительная шкала с пределом измерений, равным цене деления основной шкалы. Нониусы бывают двух типов: жесткие и подвижные. Если нулевой штрих нониуса совпадает с нулевым штрихом основной шкалы при плотно сжатых измерительных губках, то это означает, что инструмент правильно установлен в нулевое положение. При перемещении нулевого штриха нониуса между делениями основной шкалы штрихи нониуса будут поочередно совпадать со штрихами основной шкалы. Число десятых и сотых долей миллиметра при отсчете по нониусу равно номеру штриха нониуса, совпавшего со штрихом основной шкалы, умноженному на цену деления нониуса.

а, б – штангенциркули: 1 – штанга; 2 – губки; 3 – рамка; 4 -винт; 5 – нониус; 6 – линейка; 7 – устройство для точного перемещения рамки; в – штангенглубиномер: 2 – основание; 4 – нониус; г – штангенрейсмас; 1 – выступ рамки; 2,4 – измерительные ножки; 3 держатель; 5 – нониус; 6 – рамка; 7 – штанга; 8 – основание; d – диаметр измеряемой детали; b – толщина измерительных губок; h – глубина отверстия или высота уступа
Рисунок 14 – Штангенинструменты
Штангенциркуль ШЦ-11 (рисунок 14, б) имеет двустороннее расположение губок. Так же как и штангенциркуль ШЦ-1 он состоит из штанги 1 с неподвижными губками и рамки 3 с подвижными губками. Одна пара губок 2 предназначена для измерения наружных и внутренних размеров. Вторая пара губок 2 имеет остро заточенные концы и используется для разметки. У штангенциркуля ШЦ-11 отсутствует линейка для измерения глубины отверстий, но имеется специальное устройство 7 для точного перемещения рамки по штанге.
Остроконечными губками 2 штангенциркуля можно наносить дуги окружностей при выполнении разметочных работ. Они могут быть также использованы для определения размеров в труднодоступных местах.
Вторая пара губок предназначена для измерения как наружных, так и внутренних размеров. Поверхность губок для измерения наружных размеров плоская, а для измерения внутренних размеров -цилиндрическая. Толщина губок в сомкнутом состоянии составляет обычно 10 мм (указано на подвижной или неподвижной губке). При проведении измерений к показаниям шкалы необходимо прибавить 10 мм (толщину губок).
При измерении штангенциркулем следует проверить:
•плавность перемещения рамки по всей длине штанги;
•плотность прилегания измерительных губок друг к другу (в сведенном положении не должно быть просвета между губками);
•точность совпадения нулевого штриха нониуса с нулевым штрихом шкалы, т.е. правильность установки измерительных губок на ноль;
•точность совпадения торца линейки глубиномера с торцем штанги.
Измерять следует только обработанные детали, чтобы предупредить повреждение измерительных губок. При проведении измерений необходимо точно, без перекосов, сопрягать измерительные плоскости (ребра) измерительных губок с измеряемыми поверхностями детали. При определении размера проверяемой детали следует обращать внимание на указатель точности измерения, выбитый на нониусе штангенциркуля.
Штангенглубиномер (рисунок 14, в) предназначен для измерения глубины пазов и отверстий. Он состоит из основания 2, выполненного за одно целое с рамкой 3. В пазу основания перемещается линейка – штанга 1. На штанге может быть установлено устройство микрометрической подачи, которое обеспечивает более высокую точность измерения (рисунок 14, в) устройство микрометрической подачи не показано). Измерение глубины отверстий и пазов производится следующим образом:
• основание штангенглубиномера устанавливается на поверхность, относительно которой производят измерения, и слегка притирают, т.е. совершают основанием круговые движения относительно поверхности, плотно прижимая его к ней. Это обеспечивает плотное прилегание основания к поверхности и повышает точность измерения;
• линейку глубиномера опускают в отверстие или паз до касания с дном;
• положение линейки штангенглубиномера относительно основания с рамкой фиксируют стопорным винтом 4 (рисунок 14, а);
• извлекают глубиномер из отверстия и считывают показания так, как это было описано для штангенциркуля.
Штангенрейсмас (рисунок 14, г) применяют для разметки, но он может быть использован и для измерения высоты деталей, установленных на плите.
Штангенрейсмас состоит из массивного основания 8, в котором запрессована штанга 7 со шкалой. Штанга располагается перпендикулярно опорной плоскости основания. По штанге перемещается рамка 6 с выступом 1 для крепления ножек 2 и 4. В рамке параллельно шкале штанги закреплен нониус 5, выполненный в виде отдельной пластины. На штанге установлено устройство для микрометрической подачи. На выступе 1 рамки при помощи специального держателя 3 закрепляют ножки. В комплект штангенрейсмаса входят две ножки: одна ножка 4 для разметки и вторая ножка 2 для измерений.
Измерения штангенрейсмасом производят в следующем порядке:
• на выступ 1 рамки 6 надевают держатель 3;
• в паз держателя 3 устанавливают измерительную ножку 2 и закрепляют ее стопорным винтом;
• производят проверку положения нулевого штриха нониуса;
• основание штангенрейсмаса устанавливают на контрольной плите и слегка притирают;
• измерительную ножку с рамкой перемещают по шкале штанги до соприкосновения с измеряемой поверхностью;
• фиксируют положение рамки на штанге при помощи стопорного винта;
• считывают показания по шкале штанги и нониуса так, как это
было описано для штангенциркуля.
Не нашли то, что искали? Воспользуйтесь поиском:
Лучшие изречения: При сдаче лабораторной работы, студент делает вид, что все знает; преподаватель делает вид, что верит ему. 9398 –  | 7310 –
| 7310 –  или читать все.
или читать все.
91.146.8.87 © studopedia.ru Не является автором материалов, которые размещены. Но предоставляет возможность бесплатного использования. Есть нарушение авторского права? Напишите нам | Обратная связь.
Отключите adBlock!
и обновите страницу (F5)
очень нужно
Штангенциркули, штангенглубиномеры и штангенрейсмасы
Назначение и устройство штангенинструментов
Штангенинструменты – измерительные приборы для замера линейных величин с отсчетом по штриховой шкале либо цифровому дисплею.
 В основе своей конструкции штангенинструменты имеют штангу (отсюда их название) c матовым хромированным покрытием для безбликового считывания, на которой нанесена основная шкала. Они предназначены для абсолютных измерений линейных размеров, а также для воспроизведения размеров при разметке деталей.
В основе своей конструкции штангенинструменты имеют штангу (отсюда их название) c матовым хромированным покрытием для безбликового считывания, на которой нанесена основная шкала. Они предназначены для абсолютных измерений линейных размеров, а также для воспроизведения размеров при разметке деталей.
Кроме штанги с основной шкалой, составными частями штангенинструментов являются подвижные и неподвижные губки, посредством которых производится измерение, а также перемещающаяся по специальной рамке вспомогательная шкала-нониус и фиксирующее приспособление. Неподвижные губки обычно выполняются совместно со штангой, а подвижные закреплены на рамке с нониусом или изготавливаются заодно с ней.
К штангенинструментам относят штангенциркули, штангенглубиномеры и штангенрейсмасы. Устройство штангенинструментов определяется их назначением.
Качество современных штангенинструментов очень высокое. Применение нержавеющих сталей и сплавов обеспечивает антикоррозийные свойства инструмента, сопротивление износу и коррозии.
Кроме металлических, выпускают также модели изготовленные из углепластика. Углепластиковые штангенинструменты удобны для измерения магнитов и имеют низкую теплопроводность, что уменьшает температурную погрешность при измерении.
В России штангенинструменты выпускают инструментальные заводы – Челябинский (ЧИЗ) и Кировский (КРИН) . Среди зарубежных фирм можно отметить Mitutoyo (Япония) , Tesa (Швейцария) , Carl Mahr (Германия) .
В настоящее время выпускают три группы штангенинструментов:
- механические штангенинструменты с отсчетов по штриховой шкале, оснащенные нониусом;
- штангенинструменты с отсчетом по циферблату;
- электронные штангенинструменты с цифровым отсчетом.
Шкала нониуса или верньер
По нониусу отсчитывают десятые и сотые доли миллиметра. Наибольшее распространение получили нониусы с точностью отсчета 0,1, 0,05 и 0,02 мм.
Для отсчета с помощью нониуса сначала определяют по основной шкале целое число миллиметров перед нулевым делением нониуса. Затем добавляют к нему число долей по нониусу в соответствии с тем, какой штрих шкалы нониуса ближе к штриху основной шкалы.

Принцип работы шкалы нониуса основан на том явлении, что человеческому глазу проще определить совпадение рисок делений на шкале, чем относительное смещение одного деления между другими. При этом для повышения точности измерения нониус имеет оригинальное конструктивное решения – на нем, как и на основной шкале нанесены 10 делений, обозначающих 1 мм каждое, но на шкале нониуса эти деления намеренно выполнены с погрешностью, равной требуемой точности измерения штангенинструмента.
Т. е. если на основной шкале 10 делений соответствуют 10 мм, то на шкале нониуса, рассчитанной на точность измерения 0,1 мм, 10 делений будут соответствовать 9 мм. При выполнении измерений сдвиг между шкалами, обусловленный преднамеренной погрешностью нониуса, позволяет считывать результат в 10 раз точнее.
Использование нониуса позволяет получать результаты измерений с точностью от десятых даже до сотых долей миллиметра.
Считается, что принцип нониуса был изобретён известным персидским ученым Авиценной (Абу Али ибн Синой) более тысячи лет назад. Название "нониус" это устройство получило в честь менее известного португальского математика П. Нуниша (1502 – 1578) , который изобрёл первый измерительный прибор, использующий принцип, предложенный Авиценной. Современная конструкция шкалы была предложена в 1631 году французским математиком Пьером Вернье, в честь которого шкалу нониуса иногда называют "верньер".
Основной характеристикой при расчете нониуса является величина отсчета или точность нониуса i . Сначала определяют число делений нониуса n = c/i , где c – интервал деления основной шкалы.
Тогда интервал деления шкалы нониуса b = γc – i , где γ – натуральное число 1, 2, 3. служащее для увеличения интервала деления нониусной шкалы.
Затем находят общую длину шкалы нониуса l – bn = (γc – i) × n .
Например, при i = 0,1 мм, с = 1 мм и γ = 2 число делений нониуса n = 10, длина одного деления b = 1,9 мм, и длина шкалы нониуса 19 мм.
Штангенциркули
Работать со штангенциркулем несложно.
Нижние измерительные губки разводятся в стороны, между ними располагается деталь, а затем губки сдвигаются до упора, после чего снимаются результаты измерения с основной шкалы и шкалы нониуса.
Для выполнения измерений внутри детали верхние губки сдвигаются, затем вводятся в подлежащее замеру отверстие или паз, и там раскрываются до упора в поверхность детали. Во время работы со штангенциркулем следует держать инструмент перпендикулярно детали, чтобы губки плотно прилегали к замеряемой поверхности. Это требование позволяет уменьшить погрешность измерения.
Кроме обычных штангенциркулей существуют еще и электронные модели инструмента, которые выводят значение замера на табло.
Устройство штангенциркуля
По основной линейке-штанге 6 (рис. 2) с неподвижными измерительными губками 1 перемещается рамка 5 с подвижными измерительными губками 2 . На основной линейке нанесены деления в миллиметрах, а на подвижной рамке 5 установлен нониус 3 .
 Для плавного перемещения рамки 5 по линейке-штанге 6 в некоторых конструкциях предусмотрено микрометрическое устройство, состоящее из хомутика, зажима и гайки микрометрической подачи. На подвижной рамке 5 установлен стопорный винт 4 .
Для плавного перемещения рамки 5 по линейке-штанге 6 в некоторых конструкциях предусмотрено микрометрическое устройство, состоящее из хомутика, зажима и гайки микрометрической подачи. На подвижной рамке 5 установлен стопорный винт 4 .
Наружные размеры можно измерять как верхними губками, так и нижними. Для измерения внутренних размеров предназначены только нижние губки. а для разметки – верхние губки.
Некоторые конструкции штангенциркулей оборудованы глубиномером – тонкой, очень узкой линейкой (щупом) , конец которой прикреплен к рамке. Глубиномер ( 7 ) помещен в продольном пазу обратной стороны штанги (на которой нет шкалы) .
Штангенглубиномеры

Как можно догадаться из названия, штангенглубиномеры предназначены для измерения глубины пазов, углублений и отверстий. Кроме того, с помощью глубиномеров можно определить и высоту различных уступов на изделии.
Штангенглубиномеры (см. рис.3) принципиально не отличаются от штангенциркулей. По сути, штангенглубиномер – это штангенциркуль, конструктивно приспособленный для удобства линейных измерений малодоступных внутренних размеров изделий. Рабочими поверхностями штангенглубиномеров являются торцовая поверхность штанги и база для измерений – нижняя поверхность основания.
Как и все штангенинструменты, штангенглубиномеры изготавливают с отсчетом по штриховой шкале (оснащенные нониусом) , с отсчетом по циферблату и с цифровым отсчетом.
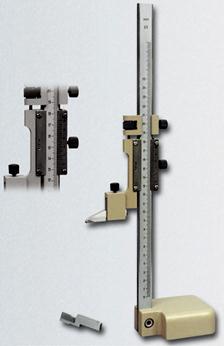
Штангенрейсмасы
Штангенрейсмасы (иногда их называют штангенрейсмусы) (рис. 1) являются основными измерительными инструментами для разметки деталей. Они могут иметь дополнительный присоединительный узел для установки измерительных головок параллельно или перпендикулярно плоскости основания.
Принципиально штангенрейсмасы аналогичны штангенинструментам – основными их частями являются все те же штанга с основной шкалой, рамка со шкалой нониуса и зажимные устройства.
Как правильно пользоваться штангенциркулем поможет разобраться представленный здесь видеоролик.