Ювелирное обозрение
Все о ювелирных украшениях, драгоценных камнях и металлах
Какие типы штангенинструментов называют штангенциркулями
Содержание
- 1 Штангенциркули, штангенглубиномеры и штангенрейсмасы
- 1.1 Назначение и устройство штангенинструментов
- 1.2 Шкала нониуса или верньер
- 1.3 Штангенциркули
- 1.4 Устройство штангенциркуля
- 1.5 Штангенглубиномеры
- 1.6 Штангенрейсмасы
- 1.7 Штангенциркули имеют губки двух видов:
- 1.7.0.1 Виды и особенности
- 1.7.0.1.1 Основные виды штангенциркулей:
- 1.7.0.1.2 Существует несколько подвидов различных штангенциркулей в зависимости от размеров, конструктивных особенностей и принципа действия.
- 1.7.0.1.3 ШЦ-I
- 1.7.0.1.4 ШЦЦ-I
- 1.7.0.1.5 ШЦК-I
- 1.7.0.1.6 ШЦ-II
- 1.7.0.1.7 ШЦ-III и ШЦЦ-III
- 1.7.0.1.8 Штангенциркули специального назначения
- 1.7.0.1.9 Правила пользования штангенциркулем
- 1.7.0.1 Виды и особенности
- 1.8 Штангенциркуль расположить прямо перед глазами.
- 1.9 Еще по теме:
Читайте также:
- БИБЛИОГРАФИЧЕСКИЙ СПИСОК
- Обработка корпусных деталей на автоматизированных участках в мелко серийном производстве.
- Средства измерений
СРЕДСТВА ДЛЯ ЛИНЕЙНЫХ ИЗМЕРЕНИЙ
Контрольные вопросы к разделу 3
1. Для чего предназначены штриховые меры длины?
2. Какие типы штриховых мер длины Вы знаете?
3. Что представляют собой плоскопараллельные концевые меры длины?
4. Для чего предназначены рабочие и образцовые концевые меры длины?
5. Что такое притираемость мер?
6. Как составляется блок концевых мер?
7. Для чего предназначены меры плоского угла (угловые меры)?
8. Перечислите основные типы угловых мер.
9. Как измеряют углы с помощью угловых мер?
10. Что называется интерференцией света?
11. Как определить вид отклонения от плоскости концевой меры?
12. Как определить величину отклонения от плоскости концевой меры?
13. Какими способами оценивается притираемость?
Штангенинструменты – это обобщенное название средств разметки и измерений наружных и внутренних размеров. Штангенинструменты представляют собой показывающие приборы прямого действия, у которых размер изделия определяется по положению измерительной рамки, перемещающейся вдоль штанги со штриховой шкалой.
с отчетом по нониусу, цена деления которого составляет 0,1 мм или 0,05 мм;
с отчетом по круговой шкале, цена деления которой равна 0,02 мм или 0,05 мм (для штангенциркулей допускается – 0,1 мм);
с цифровым отчетным устройством с шагом дискретности 0,01 мм.
Штангенинструменты с отсчетом показаний по нониусу просты по конструкции и наиболее распространены на производстве.
К основным штангенинструментам относятся штангенциркули, штангенглубиномеры, штангенрейсмасы и штангензубомеры. Последние будем рассматривать в разделе «Средства контроля зубчатых колес».
Штангенциркулипредназначены для измерения наружных и внутренних размеров до 2000 мм. По ГОСТу 166 штангенциркули изготавливают следующих основных типов:
I – двусторонние с глубиномером (рис.4.1);
ТI – односторонние с глубиномером с измерительными поверхностями из твердых сплавов;
II – двусторонние (рис. 4.2);
III – односторонние (рис. 4.3).
Штангенциркуль ШЦ- I (рис. 4.1) состоит из штанги 1, по которой перемещается рамка 2. На штанге нанесена основная шкала 3 с ценой деления 1мм, а на рамке – шкала 4 нониуса. Зажим рамки осуществляется винтом 5. Для измерения внутренних размеров служат губки 6, а для измерения наружных размеров – губки 7. Измерение глубины осуществляется глубиномерной линейкой 8.
Штангенциркули типа ТI отличаются от типа I тем, что отсутствуют у них губки 6 для измерения внутренних размеров, а рабочая поверхность губок 7 выполнена из твердого сплава.
Штангенциркуль типа II (рис.4.2) имеет губки 6 с кромочными измерительными поверхностями для измерения наружных размеров и губки 7 плоскими измерительными поверхностями для измерения наружных размеров и цилиндрическими поверхностями для измерения внутренних размеров.
Для установки рамки на точный размер предусмотрено устройство тонкой установки 9.
У штангенциркулей типа III верхние губки 6 отсутствуют (см. рис. 4.3).
Рис. 4.1. Штангенциркуль ШЦ-I
Рис. 4.2. Штангенциркуль ШЦ-II
Рис. 4.3 Штангенциркуль ШЦ-III
Штангенглубиномеры,ГОСТ 162, (рис.4.4) применяются для измерения глубины отверстий и пазов. Они состоят из штанги 1 без губок и рамки 2 с основанием 3 и нониусом 4. Измерительными поверхностями являются торцы штанги 1 и основания 3.

Рис. 4.4. Штангенглубиномер
Штангенрейсмасы, ГОСТ 164, (рис.4.5) используются для измерения высот и разметки изделий, установленных на плите. Штангенрейсмас состоит из штанги 1, жестко связанной с основанием 2. По штанге перемещается рамка 3 с нониусом 4. Рамка 3 имеет кронштейн 5, на котором с помощью хомутика 6 крепится измерительная или разметочная ножка 7.
 |
 |
Рис. 4.5. Штангенрейсмас
При измерении штангенинструментами рамка перемещается по штанге прибора так, чтобы измерительные поверхности плотно, но без перекоса, прилегали к поверхности изделия. Перекос рамки относительно штанги не допустим.
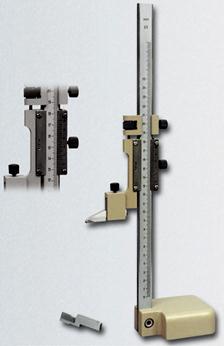
Для выполнения разметочных работ можно использовать специализированные штангенинструменты, внешний вид которых приведен на рис. 4.6.

Рис. 4.6. Штангенциркуль разметочный
Такие устройства снабжены съемными наконечниками из твердого сплава и имеют устройство точного регулирования.
На штанге приборов нанесена основная шкала с ценой деления а=1 мм, а на рамке установлена или нанесена дополнительная штриховая шкала – нониус. По положению нулевого штриха нониуса на основной шкале штанги определяют целое число миллиметров в размере. Дробные доли миллиметра находят с помощью нониуса.
Нониус– это равномерная дополнительная шкала с пределом измерений, равным цене деления основной шкалы а. Для штангенинструментов пределы измерения нониуса равны 1 мм.
Нониусы имеют различные цену c деления шкалы (отсчет по нониусу) и модуль y, который показывает, через какое число делений основной шкалы будут располагаться штрихи нониуса, смещенные на значение отсчета.
Линейные нониусы бывают нескольких типов (рис.4.7). Основные параметры нониуса определяются:
числом деления шкалы нониуса n=a/c;
длиной деления шкалы нониуса b=y*a-c;
полной длина шкалы нониуса l=n*b=(y*n-1)*a.
| в |
| б |
| а |
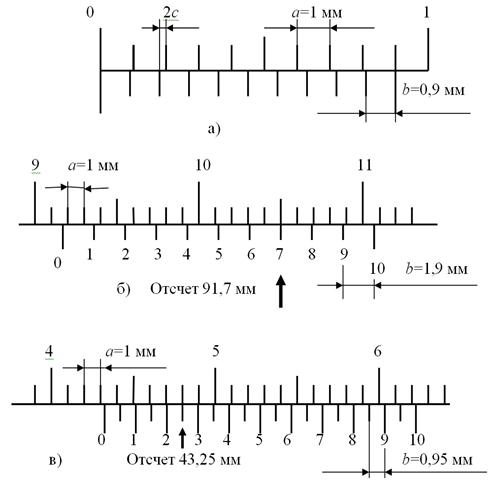
Рис. 4.7. Отсчеты по нониусам штангенинструментов:
Если нулевой штрих нониуса совпадает со штрихом основной шкалы, например, при плотно сдвинутых губках штангенциркуля (рис.4.7,а), то первый штрих нониуса смещен от штриха основной шкалы, на значение c отсчета по нониусу, второй штрих – на 2с, третий штрих – на 3с и т.д.
При перемещении нулевого штриха нониуса между делениями основной шкалы штрихи нониуса будут поочередно совпадать со штрихами основной шкалы. Когда дробная доля размера Δl=с, то со штрихом шкалы совпадает первый штрих нониуса, при Δl=2с – второй штрих, при Δl=3с – третий штрих т.д. Таким образом, указателем для нониуса служит штрих основной шкалы, совпадающий со штрихами нониуса. Число десятых долей миллиметра при отсчете по нониусу равно номеру этого штриха нониуса, умноженному на отсчет по нониусу c. На рис.4.7, б) и в) значения отсчетов равны 91.7 мм и 43.25 мм.
Как отмечалось выше, отсчетным устройством штангенинструментов, кроме нониуса, может служить круговая шкала и цифровое отсчетное устройство. Штангенинструменты с автоматическим отсчетом показаний повышают качество и производительность измерений.
В штангу 1 (рис.4.8) штангенинструментов с круговой шкалой вмонтирована зубчатая рейка. Зубчатое колесо индикатора 3, закрепленного на рамке 2 с подвижной губкой, перемещается по зубчатой рейке. Поворот зубчатого колеса преобразуется в перемещение стрелки индикатора. По шкале, нанесенной на штанге, отсчитывают десятки миллиметров, по шкале индикатора – единицы, десятые и сотые доли миллиметра.
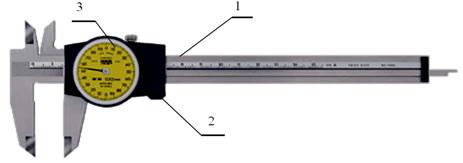
Рис. 4.8. Штангенциркуль с круговой шкалой
Общий вид штангенинструментов с электронным цифровым отсчетным устройством показан на (рис.4.9).
Рис. 4.9. Штангенинструменты с цифровым отсчетным устройством
Наряду со штангенрейсмасами в последнее время начали выпускать высотомеры с цифровым отсчетным устройством (рис. 4.10).
Применение штангенинструментов.Установка измерительных губок на проверяемую деталь производится с легким усилием, приложенным к рамке. Затем отсчитывается размер и измерительные губки раздвигаются. Вытаскивания проверяемой детали из установленного штангенинструмента следует по возможности избегать, так как скольжение измерительных поверхностей по детали вызывает их износ, уменьшающий точность штангенинструмента. По этой же причине недопустимо измерение вращающихся изделий; кроме того, при этом возможны несчастные случаи.

Рис. 4.10. Высотомер
Можно избежать ошибок при применении штангенинструмента, если после установки нулевого штриха нониуса оценивать части деление на глаз, а затем сравнивать их с отсчетом по нониусу. При внутренних измерениях иногда забывают добавлять к отсчитанному размеру ширину губок (10 мм) – это приводит к грубой ошибке.
Следует избегать слишком большого усилия при соприкосновении измерительных губок с деталью. Ошибочные результаты измерений возникают так же при износе измерительных поверхностей и при перекосе рамки, (принцип Аббе не соблюдается).
Условное обозначение штангенинструментов состоит из набора букв, характеризующих вид инструмента. Далее указываются пределы измерения, цена деления и номер стандарта. У штангенциркуля после букв ставится его тип (I, Т-1, II или III).
Для инструментов, у которых отсчете показаний ведется по нониусу, буквы означают:
Для инструментов с круговой шкалой в обозначения добавляется буква К, а для инструментов с цифровым отсчетом – буква Ц.
Примеры условного обозначения:
Штангенрейсмас ШР-250-0.05 ГОСТ 164 (отсчет по нониусу, пределы измерения 0-250 мм, цена деления -0.05 мм);
Штангенглубиномер ШГК-400-0.02 ГОСТ 162 (отсчет по круговой шкале, пределы измерения 0-400 мм цена деления 0.02 мм);
Штангенциркуль ШЦЦ-II-250-630-0.01 ГОСТ 166 (отсчет цифровой, тип II, пределы измерения 250-630 мм, цена деления 0.01 мм).
Дата добавления: 2014-11-29 ; Просмотров: 10921 ; Нарушение авторских прав? ;
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Штангенциркули, штангенглубиномеры и штангенрейсмасы
Назначение и устройство штангенинструментов
Штангенинструменты – измерительные приборы для замера линейных величин с отсчетом по штриховой шкале либо цифровому дисплею.
 В основе своей конструкции штангенинструменты имеют штангу (отсюда их название) c матовым хромированным покрытием для безбликового считывания, на которой нанесена основная шкала. Они предназначены для абсолютных измерений линейных размеров, а также для воспроизведения размеров при разметке деталей.
В основе своей конструкции штангенинструменты имеют штангу (отсюда их название) c матовым хромированным покрытием для безбликового считывания, на которой нанесена основная шкала. Они предназначены для абсолютных измерений линейных размеров, а также для воспроизведения размеров при разметке деталей.
Кроме штанги с основной шкалой, составными частями штангенинструментов являются подвижные и неподвижные губки, посредством которых производится измерение, а также перемещающаяся по специальной рамке вспомогательная шкала-нониус и фиксирующее приспособление. Неподвижные губки обычно выполняются совместно со штангой, а подвижные закреплены на рамке с нониусом или изготавливаются заодно с ней.
К штангенинструментам относят штангенциркули, штангенглубиномеры и штангенрейсмасы. Устройство штангенинструментов определяется их назначением.
Качество современных штангенинструментов очень высокое. Применение нержавеющих сталей и сплавов обеспечивает антикоррозийные свойства инструмента, сопротивление износу и коррозии.
Кроме металлических, выпускают также модели изготовленные из углепластика. Углепластиковые штангенинструменты удобны для измерения магнитов и имеют низкую теплопроводность, что уменьшает температурную погрешность при измерении.
В России штангенинструменты выпускают инструментальные заводы – Челябинский (ЧИЗ) и Кировский (КРИН) . Среди зарубежных фирм можно отметить Mitutoyo (Япония) , Tesa (Швейцария) , Carl Mahr (Германия) .
В настоящее время выпускают три группы штангенинструментов:
- механические штангенинструменты с отсчетов по штриховой шкале, оснащенные нониусом;
- штангенинструменты с отсчетом по циферблату;
- электронные штангенинструменты с цифровым отсчетом.
Шкала нониуса или верньер
По нониусу отсчитывают десятые и сотые доли миллиметра. Наибольшее распространение получили нониусы с точностью отсчета 0,1, 0,05 и 0,02 мм.
Для отсчета с помощью нониуса сначала определяют по основной шкале целое число миллиметров перед нулевым делением нониуса. Затем добавляют к нему число долей по нониусу в соответствии с тем, какой штрих шкалы нониуса ближе к штриху основной шкалы.

Принцип работы шкалы нониуса основан на том явлении, что человеческому глазу проще определить совпадение рисок делений на шкале, чем относительное смещение одного деления между другими. При этом для повышения точности измерения нониус имеет оригинальное конструктивное решения – на нем, как и на основной шкале нанесены 10 делений, обозначающих 1 мм каждое, но на шкале нониуса эти деления намеренно выполнены с погрешностью, равной требуемой точности измерения штангенинструмента.
Т. е. если на основной шкале 10 делений соответствуют 10 мм, то на шкале нониуса, рассчитанной на точность измерения 0,1 мм, 10 делений будут соответствовать 9 мм. При выполнении измерений сдвиг между шкалами, обусловленный преднамеренной погрешностью нониуса, позволяет считывать результат в 10 раз точнее.
Использование нониуса позволяет получать результаты измерений с точностью от десятых даже до сотых долей миллиметра.
Считается, что принцип нониуса был изобретён известным персидским ученым Авиценной (Абу Али ибн Синой) более тысячи лет назад. Название "нониус" это устройство получило в честь менее известного португальского математика П. Нуниша (1502 – 1578) , который изобрёл первый измерительный прибор, использующий принцип, предложенный Авиценной. Современная конструкция шкалы была предложена в 1631 году французским математиком Пьером Вернье, в честь которого шкалу нониуса иногда называют "верньер".
Основной характеристикой при расчете нониуса является величина отсчета или точность нониуса i . Сначала определяют число делений нониуса n = c/i , где c – интервал деления основной шкалы.
Тогда интервал деления шкалы нониуса b = γc – i , где γ – натуральное число 1, 2, 3. служащее для увеличения интервала деления нониусной шкалы.
Затем находят общую длину шкалы нониуса l – bn = (γc – i) × n .
Например, при i = 0,1 мм, с = 1 мм и γ = 2 число делений нониуса n = 10, длина одного деления b = 1,9 мм, и длина шкалы нониуса 19 мм.
Штангенциркули
Работать со штангенциркулем несложно.
Нижние измерительные губки разводятся в стороны, между ними располагается деталь, а затем губки сдвигаются до упора, после чего снимаются результаты измерения с основной шкалы и шкалы нониуса.
Для выполнения измерений внутри детали верхние губки сдвигаются, затем вводятся в подлежащее замеру отверстие или паз, и там раскрываются до упора в поверхность детали. Во время работы со штангенциркулем следует держать инструмент перпендикулярно детали, чтобы губки плотно прилегали к замеряемой поверхности. Это требование позволяет уменьшить погрешность измерения.
Кроме обычных штангенциркулей существуют еще и электронные модели инструмента, которые выводят значение замера на табло.
Устройство штангенциркуля
По основной линейке-штанге 6 (рис. 2) с неподвижными измерительными губками 1 перемещается рамка 5 с подвижными измерительными губками 2 . На основной линейке нанесены деления в миллиметрах, а на подвижной рамке 5 установлен нониус 3 .
 Для плавного перемещения рамки 5 по линейке-штанге 6 в некоторых конструкциях предусмотрено микрометрическое устройство, состоящее из хомутика, зажима и гайки микрометрической подачи. На подвижной рамке 5 установлен стопорный винт 4 .
Для плавного перемещения рамки 5 по линейке-штанге 6 в некоторых конструкциях предусмотрено микрометрическое устройство, состоящее из хомутика, зажима и гайки микрометрической подачи. На подвижной рамке 5 установлен стопорный винт 4 .
Наружные размеры можно измерять как верхними губками, так и нижними. Для измерения внутренних размеров предназначены только нижние губки. а для разметки – верхние губки.
Некоторые конструкции штангенциркулей оборудованы глубиномером – тонкой, очень узкой линейкой (щупом) , конец которой прикреплен к рамке. Глубиномер ( 7 ) помещен в продольном пазу обратной стороны штанги (на которой нет шкалы) .
Штангенглубиномеры

Как можно догадаться из названия, штангенглубиномеры предназначены для измерения глубины пазов, углублений и отверстий. Кроме того, с помощью глубиномеров можно определить и высоту различных уступов на изделии.
Штангенглубиномеры (см. рис.3) принципиально не отличаются от штангенциркулей. По сути, штангенглубиномер – это штангенциркуль, конструктивно приспособленный для удобства линейных измерений малодоступных внутренних размеров изделий. Рабочими поверхностями штангенглубиномеров являются торцовая поверхность штанги и база для измерений – нижняя поверхность основания.
Как и все штангенинструменты, штангенглубиномеры изготавливают с отсчетом по штриховой шкале (оснащенные нониусом) , с отсчетом по циферблату и с цифровым отсчетом.
Штангенрейсмасы
Штангенрейсмасы (иногда их называют штангенрейсмусы) (рис. 1) являются основными измерительными инструментами для разметки деталей. Они могут иметь дополнительный присоединительный узел для установки измерительных головок параллельно или перпендикулярно плоскости основания.
Принципиально штангенрейсмасы аналогичны штангенинструментам – основными их частями являются все те же штанга с основной шкалой, рамка со шкалой нониуса и зажимные устройства.
Как правильно пользоваться штангенциркулем поможет разобраться представленный здесь видеоролик.
При производстве строительных работ или мелкого ремонта часто требуются измерительные инструменты. Обычно ими являются линейки или рулетки. Но при измерении диаметра трубы или глубины отверстия эти инструменты не подходят. Для таких целей служат более точные измерительные приборы – штангенциркули.
Такой прибор является универсальным. С его помощью можно измерить внешние и внутренние размеры деталей. Штангенциркули приобрели широкую популярность в быту, так как он имеет простое устройство и удобен в пользовании. С помощью такого прибора можно быстро и легко произвести измерение с высокой точностью.
Устройство штангенциркуля

1 — Губки для внутренних измерений
2 — Губки для наружных измерений
3 — Зажимной винт
4 — Подвижная рамка
5 — Нониус
6 — Штанга
7 — Шкала штанги
8 — Глубинометр
У всех аналогичных штангенциркулю инструментов имеется измерительная штанга, благодаря которой прибор получил такое название. На штанге имеется основная шкала, которая необходима при измерении в первую очередь.
Подвижная рамка с нанесенной шкалой имеет возможность перемещаться по штанге. Шкала на штанге называется нониусом, который имеет более точную разметку по долям делений. Это обеспечивает повышенную точность измерений. Степень точности штангенциркуля в зависимости от исполнения может достигать сотых долей миллиметра.
Штангенциркули имеют губки двух видов:
- Для измерения внутренних размеров.
- Для измерения наружных размеров.
Также имеется еще один измерительный элемент прибора, который называется глубиномером. С помощью него можно измерить глубину отверстий и другие размеры.
Цифровые штангенциркули устроены аналогичным образом. Однако вместо нониуса применяется цифровая шкала, повышающая удобство применения и точность измерения прибором.

1 — Зажимной винт
2 — Батарейка
3 — Ролик изменения длинны
4 — Обнуление
5 — Вкл/Выкл
6 — Переключение мм/дюймы
Как и все измерительные приборы, цифровые приборы оснащены шкалой с ценой деления 0,01 мм. Допустимой погрешностью считается отклонение результата измерения в меньшую или большую сторону на 10%. В промышленности все измерительные инструменты каждые полгода подвергаются метрологическому контролю.
В торговой сети продаются штангенциркули, упакованные в футляре. При приобретении инструмента рекомендуется осмотреть измерительные губки. Они должны быть ровными, и при их сжатии не должно быть просвета.
Шкала нониуса при сомкнутых губках должна находиться в нулевом положении. Линии отметки делений шкалы по нониусу должны быть нанесены четко. В комплект прибора должен входить паспорт с отметкой о произведенной поверке на точность.
Виды и особенности
Основные виды штангенциркулей:

Существует несколько подвидов различных штангенциркулей в зависимости от размеров, конструктивных особенностей и принципа действия.
ШЦ-I

Это наиболее простая и популярная модель прибора, которая широко используется в промышленном производстве. Его называют «колумбиком» по названию фирмы изготовителя, которая производила инструмент в военное время (Columbus).
Прибором можно измерить внутренние, наружные размеры, глубину. Интервал измерений составляет от 0 до 150 мм. Точность измерений достигает 0,02 мм.
ШЦЦ-I

Эта цифровая модель измерительного инструмента имеет аналогичную конструкцию классического штангенциркуля. Интервал измерений 0-150 мм. Одним из его преимуществ можно назвать более высокую точность при измерении за счет наличия цифрового индикатора.
Удобство использования такого цифрового прибора заключается в том, что в любой точке измерения можно обнулить индикатор. Также легко одной кнопкой можно переключать метрическую систему на дюймовую.
При покупке цифровой модели необходимо обратить внимание на наличие нулевых показаний при сведенных губках, а также при затянутом стопорном винте цифры на дисплее не должны прыгать.
ШЦК-I

В такой конструкции штангенциркуля присутствует поворотный индикатор с круглой шкалой, цена деления которой 0,02 мм. Такими штангенциркулями удобно пользоваться при частых измерениях на производстве. Стрелка индикатора хорошо видна для быстрого контроля результата, не имеет скачков, в отличие от цифровых моделей. Этим прибором особенно удобно пользоваться в отделе технического контроля для замеров аналогичных типовых размеров.
ШЦ-II

Такие линейки используются для измерения внутренних и наружных размеров, а также для работ по разметке деталей перед обработкой. Поэтому на их губках имеются насадки, выполненные из твердого сплава для защиты их от быстрого износа. Интервал измерения серии приборов ШЦ-II находится в пределах 0-250 мм и точностью измерения 0,02 мм.
ШЦ-III и ШЦЦ-III

Большие детали измеряются чаще всего такой моделью инструмента, так как точность измерений у него выше остальных моделей и составляет 0,02 мм для механических приборов, и 0,01 мм для цифровых.
Наибольший размер для измерения составляет 500 мм. Губки в таких моделях направлены вниз, и могут иметь длину до 300 мм. Это дает возможность производить измерения деталей в широких пределах.
Штангенциркули специального назначения
Коротко рассмотрим несколько специализированных моделей штангенциркулей, предназначенных для специальных видов работ. В торговой сети такие приборы появляются довольно редко.
- ШЦЦТ – применяется для замеров труб, его называют трубным штангенциркулем.
- ШЦЦВ — для измерения внутренних размеров, имеет цифровой дисплей.
- ШЦЦН – аналогичная предыдущему прибору, служит для измерения наружных размеров.
- ШЦЦУ — универсальный цифровой измеритель, в комплект входит комплект насадок для труднодоступных измерений: межцентровых расстояний, стенок труб, наружных и внутренних размеров и т.д.
- ШЦЦД – прибор для измерения толщины тормозных дисков и деталей с наличием различных выступов.
- ШЦЦП — штангенциркули применяются для измерения глубины протектора шин автомобилей.
- ШЦЦМ – штангенциркули, предназначенны специально для замеров межцентровых расстояний.
Правила пользования штангенциркулем
- Проверить инструмент. Для этого губки штангенциркуля свести вместе и проверить точность их смыкания на наличие между ними просвета.
- Инструмент взять в правую руку, а измеряемую деталь в левую руку.
- Для измерения внешнего размера детали, необходимо развести нижние губки инструмента и расположить между ними контролируемую деталь. При этом следует быть осторожным, так как края губок острые, и можно получить травму при неаккуратном обращении с инструментом.
- Губки штангенциркуля сжать до соприкосновения с деталью. Если материал изготовления детали имеет мягкую структуру, то сильное сжатие губок приведет к неточности измерения. Поэтому губки необходимо сдавливать осторожно, только до соприкосновения с поверхностью детали. Для передвижения рамки штангенциркуля используют большой палец руки.
- Проверить расположение губок относительно детали. Они должны находиться на равном расстоянии от краев детали, наличие перекосов инструмента не допускается.
- Зафиксировать винт, предназначенный для зажима подвижной рамки. Это позволяет сохранить положение рамки для точных результатов измерения. Затягивать винт целесообразно большим и указательным пальцем, одновременно этой же рукой удерживать инструмент в одном положении, чтобы не сдвигать его для обеспечения точности измерения.
- Отложить деталь в сторону, а зафиксированный штангенциркуль без детали взять для снятия результатов замера.
- Этап снятия показаний инструмента является очень важным, так как неточность при измерении может привести к серьезным последствиям на производстве.
Штангенциркуль расположить прямо перед глазами.

1 — Шкала штанги
2 — 21 деление
3 — Шкала нониуса
— На рисунке изображен порядок измерения. Слева показаны губки для внешних замеров с измеряемой деталью, а справа изображены шкалы: нониусная и основная. Их деления и определят результат измерения.
— Сначала необходимо подсчитать количество целых миллиметров. Для этого нужно найти на шкале штанги деление, которое находится наиболее близко к нулю нониуса. Это деление указано первой верхней стрелкой красного цвета. В нашем случае эта величина равна 13 мм. Это значение необходимо запомнить, либо записать.
— Далее нужно вычислить доли миллиметра. Для этого на шкале нониуса надо найти деление, совпадающее с делением на шкале штанги. Это деление на рисунке показано второй красной стрелкой.
— Далее необходимо определить номер деления по порядку, для нашего случая получается 21.
— Затем нужно это число умножить на цену деления шкалы нониуса. В нашем примере цена деления 0,01 мм.
— Теперь необходимо подсчитать точную величину измерения, определенного штангенциркулем. Для этого нужно сложить целое число с долями миллиметра. В результате получается 13,21 мм.
- По окончании работы с инструментом очистить его, ослабить винт, сомкнуть губки и положить в чехол. Если инструмент будет долго храниться, то рекомендуется обработать его антикоррозийным раствором.
При наличии циферблатного или цифрового штангенциркуля процесс измерения становится намного проще, так как рассчитывать ничего не нужно, готовый результат будет виден на дисплее или на циферблате.