Ювелирное обозрение
Все о ювелирных украшениях, драгоценных камнях и металлах
Какими электродами варить арматуру
Содержание
- 1 Особенности сваривания
- 2 Способы
- 3 Соединение для фундамента
- 4 Электроды
- 5 Технология стыковки и соединения ручной дуговой сваркой
- 6 Проверка качества готовой конструкции
- 7 Меры безопасности
- 8 Классы арматуры и электроды
- 9 Что лучше: вязка или сварка
- 10 Особенности сваривания арматуры
- 11 Способы сварки
- 12 Какими электродами варить арматуру
Есть арматура и вы не знаете какими электродами заварить. Ну тут все просто. Если у вас обычный сварочный аппарат или инверторный то варим смело электродами "mp" или "АНО-21". Это обычные Электроды для сварки их можно купить в любом строительном магазине. Теперь поговорим о диаметре. Если толщина арматуры свыше 14мм то варим четверочкой (электроды диаметром 4мм). Если толщина меньше, то желательно воспользоваться диаметром электрода в 3мм.
Естественно ток подбираем. Кстати по опыту могу сказать что 50% качество шва зависит от подбора тока. Так что это очень важная часть. По крайней мере я сталкивался только с обычной арматурой и про другие виды сказать не могу. Для меня арматура она и в Африке арматура. Подготовка перед высокой. Что нужно знать. Для соединения стык в стык для больших диаметров нужно снять кромки под 45градусов по кругу. Получится своего рода острый наконечник.
Если на арматуру не будет сильной нагрузки то не обязательно это делать но желательно ведь всякое бывает. Для меньших диаметров считаю бессмысленно делать скосы. И так будет держать. Все зависит от качества сварки. Чем еще сварить арматуру. Можно полуавтоматом можно инвертором, можно аппаратом трансформаторного типа(старые российские большие аппараты постоянного тока). Если вы не нашли нужной информации прошу вас написать об этом и мы постараемся выложить актуальную и нужную для вас информацию. Воспользуйтесь страницей контакты.
Какими электродами варить арматуру для фундамента.
Перед тем как сделать арматурную сетку для фундамента нужно ее подобрать. Сейчас я опишу на примере какими электродами варили ее и укажу все размеры. И так планируется строить дом 10 на 8. Всего армированных сеток на фото 48 (3 по 16 ) штук и они расчитаны на три дома.

Высота фундамента будет 1 метр 10 сантиметров. Ширина одной из сторон 10 метров. Длина арматур 5 метров длинные, и 1.10 короткие( поперечные). Все заготовили приступаем к сварке.

Делаем один шаблон из двенадцатой арматуру. Между ячейками 30 и 40 сантиметров. Электроды я использовал мр-3с от лэз. Хотя рекомендуется использовать Электроды для низкоуглеродистых сталей, и при сварке кстати в фундаменте должен быть только определенный процент.

Положили заварили ничего вроде сложного, а когда начинаешь варить начинает прилипать Электрод и дуга зажигается не очень хорошо, поэтому я рекомендую прибавить тока чуть больше. Сами сетки будут укладывать по пять метров и связывать между собой на расстоянии примерно 20 сантиметров.

Нарезаются эта жеарматура по 20 сантиметров куски с соеденеются две больших сетки.Связывают проволкой с помощью специального крючка. Кто занимается этим профессионально называется вязальщиком , в основном они работают на монолитных домах. Если у вас есть поблизости стройка можете сходить и посмотреть как они это делают, либо найти инфу на ютуб.
 Арматура представляет собой прутки разного диаметра, имеющие ровную и ребристую поверхность. Арматура — востребованный конструкционный элемент, применяющийся во многих сферах.
Арматура представляет собой прутки разного диаметра, имеющие ровную и ребристую поверхность. Арматура — востребованный конструкционный элемент, применяющийся во многих сферах.
Данный строительный материал используется в следующих отраслях:
- изготовление железобетонных конструкций бытового и промышленного профиля: фундаменты, несущие стены, перекрытия и колонны;
- устройство специальных гидротехнических сооружений;
- возведение каркасов;
- производство металлических сеток различного назначения;
- обустройство пешеходных зон, дорожных покрытий.
- создание других важных изделий.
 Следует выделить основные преимущества арматуры:
Следует выделить основные преимущества арматуры:
- простота и легкость использования;
- высокая прочность;
- большой коэффициент теплопроводимости;
- обширный выбор прутков в зависимости от диаметра, профиля сечения, принципа применения, назначения, способа производства и т.д.;
- долговечность арматурных конструкций.
Особенности сваривания
 Процесс сваривания арматуры обладает особенностями: сварочный шов при перекрестном сваривании имеет небольшую длину из-за маленькой площади соприкосновения, в результате сварки данного материала возникает перпендикулярное соединение. Это соединение может образовать некий рычаг, основная нагрузка которого ложится на место сварного шва.
Процесс сваривания арматуры обладает особенностями: сварочный шов при перекрестном сваривании имеет небольшую длину из-за маленькой площади соприкосновения, в результате сварки данного материала возникает перпендикулярное соединение. Это соединение может образовать некий рычаг, основная нагрузка которого ложится на место сварного шва.
Данные специфические характеристики требуют специального подхода. Для этого существует несколько способов сварки арматуры. Правильный выбор необходимой технологии сможет обеспечить сокращение издержек и гарантирует качественный результат.
Способы
Существует несколько методов сварки арматуры. Каждый способ применяется в зависимости от конкретной ситуации и для решения определенных задач.
Электродуговая сварка
Электродуговая сварка используется специалистами в следующих ситуациях:
- работа с арматурой большого диаметра;
- скрепление арматуры из сталей разных марок.
Сварщику следует применять электроды, состав которых схож с составом свариваемых изделий, а также сварочный трансформатор, инвертор или иной источник сварочного тока.
Главным преимуществом является возможность использования обычного сварочного оснащения. Основной недостаток — соединения, созданные этим методом, не способны выдерживать повышенные нагрузки. Используется технология сварки арматуры ручной дуговой сваркой при монтаже каркасов, металлических конструкций и сеток.

Внахлест
Следующий метод — сварка внахлест, которая производится при помощи одного иди двух фланговых швов. По сути, данный способ можно охарактеризовать как стыковка арматуры сваркой, проводящаяся в продольной плоскости.
Следует указать, что чем больше нахлест арматуры при сварке, тем большей прочностью отличается конструкция. При этом необходимо учитывать, что сваривание проводится с двух противоположных сторон соединения.
Иногда это создает неудобства при выполнении процедуры. Например, один сварной шов расположен с верхней стороны двух рабочих прутков, а другой — снизу. Таким образом, до второго соединения сложно или невозможно добраться и шов получается ненадежным. Поэтому данный метод можно использовать только в тех случаях, когда готовое изделие не будет подвергаться значительным нагрузкам.

Нужно правильно подобрать диаметр электродов. Арматура диаметром 5-8 мм. варится стержнем диаметром 3 мм. Для 8-10 мм. понадобится 4-хмиллиметровый расходник. Прутки диаметром более 10 мм. — электроды диаметром 5 мм.
Встык ванным способом
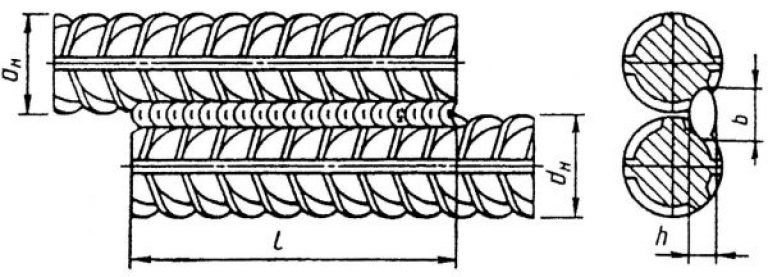
Для сваривания арматуры встык применяется ванный способ. Для этого метода исполнителю понадобится специальное приспособление. Ванночка (скоба-накладка для сварки арматуры) служит барьером для стекания расплавленного металла. Суть процесса состоит в том, что свариваемые концы стержней арматуры располагаются внутри ванночки. Затем их поочередно плавят электродами. Электрод должен слегка касаться стержня, так как сварка проводится при больших величинах тока.
 Для материалов диаметром 5-6 мм. применяется ток в 400-450 А. Низкие температуры способствуют увеличению тока ещё на 10-15 %. Наплавленный металл заполняет ванночку и происходит скрепление двух стержней в одно монолитное соединение.
Для материалов диаметром 5-6 мм. применяется ток в 400-450 А. Низкие температуры способствуют увеличению тока ещё на 10-15 %. Наплавленный металл заполняет ванночку и происходит скрепление двух стержней в одно монолитное соединение.
Следует отметить, что данный метод является наиболее предпочтительным из-за минимальных затрат сварочных материалов и металла, а также благодаря получению прочных и надежных конструкций. Ещё одно достоинство ванного способа — возможность работы с арматурой большого диаметра — 20-100 мм.
Скобы бывают трех видов, разделение осуществляется в зависимости от сырьевого материала. Стальные формы являются неразъемными, т.е. ванночка становится частью сварной конструкции. Медные и графитовые накладки снимаются с места соединения после выполнения работ. Позже их можно будет применять повторно. Графитовые формы перед применением необходимо прокаливать, так как они легко впитывают в себя влагу.
Какие марки электродов применяются для работы с различными видами арматуры будет указано далее.
Соединение для фундамента
Как уже было сказано ранее, наиболее активно арматура применяется в строительной сфере, в частности при капитальном строительстве. Поэтому сварка арматуры для фундамента является популярным и востребованным процессом. Фундаменты несут значительные нагрузки, поэтому их прочность должна быть на высоком уровне. Перегрев металла приводит к изменению структуры и ослаблению прочностных характеристик. Следовательно, сварка должна проводится на специализированных предприятиях либо на строительных площадках высококвалифицированными исполнителями.
 Таким образом, сварка арматуры для фундамента включает несколько этапов:
Таким образом, сварка арматуры для фундамента включает несколько этапов:
- ОТК проводит проверку качества материалов, некачественная арматура отбраковывается;
- стержни зачищаются от ржавчины и других загрязнений, подвергаются разметке и резке;
- заготовки соединяются в плоскую конструкцию путем прихватывания элементов;
- проверяется соответствие конструкции техническому плану;
- в случае несоответствия производится корректировка, в остальных случаях — определяется длина сварных швов и последовательность сваривания;
- окончательное соединение всей конструкции осуществляется также поэтапно: после сварки очередного шва следует дать ему остыть, проверить металл на наличие микротрещин.
Кроме этого, сварные арматурные конструкции применяются в малоэтажном строительстве. Следовательно, сварка арматуры для фундамента может проводится и в домашних условиях. В подобных случаях исполнителю понадобится простые сварочные устройства ручного или автоматического режима (например, инвертор).
Электроды
Для сварки арматурных стержней применяются электроды типов Э42, Э42А, Э46, Э46А, Э50А, Э55, Э60.
Наиболее востребованными и ходовыми марками являются:
- Электроды с основным покрытием УОНИ-13/45 применяются для сварки конструкций ответственного назначения из углеродистых и низколегированных сталей. Достоинства: шов обладает стойкостью к образованию трещин и высокими качественными характеристиками.
- ТМУ-21У используются для ручной дуговой сварки ответственных конструкций. Преимущества: состав обмазки электродов гарантирует хорошее качество сварки исоединения; небольшой уровень разбрызгивания; стабильность дуги; легкая отделимость шлака.
- УОНИ-13/55У предназначены для сварки арматуры ванным способом. Данная марка незаменима для обеспечения качественной сварки.
- Если исполнитель располагает сварочным аппаратом инверторного типа, то для сварки арматуры понадобится электроды марок АНО-21 и МР. Основные достоинства: доступность данных сварочных материалов, возможность осуществления сваривания по ржавчине, сварка может выполняться во всех пространственных положениях (кроме МР-3).

- Практика показывает, что электроды ОЗС-12 являются одним из лучших вариантов для работы с арматурой. Плюсы: возможна сварка изделий с небольшим количеством ржавчины; рутиловая обмазка предотвращает образование пор и предохраняет шов от попадания шлаков и окислений; высокая прочность соединений.
Технология стыковки и соединения ручной дуговой сваркой
При выполнении сварки арматурных стержней важно правильно выбирать оборудование и расходные материалы, тщательно проверять и контролировать их качество.
Следует учитывать особенности проведения работ, перечисленные ранее. При предъявлении повышенных требований к готовому изделию, нужно качественно выполнять каждое сварное соединение. Потому как даже один ненадежный шов может привести к неравномерному распределению нагрузки и повреждению всей металлической конструкции.

В отдельных случаях для повышения жесткости конструкции необходимо приваривать дополнительные ребра. Они повлияют на прочность в лучшую сторону.
Полезное видео
Предлагаем посмотреть ролик, но обязательно просим учесть сказанное выше про сварку ответственных конструкций и проектную документацию.
Внахлест
Сварка” арматуры для каркасов, испытывающих небольшую нагрузку на изгиб, кручение, производится внахлест, прутки накладывают друг на друга на 15 –30 см. При таком методе расход металла увеличивается. Угол наклона электрода до 15° к вертикали, шов делают с противоположных сторон обеих прутков или проваривают нахлест боковым непрерывным швом. Для работы используют плавящиеся электроды разных марок. Подробности в последнем разделе статьи. Место сварки предварительно зачищают металлической щеткой. Некоторыми электродами допускается работать по ржавчине.
Для качественного шва важно правильно подобрать параметры тока. Небольшая таблица свариваемости арматуры в зависимости от диаметра прутков (данные усредненные для стержней марок А500С и А400С):
| Вид электрода | Диаметр, мм | Рабочий ток, А |
| Э42, СМ-11 | 3 | 100—140 |
| 4 | 160—220 | |
| 5 | 180—280 | |
| УОНИ13/45 | 2 | 30—50 |
| 2,5 | 60—80 | |
| 3 | 80—100 | |
| 4 | 100—160 | |
| 5 | 140—200 | |
| AНО-5 | 4 | 160—230 |
| 5 | 190—300 | |
| АНО-6 | 4 | 180—200 |
| 5 | 180—270 | |
| ОЭС-23 | 2 | 40—50 |
| 3 | 90—120 | |
| ВСЦ-4 | 3 | 90—100 |
| 4 | 120—160 | |
| МР-3, Э-46 | 3 | 90—120 |
| 4 | 160—180 | |
| 5 | 170—230 | |
| 6 | 280—320 |
Встык
Сварка арматуры производится для удлинения прутков до необходимого размера. Для заполнения стыка горячим расплавом используют U-образные накладки, называемые ванночками. Они бывают:
- одноразовыми, подобно муфте остаются на соединении;
- многоразового использования, их делают из графита, цветных сплавов (после остывания ванны расплава форму снимают).

Стыковая ванная сварка – распространенный метод, используемый на строительной площадке. Работы производят в горизонтальном и вертикальном положениях. Для работы используют плавящиеся электроды, подходящие под тип прутков. Работы проводят на высоких токах, до 400 А. Для работы используют трансформаторы, выпрямители, инверторы. Технические особенности выполнения стыковых соединений:
- стыки зачищают, укладывают в ванночке с соблюдением соосности;
- плавящийся электрод разжигается при касании одного из стержней;
- образуемая ванна расплава постепенно заполняет стык, пустоты между прутками и материалом ванночки;
- после кристаллизации расплава со шва счищают окалину.
Вместо ванночки, для стыковых горизонтальных соединений, иногда используют стальные угловые накладки, они ограничивают растекание ванны расплава подобно ванночке.
Контактная точечная
Стыковое соединение стержней безэлектродным методом в больших объемах производится стационарным оборудованием для сварки арматуры. Это специальные стационарные автоматы, установленные в цехах. На строительных площадках подобного оборудования нет.

Ванна расплава на поверхности арматуры при сварке контактным методом образуется за счет преобразования электрической энергии в тепловую при возникновении дуги, она прошивает металл насквозь. Ток подводится в рабочую зону по неплавящимся электродам. Разогретую зону стыка плотно сжимают. Метод энергозатратный, но высокопроизводительный. По сути, стыковая автосварка – контактно-точечный способ с высокой плотностью точек контакта.
Ручное оборудование стационарного или переносного типа используют для соединений внахлест. Площадь воздействия ограничена диаметром электродов. На строительной площадке контактно-точечная сварка не применяется из-за сложности транспортировки оборудования. При выполнении швов сварочными клещами качество шва ограничено силой давления на рычаги. На арматурные прутки марки АI оказывают давление от 30 до 50 МПа в зависимости от диаметра, на АII – от 60 до 80 МПа.
Контактная точечная сварка бывает двух типов:
- С непрерывным оплавлением стыка в течение 1–20 секунд в зависимости от диаметра прутка. Так варят холоднокатаные стержни типа АI из низкоуглеродистой стали.
- В прерывистом режиме. Прутки в зоне стыка предварительно прогревают. Метод применим для горячедеформированных прутков, при импульсной подаче тока в металле не возникает остаточных напряжений, отрицательно сказывающихся на качестве шва.
Какими электродами варить арматуру
При выборе электродов для сварки арматуры необходимо учитывать способ изготовления и толщину прутков. В маркировке обязательно должен быть буквенный символ «С» – свариваемая, например, А500С, А400С. Числовой показатель указывает предел текучести.
Учитывают размер прутков:
- варить арматуру диаметром от 5 до 8 мм нужно электродами не толще 3 мм;
- арматура от 8 до 10 мм – электрод от 3 до 4 мм;
- арматура свыше 10 мм – электрод не менее 5 мм.
Электроды делят на 6 видов, при выборе следует смотреть маркировку:
- «У» предназначены для низкоуглеродистых и низколегированных сплавов;
- «Т» – для термостойких легированных;
- «Н» – наплавочные;
- «Э» – с повышенными требованиями пластичности, универсальные в применении.
Для А500С подходят электроды марок Э42А, Э46А, Э50А, Э55, Э60, в них стержни из сварочной проволоки Св-08или Св-08А, рутиловая обмазка с двуокисью титана, она выполняет роль защитного флюса. Рутиловые электроды ОЗС-12 обеспечивают хорошее качество стыкового соединения.
Для сварки арматуры А400С, применяемой для каркасов, рассчитанных на небольшую нагрузку, выбирают электроды МР (соответствуют по составу Э46), АНО, ими варят прутки внахлест, шов допускается делать по ржавчине. Стыковые соединения ванным методом выполняют электродами с основным покрытием: УОНИ-13/45, ТМУ-21У, стержни соответствуют по химсоставу марке Э42.
При сварке арматурных стержней важно учитывать, что прочность стыковых швов выше, чем сварки внахлест. Для фундаментов, опорных конструкций предпочтительнее ванный метод. Для железобетонных изделий, дорожных покрытий прутки соединяют внахлест любым из методов.
>