Ювелирное обозрение
Все о ювелирных украшениях, драгоценных камнях и металлах
Каретка для чпу своими руками
Содержание

- Цена: $22.65
- Перейти в магазин
Продолжаю предыдущие обзоры (часть 1, часть 2 и часть 3) на тему постройки станка CNC2418 из алюминиевого профиля своими руками.
В прошлом обзоре писал про корректировку конструкцию в плане жесткости, сейчас более подробно про изменения:
будет описание боковых пластин-держателей, новых кареток.
Под катом подробности
Прошлый раз я описал основные моменты сборки настольных ЧПУ станков CNC2417/2418.
В прошлой статье я затронул пересборку в CNC2417 с добавлением металлических держателей двигателя и усилением жесткости конструкции.
Цель — добиться максимального сходства с китайским CNC2417 за минимальные деньги. 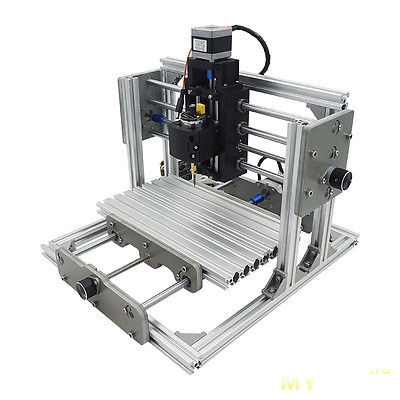
Теперь продолжаю. Я уже говорил, что подготовил специальные крепежные пластины по фотографиям с описания китайского станка. 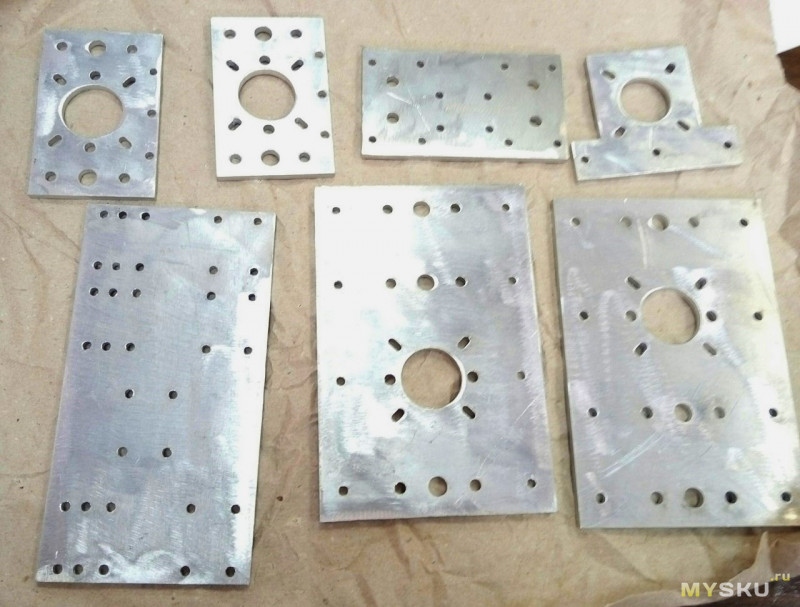
Так как я поменял местами пару вертикальных профилей (они чуть длиннее, внешний вид можно посмотреть на фотографиях в первых частях эпопейной сборки), то потребовалось докупить более длинные направляющие цилиндрические валы 8мм и ходовой винт Т8. Также, обратите внимание на фотографию оригинала — по двум осям установлены винты Т8 примерно на 20 мм длиннее и предназначены для ручного перемещения кареток по осям станка с помощью ручки. Я использовал 3Д печатную крутилку-ручку(«knob», ссылки в конце текста).
Так что прикупил комплект на 400мм, комплектом получается чуть дешевле, особенно с учетом периодических акций магазина и БГ-поинтов. 
Название лота: Machifit 15pcs 400mm CNC Parts Optical Axis Guide Bearing Housings Aluminum Rail Shaft Support Screws Set
И содержит он:
2 шт. x Цилиндрический вал 8x400mm
2 шт. x Металлический суппорт-подшипник KP08 55x13x29mm
4 шт. x Алюминиевый суппорт для вала SK8 42x32x14mm
1 шт. x Ходовой винт Т8 с латунной гайкой 400x8mm
4 шт. x Линейные подшипники с корпусом SC8UU 8x34mm
2 шт. x Эластичная муфта D19L25 для двигателя 5x8mm
Практически полный набор, чтобы собрать свою ось-слайдер для станка. Естественно, можно отрезать болгаркой/ножовкой длину в размер.
Приведу размеры из описания лота — пригодятся для создания собственных чертежей и расчетов 

Винт с гайкой самые обычные, если требуется, можно докупить гайку с компенсацией люфта
Ну и отдельный плюс — это линейные подшипники сразу в корпусе, так как их проще устанавливать на самодельные конструкции. Простые LM08UU дешевле, но под них требуется сделать держатель (можно напечатать на принтере) — это отдельный разговор. 
Итак, несколько слов про сам набор комплектующих для новой оси Y, затем про доработку. Получил посылку спустя 3 недели после заказа, в почтовом пакете и картонной узкой коробке для прочности. Это плюс, просто из пакета у меня цилиндрические валы выпадают, на Али почему то об этом продавцы не задумываются. А зря. 
Каждая номенклатура из комплекта упакована отдельно в пакетик. В подшипниках присутствуют следы масла 
Для оценки масштаба приложил к направляющим и винту линейку. Линейка на 30 см, железо на 40 см 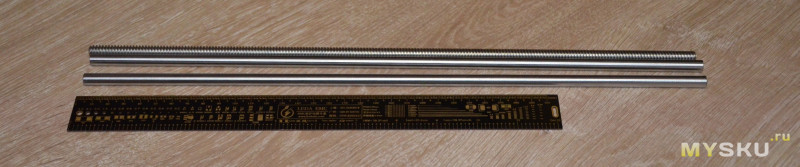
Торцы винта и валов без заусенцев. Такое ощущение, что валы нарезают в стандартные размеры от большого хлыста, так как заметно чуть чуть нагара на торце. Но обработано после отрезки. В принципе, ту же самую операцию я могу провести самостоятельно, поэтому стараюсь брать как можно длиннее отрезки. 
На торцах сделана фаска. Если отрезаете самостоятельно (а я подрезаю немного в размер), то фаску можно снять на точиле/вручную. Она в основном декоративная, чтобы не было заусенцев и при установке подшипников не задевало за шарики. 
Микроны не ловил, диаметр вала вполне 8 мм. К точности изготовления цилиндрических валов вопросов нет, главное чтобы не погнули при доставке. У меня больше претензии к подшипникам. Взял на Али несколько лотов дешевых LM08UU, так вот некоторые сидят внатяг, а некоторые слегка люфтят. На подшипниках это заметно сильно, особенно если на один и тот же вал установить. 
Суппорты SK8 удобная штука. Устанавливаются сразу на профиль (любой), и зажимается вал. При желании, можно использовать в любительских конструкциях, для зажима чего угодно с диаметром 8мм (например, центра для станка). 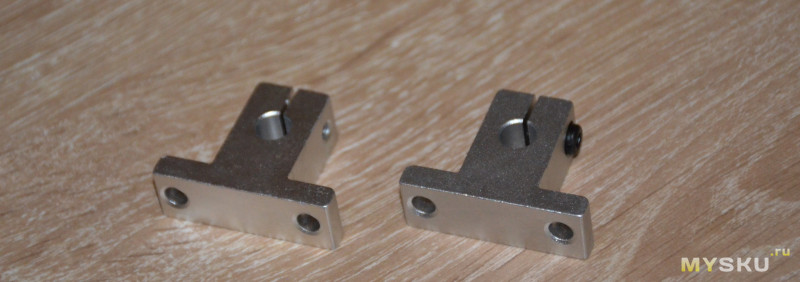
Габаритные и установочные размеры найти не проблема, они стандартные. Если требуется — пишите в личку или смотрите в первых двух темах, там были чертежи. 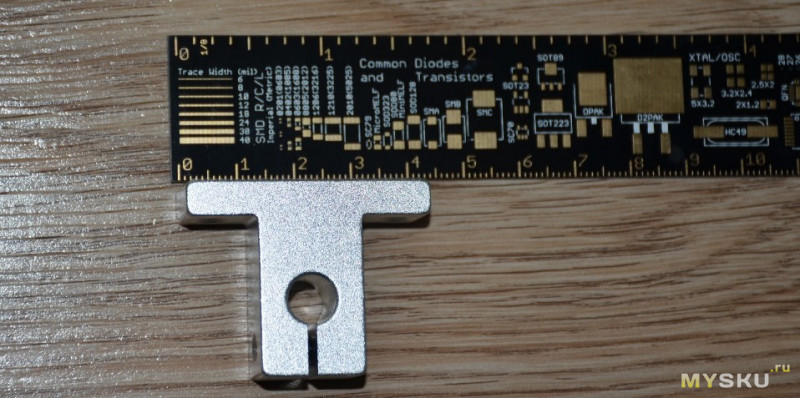
Первоначально при примерке конструкции и до заказа использовал 3Д печатные суппорты. Сейчас удалил из за ненадобность. С металлическими получается гораздо жёстче конструкция 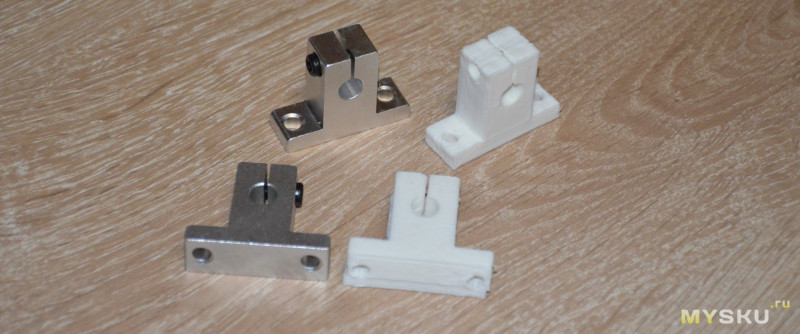
Суппорты-подшипники KP08 для фиксации ходового винта. Для зажима есть два винта под шестигранник на 1,5.
Данные суппорты очень удобно использовать в любительских конструкциях: их применяют в 3Д принтерах для оси Z, а также можно сделать самодельные ременные передачи, зажав отрезок вала 8мм в этом подшипнике и установив на вал шестерню. Обратите внимание: для установки установки винта Т8 на пластину на оси X в данной копии CNC2417 используются подшипники KFL08, в виде фланца. 
Ну и последнее — корпусной линейный подшипник SC08UU. Стоит чуть дороже(раза в два) простого LM08UU, но в нем присутствует резьба М4 для установки крепежный винтов. Также очень удобно использовать в любительских конструкциях из-за простоты установки. Есть вариант SC08LUU, удлиненный, который у меня используется в слайдере оси Z. 
Про комплект все, теперь про доработку.
Начал сборку с осей X и Y, ну и кареток соответственно.
Для начала собираем ось Y: двигатель, суппорт, винт с гайкой и муфта.
Устанавливаем двигатель на держатель. Все просто: четыре винта М3. Длина небольшая, в основном зависит от используемой пластины (толщина) и шайб. 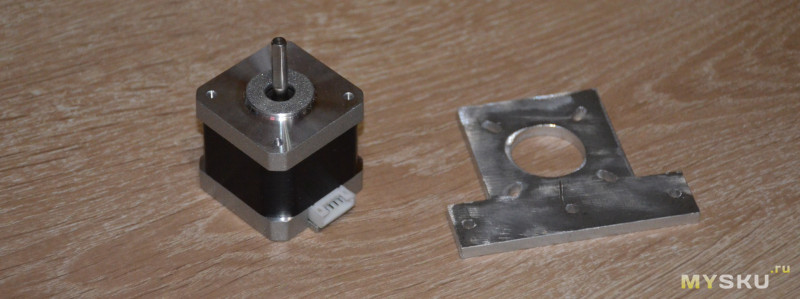
Двигатель с пластиной перед установкой на профиль. 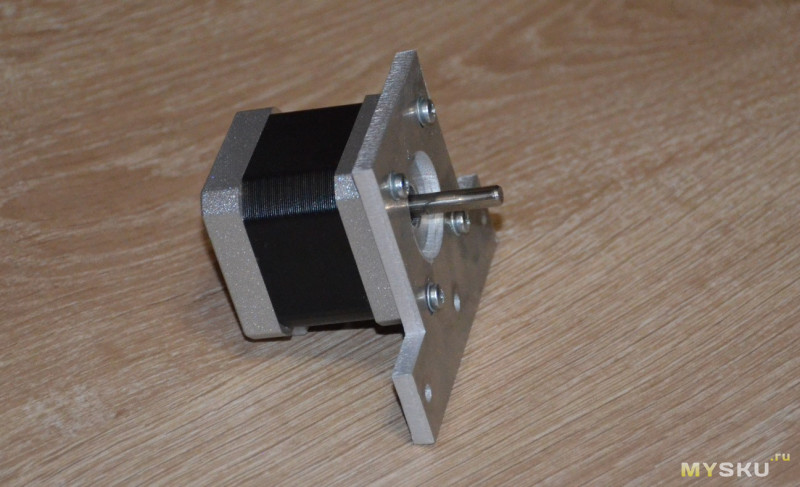
Далее устанавливаем KP08 напротив, выдерживая расстояние от центра оси двигателя и от центра оси суппорта одинаковым 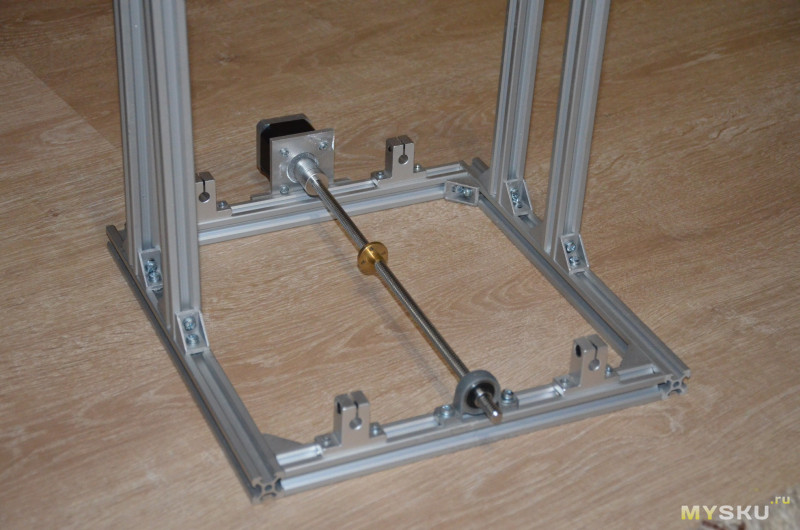
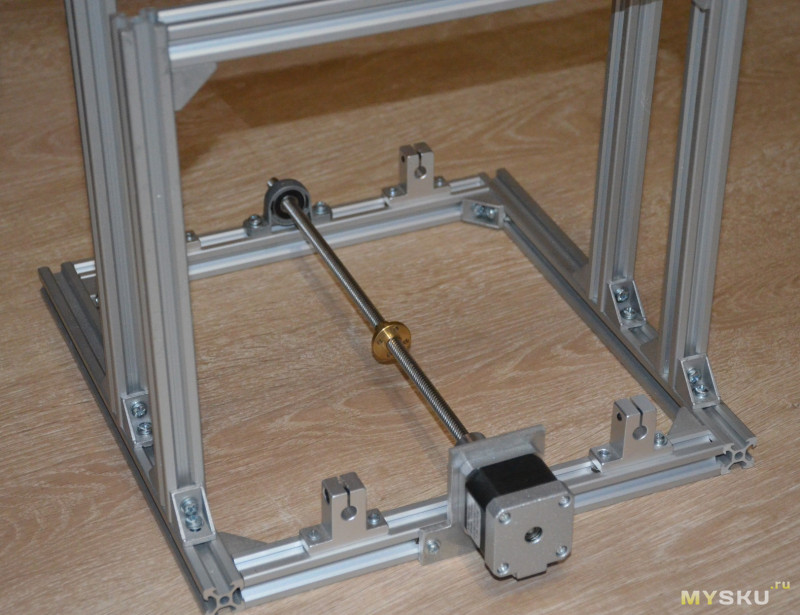
Далее устанавливаем суппорты вала SK8, четыре штуки, по паре на один вал. При установке валов не забываем про подшипники. 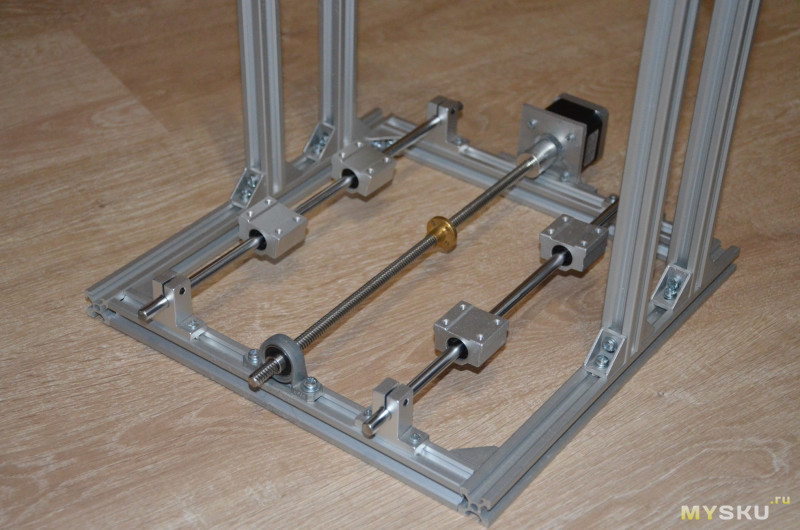
Далее собираем пластину с двигателем X, а также пластину с суппортом KFL08 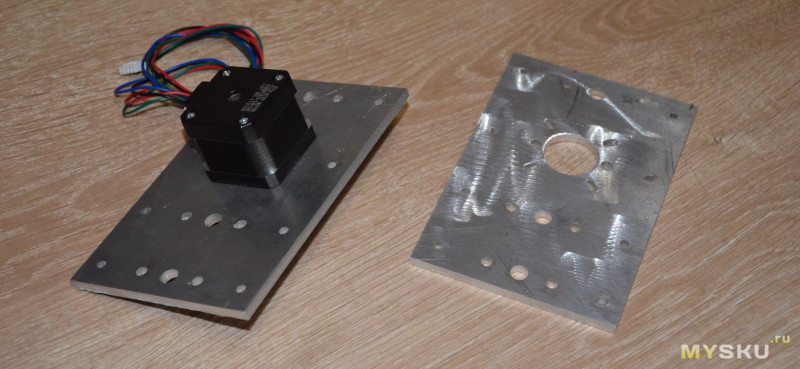
Пластины сделаны симметричными, причем можно собрать с обоих сторон винт на KFL08, предварительно установив двигатель на стойку М3 (M3 Brass Spacer — удобно брать наборами). 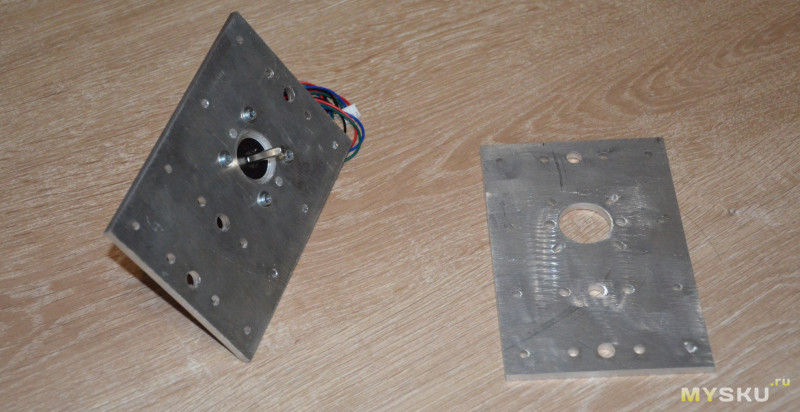
Изначально был 3Д печатный KFL08, но пока собирал и тестировал успел заказать и получить нормальный))) 
Собираем дальше ось Х. Устанавливаем пластины на раму 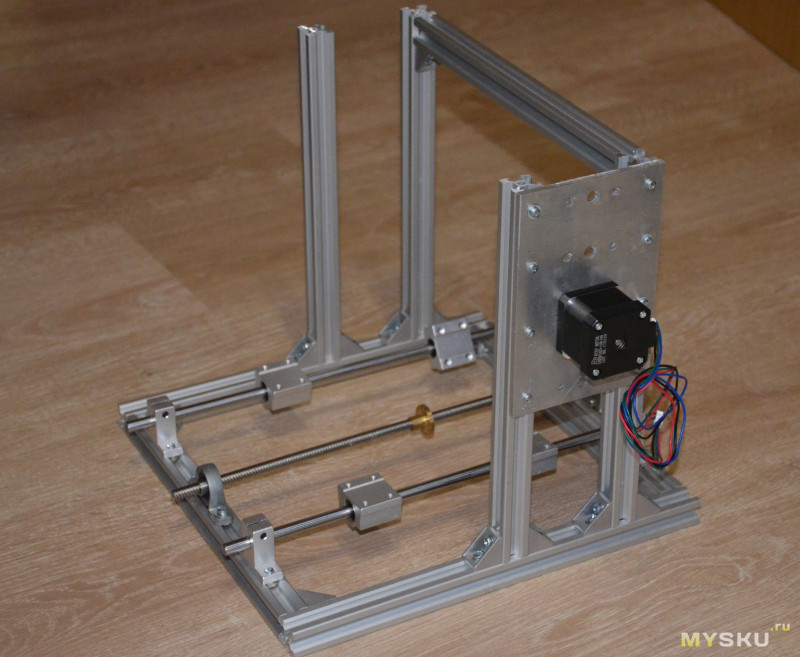
Устанавливаем вторую пластину.
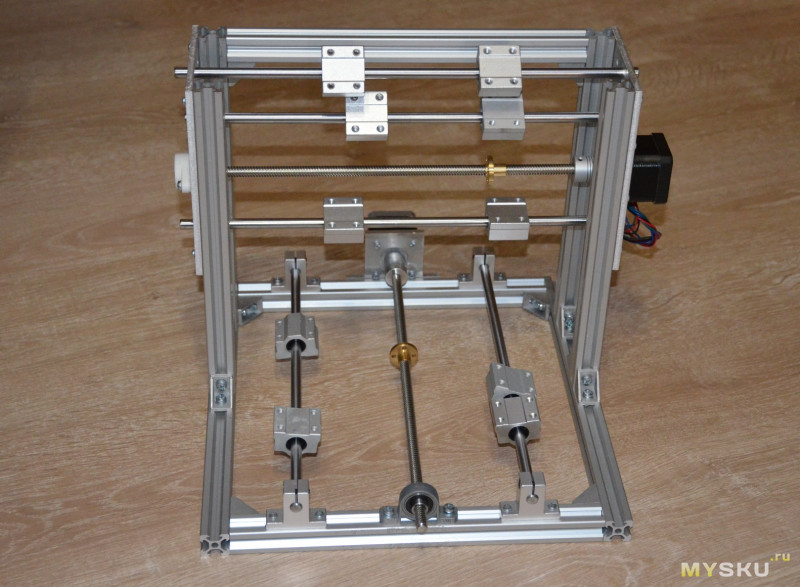
Пластины обеспечивают дополнительную жесткость конструкции, одновременно являются держателем оси Х. Для усиления использовано 3 цилиндрических вала 8 мм. 
Далее в отверстия пластин устанавливаем валы (три штуки) плюс подшипники SC08UU (три пары соответственно) 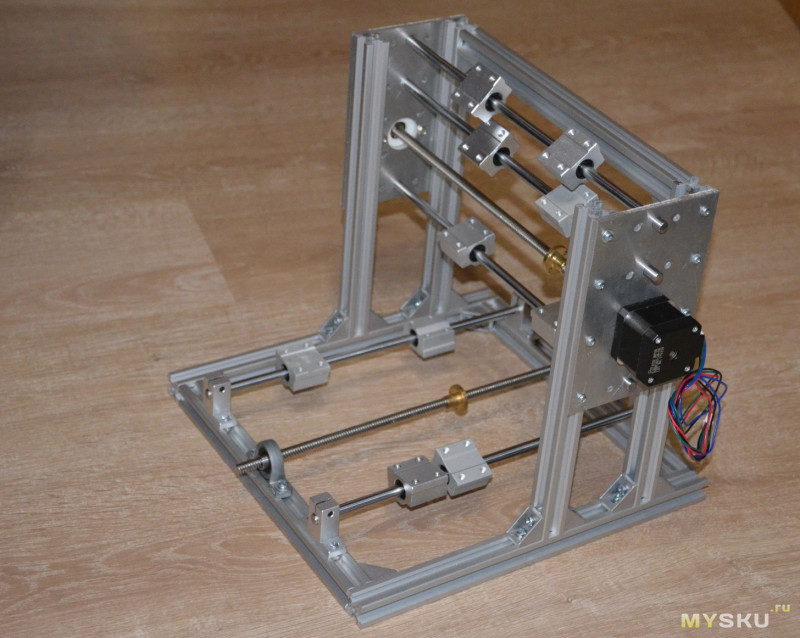
Фотография поближе. По 10 мм цилиндрического вала с каждой стороны зажимаются в суппорт SHF08. И желательно оставить около 20 мм ходового винта для установки ручки (ручное перемещение каретки). 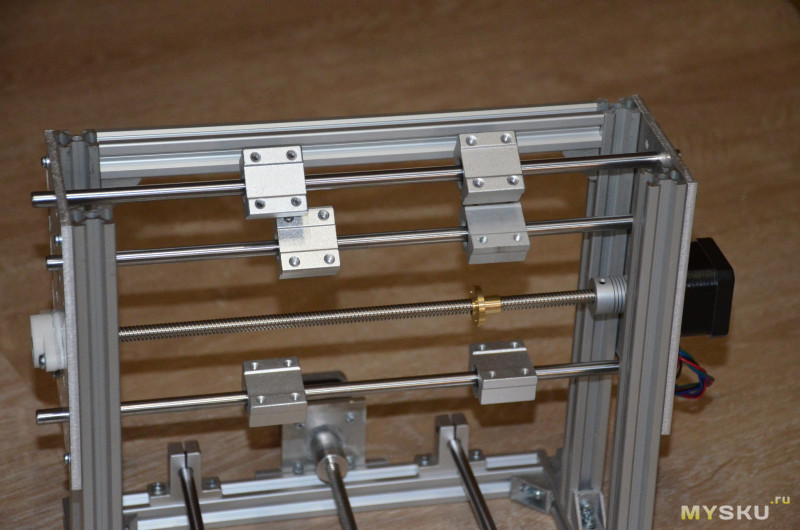
Устанавливаем пластину-каретку Х на подшипники. Не забываем про гайку. Я использовал 3Д печатный держатель гайки. Купить держатель достаточно проблематично. Из вариантов купить есть T8 Screw seat/block Nut или сразу плоскую пластиковую гайку (POM) с отверстиями для крепления (варианты раз и два). Видел в продаже «кубики»-держатели, но деньгам стоят дорого. Так что пока печатный держатель… 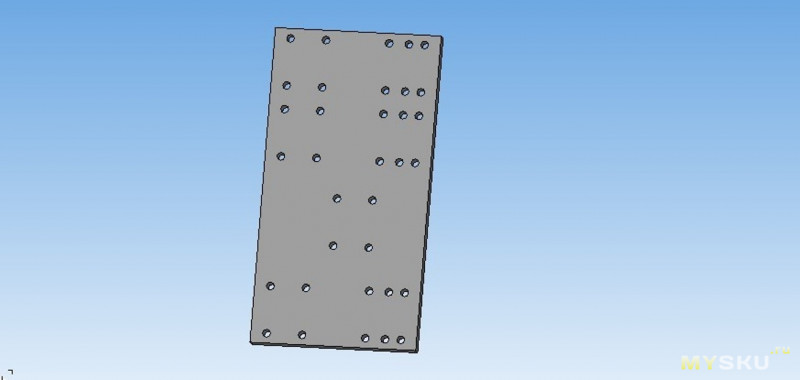
Проверяем свободный ход каретки от начала до конца оси, затягиваем винты. 
На пластину уже крепится слайдер оси Z. Можно сделать их отрезка профиля 2080 и суппортов SK8, можно изготовить самостоятельно, можно купить и не заморачиваться
Вот заготовка, но оставлю это для отдельного обзора, так как все таки ось Z сложновата в сборке (компактная) 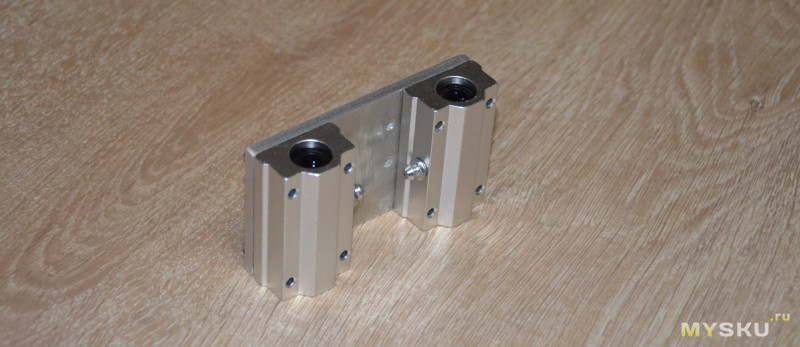
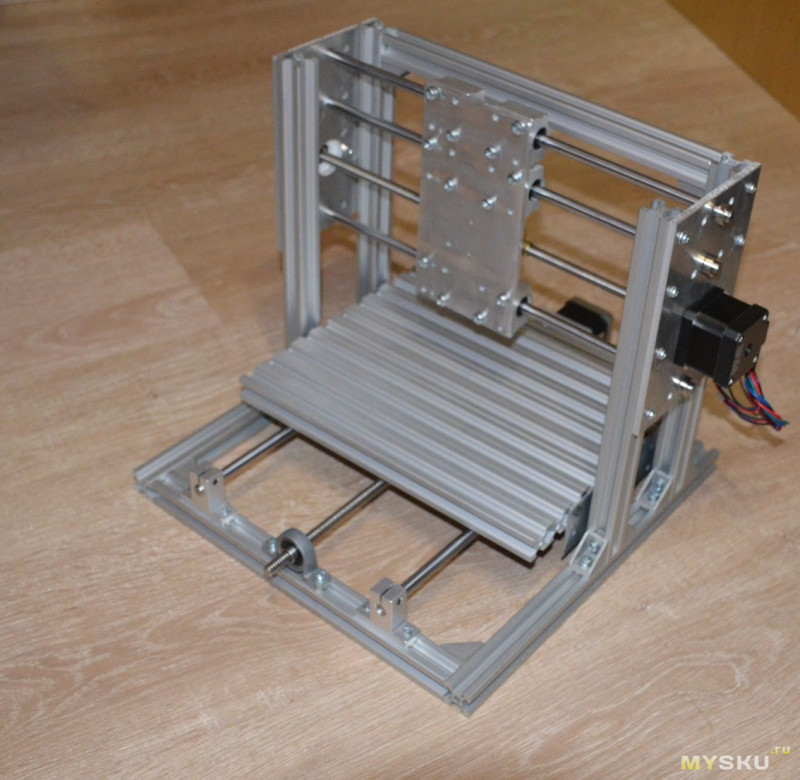
Собственно говоря, сборка рамы и осей XY окончена. Сейчас результат выглядит вот таким образом. 
Комплект очень удобный и можно рекомендовать для сборки/апгрейда конструкций ЧПУ станочков, граверов, принтеров.
На днях опубликую отчет о сборке оси Z.
Ссылка на комплект чертежей пластин для CNC2417
Ручки для вращения осей можно найти в моделях на thingiverse по ключевому слову «knob». Вот неплохой вариант, и еще один
Механическая обработка любого материала подразумевает в первую очередь точность и продуктивность. Независимо от того, какого типа и предназначения станок, есть базовые элементы, параметрами которых пренебрегать нельзя. Базовой составляющей для металлорежущего, деревообрабатывающего или обрабатывающего устройства, предназначенного для пластика, есть направляющие, которые обеспечивают безошибочность и цикличность проведения обработки.
Содержание:
Какие бывают направляющие

Любой станок базируются на точности обработки, которую обеспечивают направляющие стержни. Своими руками приходится изготавливать рабочие узлы, но есть такие, которые самому никак не сделать, годятся только детали заводского изготовления.

К примеру, рабочий орган фрезерного станка изготовить едва ли получится, как и со сверлильным или токарным. Поэтому приходится использовать готовые решения — дрели, приводы, граверы или электрические лобзики. С направляющими дело обстоит попроще, поскольку их характеристики и вид прямо зависит от предназначения агрегата.

Практически все они, применяемые в заводских и самодельных конструкциях бывают всего двух типов — скольжения и качения. По принципу подшипников, их метод работы понятен — одни основаны на скольжении, вторые используют в своей конструкции подшипники качения.
Для оборудования малой мощности и не требующих точности и производительности, используют принцип скольжения. В основном, такими деталями пользуются настольные сверлильные и токарные агрегаты, а также деревообрабатывающие. Есть еще подвиды, но рассмотрим те, которые проще всего изготовить своими руками из того, что есть в продаже.

Направляющие для ЧПУ станка

Обрабатывающие центры с ЧПУ для мелкосерийного и домашнего использования — дорогая штука и не каждый может позволить себе купить форматно-расточной или токарный с ЧПУ, но выполнить своими руками сносное по качеству обработки и чистоте реза устройство, можно запросто. Рассмотрим несколько конструкций, но сначала посмотрим на детали заводского изготовления, чтобы понять основные принципы работы.

Все направляющие для программируемых станков бывают кругового движения или линейного типа, это зависит от траектории, по которой движется подвижный узел в координатах. Будем рассматривать только линейные, как самые востребованные у самодельщиков, да и особой нужды для применения круговых устройств нет.

Направляющие скольжения

Самый простой вариант для самодельных программируемых устройств любого типа — детали скольжения. В зависимости от требований к производительности их параметры меняются. В основном используют цилиндрические стержни, их предварительно шлифуют, по ним движутся бронзовые втулки. Суппорт выполняется и без втулок, но это, естественно, будет влиять и на ресурс стержней, и на аккуратность обработки заготовок.

В качестве стержней на плоскошлифовальном наждаке, сверлильном или простом токарном, может быть использована оцинкованная труба разного диаметра. Она хороша тем, что стоит дешево, легко поддается обработке и формированию, но есть также и существенные недостатки:
- труба имеет малый ресурс по сравнению с другими видами, поскольку защитный цинковый слой или слой хрома, который наносится дополнительно, стирается за 15-20 проходок, и тогда начинается интенсивный износ металла;
- труба не обеспечивает достаточной прочности на изгиб в том случае, если необходимо подвергать заготовку высоким нагрузкам.

Тем не менее во многих маломощных устройствах они используются и если падает точность, труба просто заменяется новой. Более остроумно поступают при изготовлении маленького фрезера на базе устройств скольжения от старых матричных принтеров. Такой вариант показал себя на практике положительно и в них еще поработают не один год. Несколько таких конструкций мы представили на фото. Также есть еще один неплохой вариант, чтобы обойтись малой кровью при постройке программируемого оборудования.

Станки с ЧПУ из мебельных стержней

Прекрасный вариант, когда нужно добиться тщательности обработки, особенно в деревообрабатывающих станках для производства мебели небольшими партиями, в ленточно-шлифовальных, фрезерных на базе готового фрезера малой мощности. Мебельные детали стоят недорого, правда и ресурс у них меньше, чем у аналогичных элементов скольжения от принтеров или печатных машинок.

Пример использования мебельных стержней на форматно-расточном показан на фото. Понятно, что размеры станины и подвижного стола корректируются в зависимости от назначения. Тем не менее, если использовать мебельные шарикового типа на сверлильном , сносу им не будет, поскольку нагрузка и частота у работы у фрезера или сверлильного значительно отличаются от нагрузок на форматно-раскроечном станке.

Выход есть всегда, а по приведенным примерам вполне возможно подобрать направляющие скольжения для своего станка с ЧПУ желаемых параметров. Удачи в работе!
Собирая станок с ЧПУ своими руками и определяясь с его комплектующими, важно правильно подобрать направляющие и каретки, которые по ним передвигаются. От этого зависит стабильная работа устройства и точность обработки.
Механика каждого станка, независимо от его предназначения и типа, содержит комплектующие, которые относятся к базовым. Поэтому игнорировать их параметры недопустимо. Общепризнанно, что такой важной составляющей для металлорежущих или деревообрабатывающих устройств считаются направляющие. Именно ними определятся безошибочная и цикличная работа.
Поэтому тот, кто решил создать станок, должен позаботиться, чтобы в его конструкции использовались качественные направляющие для ЧПУ, положительно влияющие на функционал устройства. На приобретении комплектующих не экономят.
Основные типы направляющих
В процессе конструирования и монтажа станков (заводского и самодельного изготовления) применяют разные типы направляющих устройства. Это связано с их предназначением – фрезерование, сверление или токарные работы. Они могут быть двух типов.
Направляющие скольжения
Их используют в оборудовании небольшой мощности, не требующем особой точности и высокой производительности. Такими деталями комплектуют сверлильные и токарные агрегаты настольного типа, деревообрабатывающие станки.
Полированный вал, как вид направляющей, относится к бюджетным. Он наиболее распространен.
ВАЖНО! Его изготавливают из высоколегированной стали, выполняют индукционную закалку и, впоследствии, шлифовку. Такая обработка служит для увеличения продолжительности работы, а вал изнашивается меньше.

Полированный вал имеет недостатки:
- крепление в концевых точках, со станиной нет крепления, из-за чего налицо отсутствие жесткой связи со столом и наличие погрешностей в обработке;
- провисание при увеличенной длине, поэтому допустим её максимум – 1 метр. Рекомендуют иметь оптимальное соотношение диаметра вала и его длины (0.06-0.1), чтобы достичь нормальных результатов.
Направляющие качения
Они сконструированы при участии подшипников качения.
У линейных подшипников – больший люфт, чем у каретки рельсовых направляющих, он меньше нагружен. Но у него есть ряд минусов:
- низкий уровень грузоподъемности;
- недолговечность;
- изготовление с солидным люфтом;
- чувствительный к воздействию пыли и стружек на вал.
Материал для производства втулок – бронза, латунь, капролон. Если имеет место соблюдение допусков, бронзовые подшипники скольжения не уступают подшипникам качения. Время от времени, если подшипник скольжения износился, его подгоняют, и чтобы устранить зазоры. Поэтому шариковая втулка более предпочтительна, благодаря тому, что она доступна и взаимозаменяема.

Вал и его виды
Стоит дать краткую характеристику и остальным видам.
- Шлицевому валу свойственно наличие специальной дорожки для шариков втулки. Отличаясь большей жесткостью и износостойкостью, сравнительно с валом обычного вида, применим в механизмах, в которых желателен монтаж направляющих на концах. В конструкции станков задействованы крайне редко из-за дороговизны.
- Вал на опоре в виде цилиндрических рельс линейного типа не допускает прогибания под нагрузкой и собственным весом. Его крепят на станине, надежно фиксируя. Несмотря на минусы, выражающиеся в наличии большого люфта втулок, их малом сроке эксплуатации, у цилиндрических рельс – большая грузоподъемность. Отличаясь от линейных подшипников, каретка по-разному реагирует на степень нагрузок. У небольшого станка ЧПУ, имеющего тяжелый шпиндель, есть вероятность того, что снизится точность.
- Предназначение профильных рельсовых направляющих – большая точность. Они также прикреплены к станине. Благодаря специальным дорожкам качения, нагрузки на каретку распределяются равномерно по поверхности, а профилем касания шарика к рельсе есть дуга. Среди плюсов – наличие хорошей грузоподъемности и износоустойчивости, а люфт сведен к минимуму. Сложности производства таких рельсов, отрицательно сказываются на ценообразовании, они дорогостоящие. Особенно это относится к направляющим, поставляемым известными брендами, у которых станки имеют числовое программное управление.
- У роликовых рельсов – плоские дорожки качения, а в опорном модуле, на месте шариков, установлены ролики, улучшающие все параметры направляющей. Их применяют в станках, фрезерующих черные металлы, сталь и камень.
- «Ласточкин хвост» выбирают для промышленного металлообрабатывающего оборудования, если нужна повышенная жесткость крепления. В направляющих этого типа – скольжение плоских поверхностей при максимальной площади контакта. Их выполняют в виде монолита со станиной. Вследствие сложности и трудоемкости процесса изготовления и ремонта, поэтому хоббийное станкостроение не приемлет эти направляющие.

Каким конструкциям отдать предпочтение
Не все могут позволить себе приобрести, скажем, обрабатывающий центр с ЧПУ для изготовления мелкосерийных деталей в домашних условиях, станок форматного типа или для токарных работ. Но самодельный агрегат с ЧПУ, сделанный собственноручно – реально. Собранное устройство в умелых руках продемонстрирует образцы правильной обработки деталей.
Собирая механику программируемых станков, обычно применяют самодельные линейные направляющие, так как в устройствах с круговым движением нет необходимости. Обратим внимание на некоторые конструкции, применяемые при этом.
Оцинкованные или хромированные трубы
Они идут с различным диаметром можно использовать как стержни при монтаже маломощных устройств – плоскошлифовальных наждаков, сверлильных или токарных станков. По шлифованному цилиндрическому стержню осуществляется движение бронзовой втулки. Иногда суппорт делают и без нее. У труб – невысокая цен, их легко обрабатывать. Хотя есть минус: небольшой ресурс (стирание защитного слоя наступает спустя 15-20 проходок, после чего сталь изнашивается более интенсивно); нет нужного уровня прочности при высоких нагрузках.
Фрезер
Эффективен фрезер, в котором направляющий механизм изготовлен на основе бывшего в употреблении матричного принтера или печатной машинки «Янтарь». При таком варианте прослужит долго. Не нужно искать очень широкие подшипники, их внутренний поперечник должен равняться диаметру болтов.
Мебельные стержни
Проблему механики для станков с ЧПУ можно правильно решить при помощи мебельных стержней. Тем более, что самоделки с их применением гарантируют тщательную обработку на деревообрабатывающем, ленточно-шлифовальном оборудовании, и даже фрезерном с невысокой мощностью. Мебельные комплектующие относятся к дешевым, хотя ресурс у них небольшой.
Полированный вал
Недорогой и часто применяющийся тип направляющей. Сущность обработки – индукционно закалить верхний слой, что способствует повышению длительности эксплуатации и снижению интенсивности процесса изнашивания. Затем вал полируется, и каретка движется при минимальном трении.

Самодельные
Часто практикуется установка самодельных направляющих, используя то, что есть в наличии. Например, можно воспользоваться стальным уголком, подшипниками, гайками и болтами.
ВАЖНО! Не берите алюминиевый, в таком случае надо быть готовым к частой замене детали. Дорожки в ней выедают шарикоподшипники каретки.
Предпочтение лучше отдать стальному уголку. Если использование механизма ожидается интенсивным, лучше его закалить и отшлифовать для снижения трения на подшипниках.
Штоки
Собирая маленький домашний станок, иногда пользуются, как направляющими, – штоками автомобильных стоек из отечественного авто. Они прочны и изготовлены из металла высокого качества. Это ощутимо сократит затрату средств на стоимость комплектующих.
Есть и такой вариант: алюминиевые шины из распредустройства трансформаторной подстанции с впрессованными медно-графитными втулками от стартера МАЗа. А подвижные узлы делают из пневмоклапанов, которые применяются для управления пневмоцилиндрами.
При изготовлении направляющих и кареток для чпу своими руками (роликовых или шариковых), надо пользоваться такими ожидаемыми критериями:
- сохранение заданных параметров;
- плавное линейное перемещение кареток;
- эффективность работы;
- низкое трение.
ОБРАТИТЕ ВНИМАНИЕ! Некоторые умельцы советуют в механике на станке обойтись без втулок. Такой вариант возможен, но это чревато ухудшением производимых изделий, а сроки эксплуатации установленного устройства из стержней – снизятся.

Заключение
Если установленные комплектующие же умельцем подобраны или обработаны неточно, с таким устройством будут проблемы. Поэтому важно всегда учитывать эти рекомендации:
- в фрезеровке металлических или каменных заготовок, профильным рельсам нет замены;
- если строится станок с рабочим полем, превышающим 7 кв. м., лучше подобрать вариант профильных направляющих;
- в оборудовании по обработке мягких материалов с маленьким рабочим полем, меньшим формата А4, применим полированный вал с диаметром 16-25 мм.
Если направляющая соответствует всем критериям, и каретка по ней движется плавно и равномерно, то и работа такого узла будет правильная.