Ювелирное обозрение
Все о ювелирных украшениях, драгоценных камнях и металлах
Кирпич для плавильной печи

Итак, печь для плавки металла. Тут я сильно не изобретал ничего, а просто постарался изготовить девайс, по возможности из готовых комплектующих и по возможности не дав слабину в процессе изготовления.
У печи верхнюю часть назовём плавилкой, нижнюю- блок управления.
Пусть вас не пугает белый ящик справа- это, в общем, обычный трансформатор.
Основные параметры печи :
– мощность печи- 1000 вт
– объём тигля- 62 см3
– максимальная температура- 1200 грС
Так как моей задачей было не тратить время на эксперименты с корундо- фосфатными связками, а сэкономить время, применив готовые комплектующие, я использовал готовый нагреватель фирмы ЯСАМ, а также работающий с ним в паре керамический муфель.


Нагреватель: фехраль, диаметр проволоки 1,5 мм, к выводам приварены стержни диаметром 3 мм. Сопротивление 5 ом. Наличие муфеля обязательно, поскольку внутри нагревателя провода голые. Размер нагревателя Ф60/50х124 мм. Размеры муфеля Ф54,5/34х130 мм. В днище муфеля делаем отверстие для стержня лифта.
Корпус плавилки сделан из стандартной нерж. трубы 220 /200 , проточенной до приемлемой толщины стенки. Высота тоже взята не просто так. Так как футеровкой у нас будет шамотный кирпич, высота взята с учётом трёх толщин кирпича. Самое время выложить сборочный чертёж. Чтобы не загромождать страницу, не буду здесь публиковать, а дам ссылки: Часть1 , Часть2 .
На первом чертеже не показана шайба из шамотного легковеса, на которой стоит тигель, высота шайбы зависит от используемого тигля. По центру шайбы отверстие для стержня. Стержень заострён и в нижнем положении не достаёт до тигля.
Как я уже писал, футеровка печи сделана из шамотного легковесного кирпича ШЛ 0,4 или ШЛ 0,6 типоразмера №5. Его размеры 230х115х65 мм. Кирпич легко обрабатывается пилами и наждачкой. Пилы, правда, на долго не хватит 🙂 Обработка шамотного кирпича. Справа- исходный кирпич 🙂
Прямолинейные разрезы- ножовка по дереву, для криволинейных разрезов- самодельная пила из ножовочного полотна с крупными зубами, с уменьшенной (сточенной) шириной полотна.

При изготовлении футеровки следует соблюдать простые правила:
– не использовать никакого мертеля для скрепления частей. Всё всухую. Всё равно порвёт
– части футеровки не должны никуда упираться. Должна быть слабина, зазоры
– крупные части футеровки, если будете делать из другого материала, лучше делить на не крупные части. Всё равно расколет. Поэтому, лучше это сделаете вы.




Для термопары в третьем слое делаем отверстие, а во втором и первом слое делаем зазор между нагревателем и футеровкой. Зазор такой, что термопара впритирку просовывается, как можно ближе к нагревателю. Можно воспользоваться покупной термопарой там же в ЯСАМе, но я пользуюсь самодельными. Не то, чтобы денег жалко (хотя они там достаточно дорогие), просто я принципиально оставляю голый спай для лучшего теплового контакта. Хотя есть риск спалить входные цепи регулятора.
Блок управления
В блоке управления нижняя и верхняя крышки снабжены решётками для охлаждения выводов нагревателя. Всё таки диаметр выводов 3 мм. К тому же излучение тепла через днище плавилки тоже присутствует. Регулятор охлаждать не надо- 10 ватт всего. Заодно охладим и холодные концы термопары. Блок управления с регулятором температуры Термодат-10К2. Вверху справа- тумблер включения. Вверху слева- рычаг лифта тигля со стержнем лифта(нерж. электрод Ф3мм).

Почему я выбрал в качестве регулятора именно Термодат. Имел дело с Овен, но после одной зимы в неотапливаемом помещении, у него слетела прошивка. Термодат выдержал уже несколько зим и сохранил не только прошивку, но и настройки. К тому же корпус металлический, неубиваемый. (Надо бы хоть пузырь с пермяков взять, за рекламу 🙂
К тому же у них же можно взять и силовой элемент- Блок Управления Симистором БУС1-В01. Этот блок заточен на работу именно с Термодатами.
Инструкция на Термодат-10К2- вот .
Схема электрическая печи. Жирной линией показаны сильноточные цепи. В них используется провод не менее 6 мм2.

Про трансформатор расскажу потом. Сейчас про блок управления. Включается тумблером Т1, защищён предохранителем на 0,25 А. К тому же для питания регулятора предусмотрен сетевой фильтр, который находится в корпусе трансформатора. В качестве силового элемента применяется симистор ТС142-80 (1420 вольт, 80 ампер, выписывал в ЧИП и ДИП). Симистор посадил на радиатор, но как показала практика, он почти не греется. Не забудьте изолировать симистор от корпуса. Или слюдой, или керамикой. Или сам симистор, или в сборе с радиатором.


На фото за Термодатом расположен блок питания вентилятора. Я потом его добавил для вентилятора, который разместил на нижней решётке. Блок питания простейший- транс, мост и конденсатор, 12 вольт выдаёт. Вентилятор от компа.
Вывод нагревателя. Через решётку вывод в керамической трубочке. Для соединения с клеммой применил просверленный поперёк болт.
Ввод термопары в блок управления. Если у вас нет такой керамической трубочки, отслюнявте нужную сумму в ЯСАМ.


Обратите внимание- монтаж сделан обычным монтажным проводом, сильноточные цепи- многожильным не менее 6 мм2, термопарные концы- непосредственно в клеммник. БУС в заводском виде не влезает, пришлось снять крышку- (а кому сейчас легко? ;). Остальное видно на фото.
Трансформатор.
Несмотря на такой грозный вид, это устройство представляет собой обычный трансформатор на 1 кВт. Просто он до этого поменял несколько профессий (графитовая плавилка, сварочник и т. д.) и обзавёлся корпусом, автоматом для включения, индикатором потребляемого из сети тока и другими замечательными вещами.
![]()
![]()
Конечно, вам не обязательно всё это городить, достаточно простого киловаттного транса под столом. Основой всего служит трансформатор из ш- образного железа. Я, в зависимости от потребности, перематываю его не разбирая и не меняя первички.
Для чего вообще нужен трансформатор. Дело в том, что для того, чтобы нагреватель проработал какое-то приемлемое количество времени, диаметр провода должен быть как можно толще. Проанализировав эту таблицу, можно сделать неутешительный вывод- провод должен быть как можно толще. А это уже не 220 вольт.

Поэтому вы не встретите в серьёзных девайсах нагревателей, рассчитанных на 220 вольт. На прямую если подцепить этот нагреватель к сети, то потребляемая мощность получится в районе 9 кВт. Вы посадите сеть во всём доме, да и для нагревателя такой удар будет фатальным. Поэтому и применяют схемы, ограничивающие напряжение. Для меня наиболее удобным является использовать трансформатор.
Итак, первичка: – 1,1 Вольт на виток
– Ток холостого хода 450 мА
Вторичка: -для нагрузки 5 ом и мощности 1000 Вт, напряжение составит 70 Вольт
– ток вторички 14 А, провод 6 мм2, длина провода 28 м.
Конечно, и этот нагреватель не вечен. Но я могу заменить его, найдя подходящий провод и быстро перемотав вторичку.
Если вы прочитали инструкцию на Термодат, то там есть возможность ограничения максимальной мощности. Но это нам не подойдёт, потому что речь идёт о средней мощности на нагреватель. В режиме распределённых импульсов, как у нас, импульсы будут на все 9 кВт и мы рискуем получить свистопляску со светомузыкой. И на соседей тоже, потому что автоматы в подъезде тоже рассчитаны на среднюю мощность.
Для тех, кто не любит долго читать инструкции, я выкладываю шпаргалку с коэффициентами и настройками под конкретную печь. После настройки Термодата, включаем транс и вперёд.
Индикатор потребляемого из сети тока из-за инерционности стрелки показывает тоже среднюю мощность. Пока нагреватель холодный, ток будет ближе к 5 ампер, по мере прогревания несколько ниже (из-за увеличения сопротивления нагревателя). По мере приближения к уставке, упадёт почти до нуля (работа ПИД регулятора).

Загружаем полный тигель бронзовым ломом, закрываем крышку. Крышка изнутри футерована шамотным легковесом на мертеле для каминов и печей. Для особо любопытных (я и сам такой), в крышке сделано окошко, затянутое слюдой.



Температура за 1000, а поверхность плавилки ещё не нагрелась. Это говорит о качестве футеровки. Через 30- 40 минут содержимое тигля расплавилось.
После окончания плавки нажимаем рычаг лифта, после чего уже можем подхватить тигель захватом. На фото видна выемка в верхней части тигля как раз для надёжного захвата.
1. Огнеупорная футеровка плавильной .печи, содержащая кладку из огнеупорного кирпича с теплоизоляционной засыпкой между слоями и покрытие на основе окиси алюминия на огневой поверхности кладки, отличающаяся тем, что, с целью повышения срока службы за счет увеличения термостойкости покрытия, последнее дополнительно содержит у-окись алюминия при следующем соотношении компонентов, об. %: у-Окись алюминия20-50 л -Окись алюминия50-80 и выполнено многослойным с пористостью, изменяющейся от нуля в поверхностном слое до 60-70% в переходном слое. 2. Способ изготовления огнеупорной футеровки плавильной печи, включающий послойную кладку, заполнение зазоров между слоями теплоизоляционной засыпки, сущку кладки, приготовление суспензии из rt-окиси алюминия, нанёсенение ее на огневую поверхность с последующей сушкой и совместный обжиг кладки и полученного покрытия, отличающийся тем, что, с целью повышения срока службы футеровки за счет увеличения термостойкости покрытия, при приготовлении суспензии в нее вводят азотнокислый алюминий, суспензию для нанесения первых слоев покрытия аэрируют и используют для ее приготовления Х-окись алюминия в виде конгломератов, а суспензию для нанесения лицевого слоя вакуумируют и используют для ее приготовления ot -окись алюминия с размером частиц менее 2 мкм, при обжиге нагрев футеровки до 500-600°С осуществляют со скоростью 50- 60°С/ч, дальнейщий нагрев до 1100-1200°С- со скоростью 100-500°С/ч и выдерживают при этой температуре в течение 2-3 сут. сл 1чЭ tsD СО
ГОСУДАРСТ8ЕННЫЙ НОМИТЕТ СССР
ПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ
Н А ВТОРСКОМЪГ СВИДЕТЕЛЬСТВУ у -Окись алюминия 20-50 м -Окись алюминия 50 — 80 и выполнено многослойным с пористостью, изменяющейся от нуля в поверхностном слое до 60 — 70% в переходном слое.
2. Способ изготовления огнеупорной футеровки плавильной печи, включающий послойную кладку, заполнение зазоров между слоями теплоизоляционной засыпки, сушку кладки, приготовление суспензии из и -окиси алюминия, нанесенение ее на огневую поверхность с последующей сушкой и совместный обжиг кладки и полученного покрытия, отличающийся тем, что, с целью повышения срока службы футеровки за счет увеличения термостойкости покрытия, при приготовлении суспензии в нее вводят азотнокислый алюминий, суспензию для нанесения первых слоев покрытия аэрируют и используют для ее приготовления d-окись алюминия в виде конгломератов, а суспензию для нанесения лицевого слоя вакуумируют и используют для ее приготовления ос -окись алюминия с размером частиц менее 2 мкм, при обжиге нагрев футеровки до
500 — 600 С осуществляют со скоростью 50—
60 С/ч, дальнейший нагрев до! 100 — 1200 С= со скоростью 100 — 500 С/ч и выдерживают при этой температуре в течение 2 — 3 сут. (21) 2914871/22-02 (22) 24.04.80 (46) 30.04.83. Бюл. № 16 (72):В. К. Скворок, Н. И. Сенчук, С. Г. Тресвятский,,Л. П. Горушкина, И. В. Андрейчук, 1О. И. Котельников, И. С.,Лябук, В. С. Мошкин, Д. А. Федоряка и А. И. Акименко (71) Украинский заочный политехнический институт и Завод «Поршень» (53) 66.043.1 (088.8) (56) I. Альтман М. В. Металлургия литейных алюминиевых сплавов. М., «Металлургия», 1972, с. 56 — 62.
2. Патент Великобритании № 962205, кл. С 7 1, опублик. 1964. (54) ОГНЕУПОРНАЯ ФУТЕРОВКА ПЛАВИЛЬНОЙ ПЕЧИ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, (57) 1. Огнеупорная футеровка плавильной .печи, содержащая кладку из огнеупорного кирпича с теплоизоляционной засыпкой между слоями и покрытие на основе окиси алюминия на огневой поверхности кладки, отличающаяся тем, что, с целью повышения срока службы за счет увеличения термостойкости покрытия, последнее дополнительно содержит у-окись алюминия при следующем соотношении компонентов, об. %:
Изобретение относится к металлургии, в частности к устройствам плавильных печей, а также к способам изготовления футеровки, и может быть использовано при плавке алюминия и его сплавов, черных металлов.
Известна футеровка печи для выплавки алюминия, состоящая из шамотного кирпича и облицованная высокоглиноземистым кирпичом.
Недостатками данной футеровки являются малый срок службы и загрязнение расплава. Это объясняется тем, что высокоглиноземистый кирпич, которым облицована огневая поверхность футеровки, является пористым, что вызывает фильтрацию в него расплава, разбухание и разру- 15 шение футеровки. Этот кирпич, кроме окиси алюминия, не взаимодействующей с расплавом, содержит также другие окислы, такие как двуокись кремния, окись железа, которые растворяются в расплаве, загрязняя его.
Способ изготовления данной футеровки предусматривает выполнение кладки из шамотного кирпича на глинисто-шамотном растворе и облицовку высокоглиноземистым кирпичом также на этом растворе, сушку и об- 25 жиг (1) .
К недостаткам этого способа относится то, ч.!о он не позволяет нанести на футеровку барьерный слой, не взаимодействующий с расплавом, в результате чего срок службы футеровки невелик, а расплав за- Зо грязняется компонентами футеровки.
Наиболее близкой к предлагаемой по технической сущности и достигаемому результату является огнеупорная футеровка плавильной печи, содержащая кладку из огнеупорного кирпича с теплоизоляционной засыпкой между слоями и покрытие на основе окиси алюминия на огневой поверхности кладки.
Недостаток известной футеровки — низкая термостойкость покрытия, обусловлен- 4п ная его незначительной пористостью. Термостойкость покрытия в данном случае определяет срок службы футеровки, который также невелик.
Способ изготовления известной огнеупорной футеровки включает выполнение 45 послойной кладки, заполнение зазоров между слоями теплоизоляционной засыпкой, сушку кладки, приготовление суспензии из с Изобретение относится к оборудованию плавильных агрегатов, в частности к кессонам, предназначенным для охлаждения их стенок и сводов в условиях высоких температур и агрессивных сред

Если у вас есть необходимость в отжиге металлов, создании керамики, плавке цветных и том числе драгоценных металлов, можете соорудить себе вот такую простую печь. Большинство подобных печей стоит кучу денег, по словам автора, в его регионе цены находятся в районе 600-12000 $ за печь. В нашем же случае печь обошлась всего в 120 $, не считая регулятора температуры. Эта небольшая печь может выдавать температуру в районе 1100 o C.
Собирается самоделка просто, все детали стоят не дорого, а еще их можно быстро заменить при неисправности печи.
Некоторые умельцы умудряются изготавливать в таких печах обручальные кольца, серьги, различные талисманы, кастеты и многое другое.
Материалы и инструменты для самоделки:
Материалы:
– болты и гайки (8×10, 1/4 дюйма);
– семь огнеупорных кирпичей (они должны быть мягкими, так как в них нужно будет проделать канавки, размеры 4 1/2" x 9 "x 2 1/2");
– уголок для создания рамы;
– квадратный лист металла для двери (автор использовал алюминий);
– нагревательный элемент (можно купить для печи уже готовые спирали, или же намотать свою собственную из нихрома)
– жаропрочные винты-контакты для крепления спирали;
– кусок хорошего кабеля (должен выдерживать как минимум 10А).
Из инструментов:
– ручной бур с подходящей насадкой для вырезки канавок в кирпиче;
– гаечный ключ;
– плоскогубцы;
– ножовка;
– дрель;
– кусачки и другое.
Процесс изготовления самодельной печи:
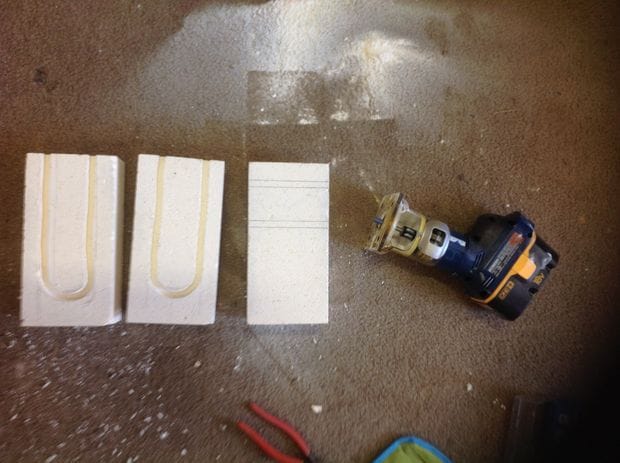
Шаг первый. Делаем канавки
Сперва нужно определиться с тем, какой ширины спираль, в зависимости от этого определяется глубина и ширина будущих канавок в кирпичах. Далее их нужно нарисовать на кирпиче карандашом. У автора канавки имеют форму в виде буквы «U», всего канавки такой формы две штуки, то есть вырезаны на двух кирпичах. На том кирпиче, который будет находиться в задней части печи, нужно проделать две параллельные канавки как на фото. В итоге после сборки печи, спираль получит примерно «П»-образную форму.



Ну а далее можно устанавливать спираль. Скорее всего, ее предварительно нужно растянуть до нужной длины. Если спираль вы будете наматывать сами, то нужно рассчитать, какой длины и толщины должна быть проволока, в интернете для этого есть масса информации.
Ну а далее можно укладывать печь в канавку. Для фиксирования спирали автор использует металлические скобки, под которые в кирпиче нужно будет проделать отверстия. Особое внимание нужно уделить подключению спирали к проводу. Здесь должны использоваться специальные винты с керамическими шайбами, причем винты нужно брать подлиннее. В противном случае будет либо постоянно гореть и вонять изоляция провода, или он вовсе будет постоянно гореть из-за высокой температуры.
Наш народ научился делать такие контакты из старых автомобильных свечей, когда использовались древние электрические плитки с открытой спиралью.
Особое внимание следует уделить выбору материала, из которой делается спираль. От этого будет зависеть максимальная температура, которую может выдать печь. Спираль должна выдерживать большие температурные нагрузки. Для таких целей автор выбрал провод типа NiCr. Большая часть таких проводов рассчитана на температуру порядка 1340 о С. Если вам требуются более высокие температуры, то можно выбрать и другие виды провода, которые для этого подходят.
Шаг третий. Делаем раму печки
Для создания рамы понадобится уголок, можно использовать сталь или алюминий. Четыре куска алюминия образуют ножки, а еще два идут в нижнюю часть и поддерживают вес всех кирпичей. Можно использовать для создания нижней опоры не два уголка, а четыре. Впрочем, это не обязательно, в итоге конструкция все равно стягивается болтами с гайками, эти болты и удерживают кирпичи внизу.
В верхней части печи нужно будет уложить также два или полтора кирпича, как и внизу. Ну а как все собирается, можно детально увидеть на фото.

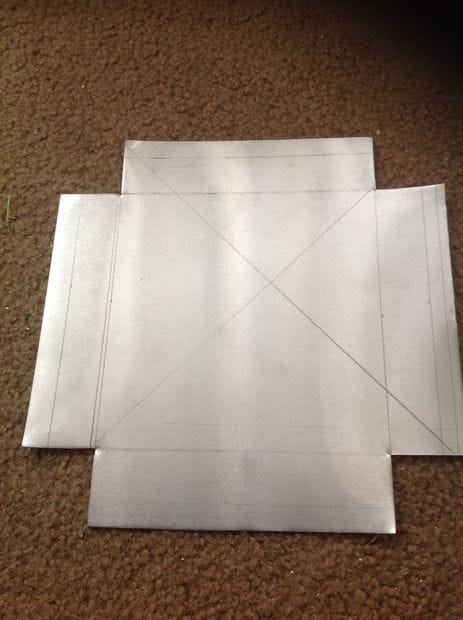
Шаг четвертый. Делаем дверь
Для создания двери нужен будет лист металла, автор использовал алюминий. Сперва на листе нужно нарисовать квадрат или четырехугольник, в зависимости от размеров и формы двери. Далее этот квадрат нужно еще обвести по кругу, отступив нужно расстояние для крепления огнеупорного материала. Ну а потом по углам вырезать куски, как видно на фото.
В качестве огнеупорного материала авто использовал плиту Kaowool. Ее нужно отрезать по размеру нарисованного ранее квадрата. Ну а далее плита укладывается на лист, а оставшиеся края листа загибаются, тем самым они удерживают плиту.



Вот и все, теперь дверь нужно шарнирно прикрепить винтами с гайками к печи, просверлив пару отверстий. В качестве изоляционного материала можно использовать и другие комплектующие. Защелку для двери можно делать, а можно нет.
Шаг пятый. Подаем электричество
Для подключения спирали нужно использовать хороший провод с толстой жилой, который может выдержать как минимум 10А. Помимо всего прочего, печь подключается через регулятор, он позволит поддерживать температуру в заданном состоянии. Также нужен будет печной градусник, по которому можно будет более точно следить за температурой в печи.

Важно помнить, что такая печь потребляет много энергии, поэтому вся проводка должна быть исправна, а автомат должен выдерживать нагрузку, которую создает печь.
Шаг шестой. Тестируем печку
Перед запуском печь нужно установить подальше от веществ и материалов, которые могут легко загореться. Ее не следует включать на деревянном полу или полу с линолеумом. Это должен быть кирпич, бетон и так далее. Теперь печь можно включать и тестировать. Важно запомнить, на какую температуру рассчитан выбранный провод, чтобы не перегреть спираль.