Ювелирное обозрение
Все о ювелирных украшениях, драгоценных камнях и металлах
Классы напильников по металлу
Содержание
- 1 Обработка дерева и металла
- 2 Что такое напильник и для чего он нужен?
- 3 Внешний вид и формы напильников
- 4 Принцип действия
- 5 Классификация напильников
- 6 Виды напильников и их назначение
- 7 Что такое надфиль и его назначение?
- 8 Что такое рифель и для чего он нужен?
- 9 Рашпиль
- 10 Что такое тарированный напильник
- 11 Какие бывают напильники
- 12 Как выбрать напильник
- 13 Производители напильников
Обработка дерева и металла
Напильники по назначению подразделяют на следующие группы: общего назначения, специального назначения, надфили, рашпили, машинные.
Напильники общего назначения предназначаются для общеслесарных работ. По числу насечек (нарезок) на 1 см длины делятся на следующие шесть номеров: 0, 1, 2, 3, 4 и 5.
Напильники с насечкой № о и 1 (драчевые) имеют наиболее крупные зубья и служат для грубого опиливания, когда требуется удалить большой слой металла — 0,05 — 0,10 мм. Точность обработки этим напильником не превышает 0,1 —0,2 мм.
Напильники с насечкой № 2 и 3 (личные) применяют для чистового опиливания изделий с точностью 0,02 — 0,05 мм. Снимаемый слой металла не превышает 0,02 — 0,06 мм.
Напильники с насечкой № 4 и 5 (бархатные) служат для окончательной отделки изделий. Они снимают слой не более 0,01 —0,03 мм при точности обработки от 0,01 до 0,005 мм.
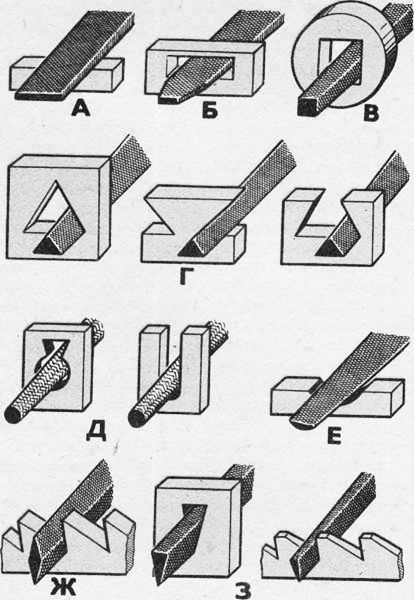
Напильники делятся на следующие типы:
А — плоские, Б — плоские остроносые (рис. 137, А, Б) применяются для опиливания наружных или внутренних плоских поверхностей, а также пропиливания шлицев и канавок;
В — квадратные напильники (рис. 1, В) используются для распиливания квадратных, прямоугольных и многоугольных отверстий, а также для опиливания узких плоских поверхностей;
Г — трехгранные напильники (рис. 1, Г) служат для опиливания острых углов 60° и более как с внешней стороны детали, так и в пазах, отверстиях и канавках, для заточки пил по дереву;
Д — круглые напильники (рис. 1, Д) используют для распиливания круглых или овальных отверстий и вогнутых поверхностей небольшого радиуса;
Е — полукруглые напильники (рис. 1, Е) (сечение сегмент) применяют для обработки вогнутых криволинейных поверхностей значительного радиуса и больших отверстий (выпуклой стороной); плоскостей, выпуклых криволинейных поверхностей и углов более 30° (плоской стороной);
Ж — ромбические напильники (рис. 1, Н) применяют для опиливания зубьев зубчатых колес, дисков и звездочек, для снятия заусенцев с этих деталей после обработки их на станках, а также опиливания углов свыше 15° и пазов;
3 — ножовочные напильники (рис. 1, 3) служат для опиливания внутренних углов, клиновидных канавок, узких пазов, плоскостей в трехгранных, квадратных и прямоугольных отверстиях, а также при изготовлении режущих инструментов и штампов.
Плоские, квадратные, трехгранные, полукруглые, ромбические и ножовочные напильники изготовляют с насеченным и нарезанным зубом.
Ножовочные напильники изготовляют только по специальному заказу. Ромбические и ножовочные напильники изготовляют только с насечками № 2, 3, 4, 5 длиной: ромбические 100 — 250 мм и ножовочные — 100 — 315 мм.
Н апильники специального назначения изготовляют по ведомственным нормалям: для обработки цветных сплавов, изделий из легких сплавов и неметаллических материалов, а также тарированные.
Напильники для обработки цветных сплавов в отличие от слесарных напильников общего назначения имеют другие, более рациональные для данного конкретного сплава углы наклона насечек и более глубокую и острую насечку, что обеспечивает высокую производительность и стойкость напильников. Напильники выпускаются только плоскими и остроносыми с насечкой № 1 и предназначаются для обработки бронзы, латуни и дюралюминия.
Напильники для обработки бронзы имеют двойную насечку: верхняя под углом 45°, а нижняя под углом 60°, для латуни соответственно 30 и 85°; для дюралюминия 50 и 60° Маркируют буквами ЦМ на хвостовике.
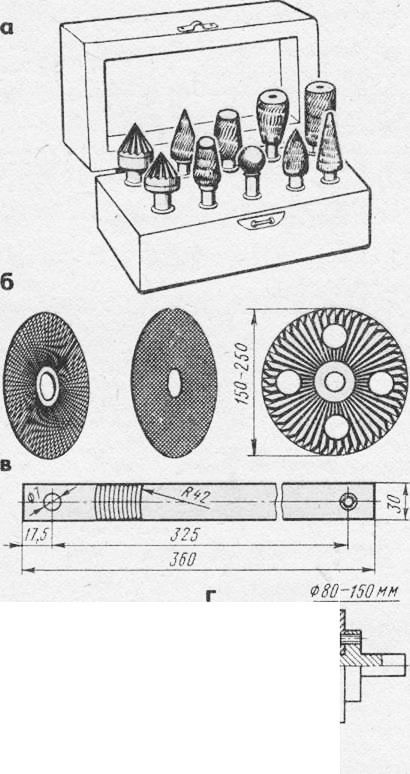
Напильники для обработки изделий из легких сплавов и неметаллических материалов. Напильники общего назначения, применяемые слесарями при обработке изделий из легких и мягких сплавов (алюминий, дюралюминий, медь, баббит, свинец) и неметаллических материалов (пластмасса, гетинакс, текстолит, оргстекло, дерево, резина и т. д.), имеют мелкую насечку, поэтому при работе быстро забиваются стружкой и выходят из строя. Применяют напильники со специальной державкой, позволяющие устранить указанные недостатки. Этот напильник имеет размеры 4 х 40 х 360 мм и насечку в виде дуговых канавок для выхода стружки при значительно увеличенном шаге по сравнению с драчевыми напильниками общего назначения. Производительность работы такими напильниками повышается в два-три раза.
Тарированные напильники применяют во всех случаях, когда требуется проверять твердость в малодоступных для алмазного наконечника прибора частях изделия (боковой профиль зуба зубчатого колеса, режущее лезвие фрезы и др.) и при контроле твердости непосредственно в цехе у рабочего места закальщика. Напильники тарируются на определенную твердость в зависимости от твердости изделий. Они отличаются от соответственно нормализованных напильников повышенным и стабильным качеством.
Алмазные напильники применяют для обработки и доводки твердосплавных частей инструмента и штампов. Алмазный напильник представляет собой металлический стержень с рабочей поверхностью и сечением нужного профиля, на которую нанесен очень тонкий алмазный слой. Алмазное покрытие на рабочей части изготовляют различной зернистости для предварительной и окончательной доводки.
Надсрили. Небольшие напильники называют надфилями, их поименяют для лекальных, граверных, ювелирных работ, для зачистки в труднодоступных местах (отверстий, углов, коротких участков профиля и др.).
Надфили имеют такую же форму, как и слесарные напильники. Изготовляют надфили из стали У13 или У13А, допускается У12 или У12А. Длина надфилей установлена равной 80, 120 и 160 мм. На рабочей части надфиля на длине 50, 60, 80 мм наносят насечки зубьев. Надфили имеют перекрестную (двойную) насечку: основную — под углом А. = 25° и вспомогательную со = 45°. Узкая сторона надфиля имеет одинарную насечку (основную).
В зависимости от количества насечек, приходящихся на каждые 10 мм длины, надфили разделяют на пять типов: № 1, 2, 3, 4 и 5. В зависимости от типа надфили имеют от 20 до 112 насечек. На рукоятке каждого надфиля наносится номер насечки: № 1 —20 — 40 насечек; № 2 – 28-56; № 3,4 и 5 – 40-112 насечек на 10 мм длины.
А лмазные надфили применяют для обработки твердосплавных материалов, различных видов керамики, стекла, а также для доводки режущего твердосплавного инструмента. Надфили изготовляют из природных и синтетических алмазных порошков различной зернистости с прямоугольной, квадратной, круглой, полукруглой, овальной, трехгранной, ромбической и другой формой поперечного сечения. При обработке надфилями получают поверхности 9 —10-го классов шероховатости.

Рашпили предназначены для обработки мягких металлов (свинец, олово, медь и др.) и неметаллических материалов (кожа, резина, дерево, пластические массы), когда обычные напильники непригодны из-за того, что насечка их быстро забивается стружкой и они перестают резать.
В зависимости от профиля рашпили общего назначения подразделяют на плоские (тупоносые и остроносые), круглые и полукруглые с насечкой №1—2 и длиной от 250 до 350 мм. Зубья рашпиля имеют большие размеры и вместительные канавки, расположенные впереди каждого зуба.
Машинные напильники (стержневые — для опиловочных станков с возвратно-поступательным движением) малых размеров закрепляют в специальных патрйнах, а напильники средних размеров имеют с обеих сторон хвостовики, которыми их закрепляют в центрах-держателях станков. Эти напильники изготовляют таких же профилей, как и слесарные напильники, с такими же видами насечек, как и напильники общего назначения.
Вращающиеся напильники (борнапильники, дисковые и пластинчатые) применяются для опиливания и зачистки поверхностей на специальных опиловочных станках.
Борнапильники — это фасонные головки с насеченными или фрезерованными зубьями. Изготовляют целыми (с хвостовиками) и насадными (навертывают на оправку).
Борнапильники имеют угловую, шаровидную, цилиндрическую, фасонную и другую форму. Ими обрабатывают фасонные поверхности.
Дисковые напильники применяют для зачистки отливок, поковок, снятия заусенцев на станках типа наждачных точил. Диск изготовляют диаметром 150 — 200 мм и толщиной 10 — 20 мм. Зубья фрезерованные или насеченные.
Диски закрепляют с помощью приспособления.
Пластинчатые напильники представляют собой бруски прямоугольного или круглого сечения с соответствующей насечкой.
Эти напильники не имеют хвостовиков, их крепят к гибкой, непрерывно движущейся ленте заклепками.
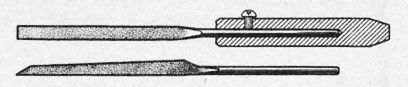
На поверхности напильника имеются острые зубья, называемые насечкой, которая определяет вид напильника.
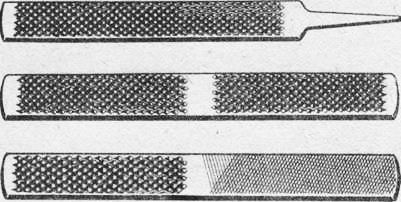
Насечка (рисунок ниже) бывает одинарной (простой) и двойной (перекрестной).
 |
Насечки напильников |
а — одинарная;
б — двойная.
Напильники с одинарной насечкой срезают металл широкой стружкой, равной длине всего зуба, поэтому работать такими напильниками тяжело. Ими в основном опиливают мягкие металлы и сплавы (медь, латунь, алюминий, свинец).
Напильниками с двойной насечкой обрабатывают твердые металлы (сталь, чугун). В напильниках с двойной насечкой нижнюю насечку называют основной, а верхнюю — вспомогательной.
Перекрестная насечка дробит стружку, что облегчает работу.
Нижнюю насечку обычно выполняют под углом 55°, а верхнюю — под углом 70°.
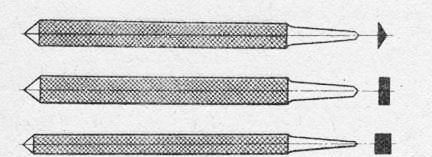
В зависимости от величины зуба насечки и числа зубьев на 10 мм длины различают 6 классов напильников:
1-й класс — драчёвые напильники, у которых на 10 мм длины приходится 5—13 зубьев (крупная насечка); применяют для грубого (чернового) опиливания, когда требуется снять большой слой металла.
2-й класс — личные напильники, у которых на 10 мм длины приходится 13—25 зубьев (средняя насечка); используют после того, как основной слой металла уже снят драчёвым напильником; применяют для чистовой обработки поверхности.
3, 4, 5 и 6-й классы — бархатные напильники — на 10 мм длины приходится 25—60 зубьев (самая мелкая насечка); используют для подгонки деталей, отделки и шлифования поверхностей.
Вопросы
- Какая насечка бывает у напильников?
- Какие металлы можно обрабатывать напильником с одинарной насечкой?
- К какому классу относится драчёвый напильник?
- Как определить класс напильника?
Задание
Пользуясь учебным пособием, установите число основных насечек, приходящихся на 10 мм длины напильника: драчёвого длиной 200, 300, 400 мм; личного длиной 150, 250, 350 мм; бархатного длиной 150, 200, 250 мм. Ответы запишите в таблице, форма которой приведена ниже.
| Вид напильника | Число насечек, приходящихся на 10 мм длины | Класс напильника |
| … | … | … |
«Слесарное дело», И.Г.Спиридонов,
Г.П.Буфетов, В.Г.Копелевич

Криволинейные поверхности деталей машин делят на выпуклые и вогнутые. Обычно опиливание таких поверхностей связано со снятием значительных припусков. Прежде чем приступить к обработке, следует тщательно разметить заготовку и выбрать наиболее простой способ удаления лишнего металла. В одном случае требуется предварительно вырезать ножовкой, в другом — высверлить, в третьем — вырубить. Излишне большой припуск на опиливание…

Цилиндрические стержни иногда приходится опиливать для уменьшения их диаметра. Бывает и так, что из отрезка квадратного сечения опиливанием получают цилиндрическую деталь. Длинные заготовки стержней, с которых необходимо снять большой слой металла, зажимают в тисках в горизонтальном положении и опиливают, раскачивая напильник в вертикальной плоскости и часто поворачивая заготовку. Опиливание длинного стержня Короткую заготовку (стержень) зажимают…

Перед опиливанием заготовку зажимают в тисках так, чтобы обрабатываемая поверхность была расположена горизонтально и выступала на 5 — 8 мм над губками тисков. Опиливают сначала перекрестным штрихом одну широкую поверхность, принимая ее за основную базу. Опиленную заготовку снимают. Смотрите рисунок – Опиливание перекрестным штрихом Качество обработки проверяют линейкой, устанавливая ее вдоль, поперек и по диагонали…

Кондуктор — это копирное приспособление. Использование кондуктора По нему можно воспроизвести контур детали с точностью от 0,1 до 0,05 мм. Рабочие стороны кондуктора должны быть точно обработаны и закалены. Опиливают по кондуктору при изготовлении большого количества одинаковых деталей. Обрабатываемую заготовку (пластину) вставляют в кондуктор и вместе с ним зажимают в тисках. Выступающую часть заготовки…

По назначению различают напильники обыкновенные, специальные, рашпили и надфили. К обыкновенным относятся плоские (тупоносые и остроносые), квадратные, трехгранные, полукруглые, круглые и ромбические напильники. Напильники различаются между собой не только по числу насечек, но и по профилю сечения и длине. Это вызвано тем, что приходится обрабатывать заготовки разной формы, размеров. Напильник должен быть длиннее опиливаемой поверхности…
Различные виды напильника, известны миру с 3 века до нашей эры.
Сегодня диапазон применения этого старейшего ручного приспособления практически не ограничен.
Различные типы инструмента применядт для доводки деталей и достижения необходимой чистоты поверхности.
Благодаря современным технологиям, напильники механического действия дополнились рядом электрического и аккумуляторного инструмента.
Что такое напильник и для чего он нужен?
Это один из самых популярных видов слесарных приспособлений для ручной обработки самых разнообразных материалов: металл, дерево, пластмасса, кости, стекло и прочих.

Для каждой сферы применения предназначается свой тип инструмента, имеющий подходящие элементы напильника для поставленной задачи.
В качестве общих функций, он предназначен для выполнения следующих операций:
- заточка режущих кромок;
- шлифование и снятие заусенцев;
- зачистка поверхности до определенного уровня шероховатости;
- послойное опиливание поверхности;
- отрезка заготовок;
- подгонка размеров;
- выполнение канавок, фасок, радиусов, шлицев, пазов и пр;
- придание конструктивным элементам нужной формы.
Рифленая поверхность способна обеспечить высокий уровень точности и чистоты обрабатываемых элементов при небольших физических затратах.
Пилочку для ногтей с полным правом можно отнести к одной из разновидностей этого инструмента.
Внешний вид и формы напильников
Внешне, это многолезвийный брусок, состоящий из металлической полосы с острыми зубцами различного наклона.

Обычно, основные элементы напильника, это лезвие и хвостовик для крепления ручки.
По форме рабочей области инструменты могут быть:
- в виде плоского прямоугольника;
- круглыми;
- полукруглыми;
- овальными;
- ромбическими;
- в виде равностороннего или тупоугольного треугольника.

Некоторые разновидности выпускаются без хвостовика, а в других типах в качестве рукояти используется продолжение стального полотна.
Как правило, длина рабочего полотна составляет от 100 до 400 мм.
Некоторые виды, с учетом специфики выпускаются большим размером.
Принцип действия
Принцип действия напильника заключается в снятии верхнего слоя с обрабатываемой детали по средствам трения.
Зубцы бруска определяют качество среза, а глубина зависит от усилий, прилагаемых нажатием на инструмент и скоростью движений.

Более грубая и крупная насечка позволяет работать значительно быстрее, но при этом снижается качество обработки.
Мелкие или алмазные грани обеспечивают практически идеальную поверхность.
Во многом, результаты работы зависят от особенностей материала и правильно подобранного вида напильника.
Классификация напильников
Основная классификация напильников, согласно госстандарта ГОСТ 23726-79 осуществляется по виду использования и подразделяет инструменты на 5 основных групп:
- для слесарных работ;
- спецназначения;
- надфили;
- рашпили;
- машинные и ленточные.
Так же, виды напильников различают по насечке – им присваиваются номера по классам от 0 до 5.
Маркировка
В маркировке отражаются необходимые данные, характеризующие предназначение инструмента.
Это класс от 1 до 6 и длина, которая обозначается латинской буквой L.
А также виды насечки напильника под № от 0 до 5.
Такой важный параметр как твердость зубьев обозначают сокращением HRC в сочетании с двузначным числом – например, HRC 55.
Так же, может быть указан тип стали, например: 13Х или У13А.
Обозначения ЦМ наносятся на инструменты, предназначенные для обработки цветных металлов.
Виды насечек и их нумерация
Виды насечки напильников – это самый важный рабочий показатель, по характеру которого классифицируют инструмент.
Абразивное покрытие может быть:
1. Простым одинарным
Простая насечка одинарного типа применяется для обработки мягких металлов и других материалов, а так же для производства специализированных напильников.
2. Двойным
Эта насечка усиливает воздействие на поверхность обрабатываемой детали.
Такие виды напильников применяют для грубой обработки чугуна, бронз, стали.
3. Крестовым
Перекрестная насечка состоит из зубьев для грубой обработки, а мелкая насечка является вспомогательной для шлифовки материала.
Так достигается более качественная обработка.
4. Точечным
Точечная или рашпильная насечка состоит из заусениц небольших размеров, она идеально подходит для обработки мягкой древесины, кожи, резины и пр.
5. Фрезерным дуговым
Такая насечка благодаря особой форме способствует достижению высокой производительности и хорошего качества обработанного изделия.
Применяют ее в работе с цветными металлами и деревом.
Как уже говорилось выше, виды напильника различаются по номерам насечки от 0 до 5.

Номера 0 и 1 отличаются крупными редкими зубьями от 4 до 12 штук на 10 мм.
Номера 2 и 3 имеют 13-24 зубца на 10 мм.
Насечки под № 4 и 5 характеризуются наибольшим количеством зубцов – более 24 на 10 мм.
Виды напильников и их назначение
Виды напильников по классам и форме определяют основную сферу применения.
К 1 классу относятся инструменты с насечкой с нумерацией от 0 до 1.
Это драчевый напильник его основная задача черновая обработка поверхностей.
Ко второму классу относятся инструмент с абразивом под № 2 и 3.
Это уже менее грубый напильник, называют его личной, и использует преимущественно для чистовой обработки, т.к. он оставляет более гладкую поверхность.
Инструменты 3,4,5 и 6 класса обладают насечкой 4 и 5 номеров.
Они больше известны как «бархатные» или ювелирные напильники, применяются для финишной обработки.
Виды напильника по форме
Классификация по форме подразделяет сферу применения более детально.

1. Плоские тупоносые напильники относятся к универсальному инструменту, т.к. предназначены они для работ по металлу и дереву.

Они легко справляются с обработкой плоских и выпуклых поверхностей. На одну из боковых граней у них нанесена одинарная насечка.
2. Плоские остроносые используют для обработки наружных или внутренних плоских поверхностей, также их применяют для пропиливания шлицев и канавок.

3. Квадратные изделия имеют острый нос, служат они для распиливания отверстий квадратного и прямоугольного сечения и зауженных поверхностей.

4. Трехгранная форма выпускается в двух вариантах – для послойного срезания материалов, обработки внутренних углов разной формы, трехгранных отверстий для опиливания мелких пазов и клиновидных канавок.

Также этот вид применяют для заточки пил по дереву, поэтому их еще называют ножовочными.
5. Круглая форма – этот вид, как и треугольный, имеет два различных подтипа.

Для обработки круглых пазов, отверстий, послойного отпиливания и для затачивания пил по дереву, цепей для пил.
6. Полукруглый тип относит инструмент к универсальным, так как сочетает преимущества плоских и круглых напильников.

Идеально выполняет обработку сферических и плоских поверхностей, имеет заостренный носик.
7. Ромбическая форма позволяет эффективно обрабатывать материалы со сложной конфигурацией поверхности, в том числе для работы с шестернями, звездами, колесами, дисками.

Напильники, предназначенные для специализированных операций, называются инструментом специального назначения, к ним относятся алмазные покрытия и другие режущие поврехности более высокой твердости, предназначенные для цветных сплавов, металла, для плитки из кафеля или керамики и прочих материалов.
Виды и размер насечек
Характер насечки определяет основные виды напильника.
Профиль и размер зубьев напильника зависят от станка, используемого для нанесения режущей поверхности.
Как правило, для производства используются:
— пилонасекательные станки с зубилом;
— фрезерные станки;
— шлифовальные станки со специальными кругами;
— зубонарезные и протяжные станки.
Вне зависимости от способа производства, все зубцы имеют заданные параметры угла расположения, заострения и резания.

Чем больше насечек на 1 см рабочей площади, тем меньше зубья насечки.
Отношение высоты к шагу основной насечки должно быть не меньше 0,5.
Материал напильника
Согласно стандартам РФ и международным нормам, напильники производятся из инструментальной стали углеродистого типа.
К таким относятся наиболее распространенные марки:
— У 10,12, 13;
— У 10, 12, 13 А;
— ШХ15 УА;
— 13Х и их зарубежные аналоги.
Что такое надфиль и его назначение?
Изделия маленьких размеров, основное назначение которых граверные, лекальные и ювелирные работы; также их используют для шлифовки в труднодоступных местах; коротких отрезков профиля, углов или отверстий; для керамики, твердых сплавов, доводки режущих инструментов – называются надфили.

Слесарные напильники и надфили имеют разную форму.
По типу насечки последние выпускаются под номерами от 1 до 5 и в зависимости от вида, имеют от 20 до 112 зубцов.
Производство надфилей регламентируется ГОСТ 1513-67.
Согласно стандарту, длина изделий может быть 80, 120 и 160 мм.

Абразивные насечки располагаются не на всей рабочей поверхности, а на длине 40, 60 и 80 мм. основная рабочая область покрывается перекрестной насечкой, а узкая сторона – одинарной.
Что такое рифель и для чего он нужен?
Разновидность надфиля – это особенный инструмент под названием рифель.
Он отличается изогнутой рабочей областью, и производится из магнитосодержащих сплавов.

Сфера использования рифеля достаточно узка – это ювелирные работы, где прибор служит для отделения отработки рифеля от опилок драгоценных сплавов.
Рашпиль
Рашпиль предназначен для обработки мягких металлов, каучука, кожи, дерева, кости и подобных материалов.

Согласно ГОСТ, выделяют три основных типа инструментов:
— общего назначения;
— сапожные (обувные)
— копытные.
Рашпили общего назначения выпускаются с острым и тупым носом плоского типа или круглые и полукруглые с насечкой 1 и 2.
Характерная особенность этого вида – большие размеры зубьев и просторные канавки перед каждым зубом.
Что такое тарированный напильник
Тарированный напильник служит своего рода эталоном определения твердости закаленных, металлических деталей, заготовок по шкале Виккерса или шкале «С» Роквелла.

Твердомеры позволяют быстро и дешево определить характер материала в быту и промышленности, а так же, в труднодоступных местах, где нет возможности воспользоваться стационарными или портативными инструментами.
Для этого выпускаются наборы, в которых инструменты в зависимости от эталона своей твердости отличаются по цветам:
- Черный HRC65
- Голубой HRC 60
- Темно-зеленый HRC 55
- Светло-зеленый HRC 50
- Желтый HRC 45
- Красный HRC 40
Следы царапин на контрольном изделии показывают, что испытываемая поверхность более мягкая, чем определитель.
Испытания проводят до тех пор, пока твердость предмета не окажется выше твердости тестера и будет находится между средними показателями обоих инструментов.
Какие бывают напильники
Современное производство не всегда может быть удовлетворено результатами ручного труда, поэтому производители предлагают такие инструменты, как электрический или пневматический напильник.
Последние отличаются небольшой производительностью, но выигрывают в весе и размерах.
Сетевые инструменты имеют высокую производительность, тяжелее и габаритнее первых, но не требуют дополнительной подачи воздуха.

С развитием автономных технологий, появился новый вид – ленточный напильник аккумуляторный, который позволяет работать без привязки к точке питания.

Несмотря на то, что пневматика постепенно вытесняется с прилавков магазинов, есть модели, максимально отвечающие требованиям потребителя.
Один из таких популярных вариантов – ленточный пневматический напильник.

Он отлично справляется с зачисткой металлических поверхностей от следов сварки, коррозии и прочего в условиях небольших слесарных предприятий, частных автомастерских, производственных и сборочных цехов.
Как выбрать напильник
Выбирая определенный вид ручного напильника, профессионалы рекомендуют обратить внимание на обрабатываемые материалы и рабочие характеристики.
В числе значимых параметров – качество зубьев.
От него напрямую зависит эффективность работы.
Кроме того, стоит учесть:
— Тип насечек;
— Форму рабочего тела;
— Длину;
— Особенности рукояти или хвостовика.
Размеры должны соответствовать размерам обрабатываемых деталей.
Для габаритных деталей используйте максимальную длину – от 22 до 350 мм, а для небольших – от 150 до 180 мм.

Рукоять должна быть надежной и удобной.
Деревянные ручки считаются менее надежными, более удобны пластик и резина.
Так же, инструменты часто предлагаются без рукояти.
Очень важны такие показатели, как распределение твердости и вязкости.
Вязкость минимальна на поверхности, и максимальна на глубине, а твердость наоборот.
Недостаточная твердость приводит к быстрой потере остроты зубьев, а малая вязкость грозит разрушению насечки при работе.
Поверхностная твердость регламентируется в зависимости от назначения.
Средние показатели по производителям составляют следующие значения для напильников различного вида:
- Столярно-слесарного назначения – от 64 до 66 HRc;
- Заточного типа – от 65 до 67 HRc;
- Рашпили – от 53 до 56 HRc.
Действительное качество проверяется только в процессе использования.
Производители напильников
Действительно, визуально оценить качество инструмента для непрофессионала – задача очень сложная.
Поэтому основной критерий – это отзывы пользователей и репутация производителя.
Среди наиболее популярных марок стоит выделить:
Каждый производитель достоин отдельного внимания, поэтом на нашем сайте есть отдельный раздел, где представлена информация о различных фирмах, брендах, марках и т.п.