Ювелирное обозрение
Все о ювелирных украшениях, драгоценных камнях и металлах
Кольцо для проверки резьбы
Содержание
Основными параметрами резьбы являются наружный, внутренний и средний диаметр, шаг и угол профиля, так как они определяют эксплуатационные свойства резьбового соединения (точность, прочность, характер контакта, и другие).
В процессе производства резьбовых деталей любой из этих элементов резьбы может иметь погрешности изготовления. Кроме того, возможны отклонения: от концентричности диаметральных сечений; от заданных параметров, характеризующих взаимное расположение резьбы и других поверхностей детали; несоответствие параметра шероховатости резьбовой поверхности и т.д. Все это приводит к нарушению взаимозаменяемости, ухудшает качество и свинчиваемость резьбового соединения, снижает его прочность.
Существуют два метода контроля точности резьб – дифференцированный (поэлементный) и комплексный.
Дифференцированный метод применяют, когда на каждый параметр резьбы допуски указаны отдельно. При этом отдельно контролируют шаг, средний диаметр, половину угла профиля. Данный метод является сложным и трудоемким, поэтому используется для контроля точных резьб (калибров, резьбообразующего инструмента, специальных резьбовых деталей), а также используется при наладке технологического процесса и при исследовании причин дефектов.
Комплексный метод контроля применяют для резьбовых деталей, допуск среднего диаметра которых является суммарным допуском. Метод основан на одновременном контроле среднего диаметра, шага, половины угла профиля, внутреннего и наружного диаметров резьбы путем сравнения действительных размеров с предельными. Это обеспечивается использованием предельных калибров.
В крупносерийном и массовом производстве контроль предельными резьбовыми калибрами является основным. Также этот метод применяется в единичном и мелкосерийном производстве.
Контроль резьбы калибрами.
В комплект для контроля ци¬линдрических резьб входят проходные (ПР) и непроходные (НЕ) предельные калибры.
Рабочие калибры – калибры для проверки правильности размеров резьбы в процессе ее изготовления.
Контрольные калибры (контркалибры) – калибры для контроля или регулирования (установки) размеров рабочих калибров.
Для контроля размеров внутренней резьбы применяют, так называемые, резьбовые калибр-пробки (рис.1) 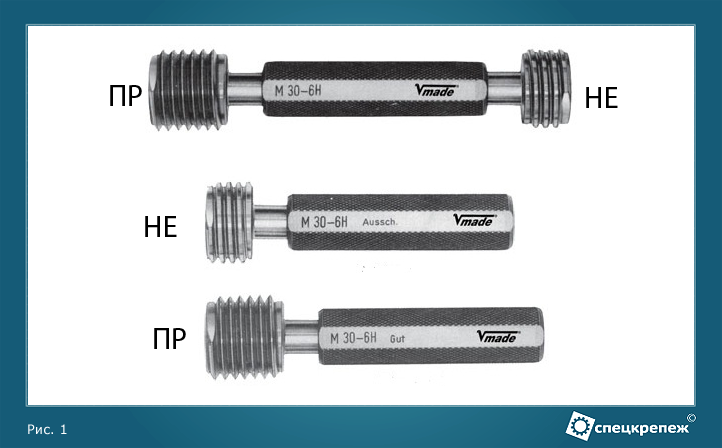
Свинчиваемость проходного калибра-пробки с гайкой означает, что средний диаметр резьбы гайки не выходит за установленный наименьший предельный размер, а погрешности угла профиля и шага резьбы гайки компенсированы соответствующим увеличением среднего диаметра. Вместе с тем проверка данным калибром гарантирует, что наружный диаметр гайки не меньше наружного диаметра болта
Непроходной калибр-пробка, как правило, не должен ввинчиваться в гайку. Допускается ввинчивание:
- для глухих резьб – не более чем на два оборота;
- для сквозных резьб – не более чем на два оборота с каждой стороны).
Для коротких резьб (до четырех витков) ввинчивание непроходного калибра-пробки допускается:
- для глухих резьб – до двух оборотов с одной стороны;
- для сквозных резьб – до двух оборотов в сумме с двух сторон.
Проверка непроходной резьбовой пробкой гарантирует, что средний диаметр гайки не больше установленного предельного размера.
Для контроля размеров наружной резьбы применяют, так называемые, резьбовые калибр-кольца (рис. 2).
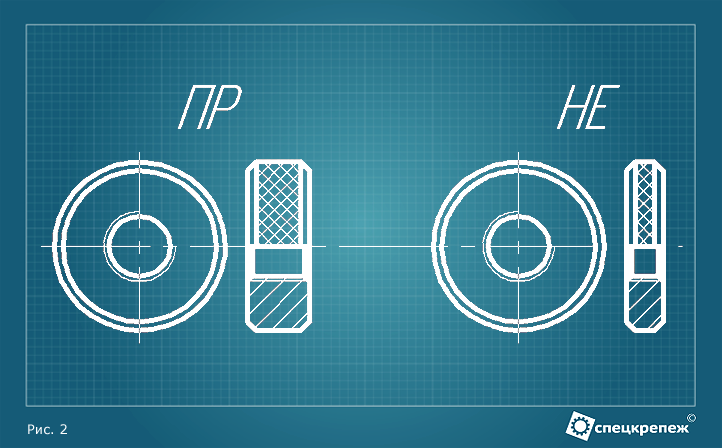
Проходное резьбовое кольцо должно навинчиваться на проверяемый болт или аналогичный тип крепежа, что свидетельствует о том, что средний диаметр резьбы болта не выходит за установленный наибольший предельный размер и что погрешности угла профиля и шага резьбы болта компенсированы соответствующим уменьшением среднего диаметра. Также проверка этим калибром гарантирует, что внутренний диаметр болта не больше внутреннего диаметра гайки. Непроходное резьбовое кольцо, как правило, не должно навинчиваться на болт. Допускается навинчивание не более чем на два оборота.
Проходные резьбовые калибры имеют полный профиль резьбы (рис. 3, а) и длину, равную длине свинчивания. Фактически они должны быть прототипом сопрягаемой детали.
Непроходные резьбовые калибры имеют укороченный профиль (рис. 3, б) с минимальной длиной сторон профиля резьбы и сокращенное число витков. Это делается для того чтобы уменьшить влияние погрешностей половины угла профиля и шага и контролировать только средний диаметр.
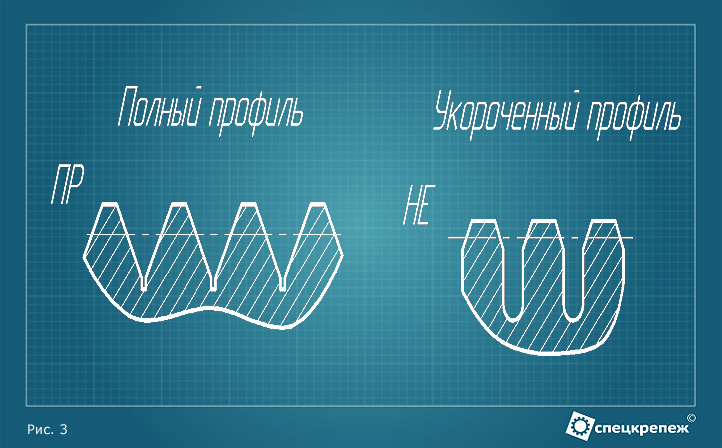
Полный профиль резьбы калибров выполняют с канавкой произвольной формы или со впадиной закругленной формы.
Укороченный профиль резьбы калибров-пробок получают за счет уменьшения наружного диаметра пробок и прорезания канавок у впадин по внутреннему диаметру, у калибров колец – путем увеличения внутреннего диаметра и прорезания канавки у впадины по наружному диаметру.
Вместо жестких резьбовых калибров-колец можно применять проходные и непроходные регулируемые калибры-кольца (рис.4)
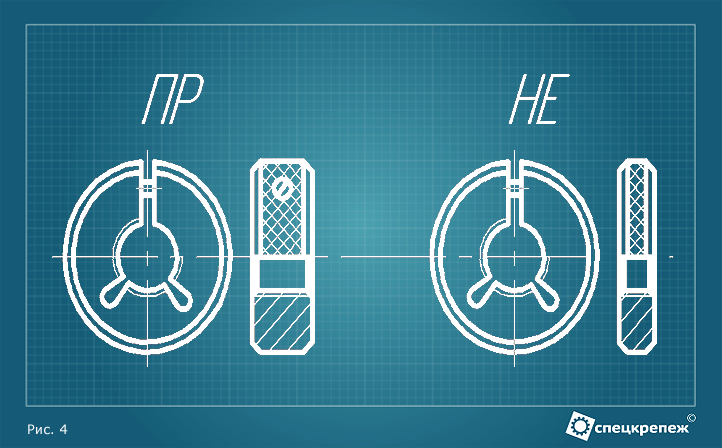
В конструкции данных калибров предусмотрен специальный регулировочный винт, с помощью которого, в условиях измерительной лаборатории по специальным установочным калибрам, производится настройка калибра на заданный размер и компенсация износа.
Для контроля наружной резьбы используют также роликовые резьбовые скобы (рис. 5)
Двухпредельная роликовая скоба имеет две пары роликов, у которых профиль резьбы и расстояние между средними диаметрами резьбы первой пары соответствует проходному кольцу, а те же параметры второй пары – непроходному. Ролики установлены с эксцентриситетом, что дает возможность производить регулировку размера. Применение резьбовых скоб позволяет производить измерения деталей в центрах и значительно сокращает вспомогательное время контроля, потому что не требуется навинчивание. Резьбовые скобы имеют более длительный срок эксплуатации, чем кольца.
На рис. 6 показано расположение полей допусков среднего диаметра калибров для контроля метрической резьбы: а) внутренней; б) наружной. Предельные отклонения отсчитываются от соответствующих предельных размеров резьбы деталей, которые в свою очередь являются номинальными размерами калибров.
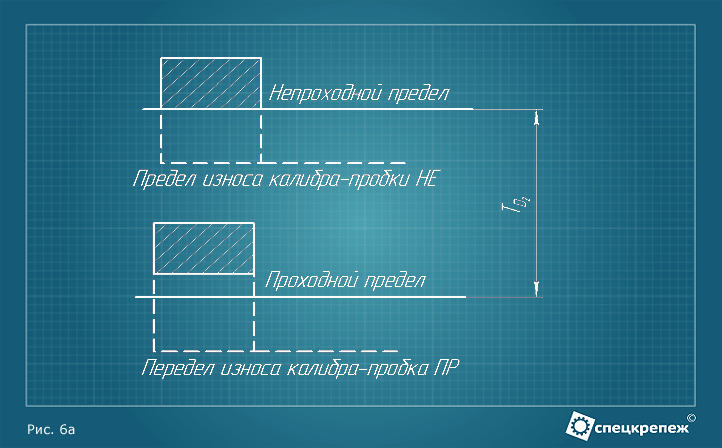
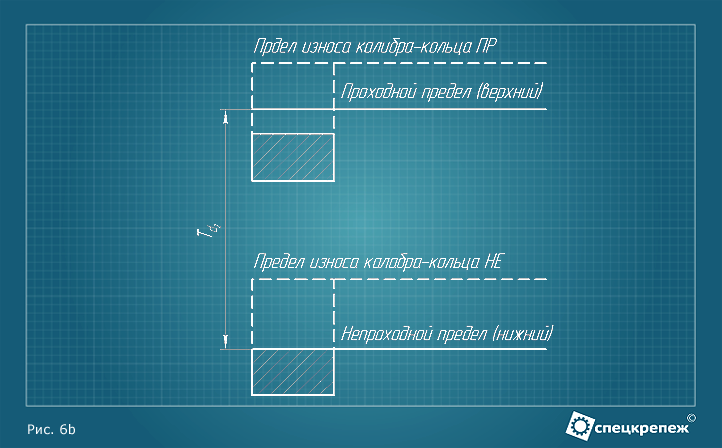
Для увеличения срока службы рабочих резьбовых калибров установлен допуск их износа. Поле допуска на износ проходных калибров частично выходит из поля допуска резьбы детали, а поле допуска на износ непроходных калибров расположено в поле допуска резьбы детали.
Маркировка резьбовых калибров.
При маркировке на калибр наносят размер резьбы, обозначения калибра ПР или НЕ, марку завода-изготовителя.
Пример маркировки: М16Х1,5-6g, ПР.
Контроль наружного диаметра болта проводят предельными гладкими скобами (рис. 7), а внутреннего диаметра гайки – предельными гладкими пробками (рис. 8)

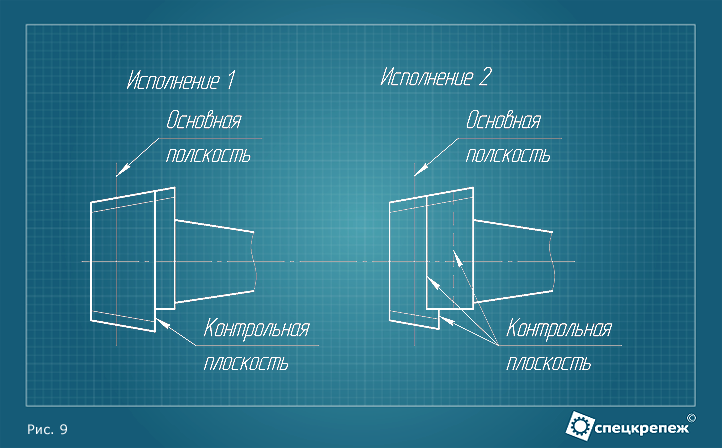
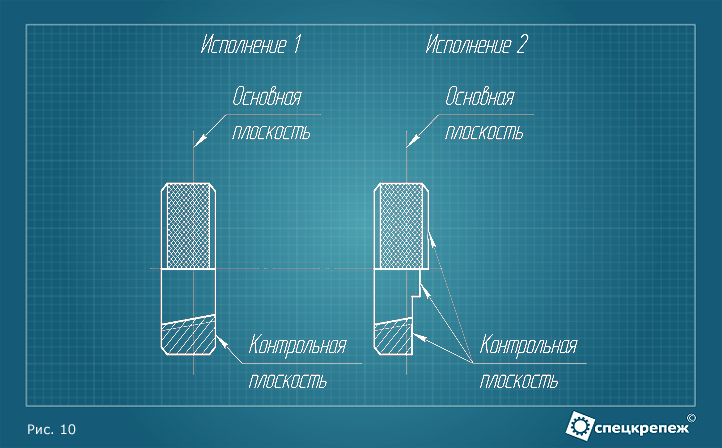
Конические резьбы также контролируют предельными калибрами-пробками (рис. 9) и кольцами (рис.10). Соответствие резьбы требованиям определяют по осевому положению торца детали относительно измерительной плоскости калибра.
| Назад |
| «Спецкрепеж» |
| Каталог |
Вся продукция имеет необходимые сертификаты соответствия,
сертификаты качества изделия и технические паспорта.
Перечень услуг представлен в соответсвующем разделе
Контроль резьбы представляет собой комплекс процедур по измерению важных характеристик нарезки. Для эффективного измерения параметров резьбы необходимо правильно определить методы и средства контроля. Во время контроля основных параметров нарезания чаще всего применяются методы трёх проволочек, средствами контроля выступают измерительные приспособления с индикаторами и микрометры. Существует 2 основных способа контроля резьбы:
- Метод дифференцирования: каждый элемент измеряется в отдельности.
- Метод комплексной проверки: проверка всех параметров производится совместно при помощи бесшкальных инструментов.

Для контроля трубной и конической резьбы чаще всего используют калибры, измеряющие размеры, форму и взаимное расположение поверхности детали.
Дефекты резьбовых соединений
При контроле резьбовых поверхностей могут быть выявлены следующие дефекты резьбовых соединений:
- Рваная нарезка. Этот дефект возникает при отличии диаметров отверстия и стержня от номинального диаметра. Также причиной может послужить недостаточная острота режущего инструмента. Для предупреждения проблемы необходимо тщательно проконтролировать значения всех диаметров и заменить затуплённый инструмент на подточенный.
- Тупая нарезка. Этот дефект проявляется, если номинальный диаметр меньше диаметра отверстия, но больше диаметра стержня. В итоге при нарезании профиль становится неполным. Чтобы избежать подобный дефект, нужно перед нарезанием провести точные измерения диаметров.
- Конусность резьбы. Причиной появления этого дефекта выступает неправильный размер режущего предмета, зубья которого срезают лишний металл. Единственным способом решения этой проблемы является соотнесение установленных размеров детали и режущего прибора.
- Тугая нарезка. При несоблюдении размерности детали и шероховатости резьбы инструмента процесс нарезания проводится с трудом. Этот дефект предупреждается при помощи корректного измерения параметров заготовки и определения правильных размеров режущего инструментов.



Для контроля дефектов резьбы используются калибры. Они подразделяются на следующие разновидности:
- Калибр расположения. Этот вид калибров создаётся по среднедопускаемым размерам контролируемой детали. Проверка происходит посредством вхождения калибра расположения в заготовку. Если нарезание выполнено надлежащим образом, то вход должен совершиться с большей или меньшей плотностью плавно и гладко.
- Калибры с пределами. Этот тип калибров изготавливается в соответствии с предельными размерами исходной заготовки. Он разделён на 2 стороны. Одна из них соответствует максимальному размеру детали, другая – минимальному. Одна сторона должна не проходить в измеряемое отверстие, чтобы мастер смог определить подлинные размеры детали.
- Контрольные калибры. Этот вид калибров предназначен для проверки параметров отверстий непосредственно во время рабочего процесса.
- Приемные калибры. Эти калибры являются специализированными инструментами, являющихся первостепенными рабочими приспособлениями для сотрудников отделения технического контроля (ОТК), которые осуществляют свою деятельность на проверочных пунктах.
Приборы контроля резьбы
Для вычисления характеристик метрической разновидности резьбы при помощи комплексного метода контроля используются калибры в виде колец и скобы. Измерения проводятся в соответствии с ГОСТом 17763. Контроль внутреннего нарезания производится калибрами-пробками. Контроль нарезки с углом профиля 55° осуществляется при помощи микрометра со специальными вставки. На измерительный прибор устанавливается 5 комплектов вставок, размер которых определяется шагом резьбы. Существует 2 основных вида вставок:
- призматическая: устанавливается на место пятки микрометра;
- конусная: ставится в отверстие винта микрометра.
Работники ОТК для контроля угла профиля резьбы используют приспособления со встроенными индикаторами: микроскопы и проекторы. Они могут быть оснащены раздвижными вставками и наконечниками в виде шариков. Конструкция приборов с индикаторами представляет собой упорную планку, держатель и индикаторы. Главным преимуществом индикаторных приспособлений является их универсальность. С их помощью можно проводить измерительные работы как при расточке, так и при обточке детали. Они обеспечивают высокую точность измерений за короткий временной промежуток.
Существуют дополнительные приборы с индикаторами для контроля конусности детали. Они создаются по международному стандарту API и определяют размер резьбовых соединений в диапазоне от 1,5 до 24 дюймов. Устройство этих приспособлений представлено съёмными, измерительными наконечниками. Они передают результаты измерений отдельному индикатору, который выводит полученные данные на экран. Мастеру, применяющему индикаторные приборы для определения конусности детали, не понадобятся приблизительные шаблоны для контроля. Эта особенность обусловлена тем, что наконечники приборов всегда стараются предоставить наивысшие показатели для индикатора на минимальном расстоянии в 1 дюйм.


Сотрудники фабрик и заводов во время контроля резьбы применяют штангенциркуль и штихмассы, производящие замеры линейных единиц измерения. Они помогают определить размер резца, с помощью которого производится снятие необходимого количества стружки с заготовки. Эти измерительные приборы позволяют сэкономить время обработки отверстий средней и наибольшей степени точности.
Измерение шага резьбы
Для контроля такой характеристики, как шаг резьбы используются стандартные линейки с миллиметровыми и дюймовыми делениями, а также резьбомеры. Результаты вычислений шага посредством линейки являются неточными и производятся путём замера определённого числа витков. Главной задачей измерения является нахождение количества витков, которое приходится на единичный шаг резьбы. В условном случае, когда на 1 дюйм приходится 5 витков, шаг равняется 1/5 дюйма. Для удобства полученные результаты в дюймах пересчитывают в миллиметры. Во время процесса измерения витков посредством линейки человек должен учитывать следующие особенности:
- Для достижения максимальной точности нужно измерять не отдельные участки, а целую часть профиля детали.
- Перед процедурой измерения необходимо подсчитать целое количество витков.
- Шаг резьбы определяется после замера глубины и главных характеристик резьбовых соединений.

В результате измерений находится усреднённое значение шага. Погрешность расчётов зависит от правильности выполненной нарезки детали.
Резьбомер способен предоставить наиболее точные результаты измерений шага для трубной конической резьбы, потому что он может работать с наиболее маленькими расстояниями.
В состав его конструкции входят пластины, выполненные из сплавов железа. Каждая пластина оснащена вырезами, эквивалентными профилю нарезки и её шагу. Для определения величины шага резьбомер прикладывается к измеряемой детали. Пластина резьбомера производит точный контроль только в том случае, когда она параллельна оси нарезки. Важно, чтобы пластинка и отверстие резьбы совпали по размеру.
Измерение среднего диаметра резьбы
Контроль среднего диаметра нарезки осуществляется микрометром. Главными комплектующими этого инструмента являются сменные наконечники, которые вставляются в отверстие винта. Этот измерительный прибор предоставляет наиболее точные измерения резьбы.
Если для работы необходимы лишь усреднённые значения диаметра резьбы, то можно применить специальное приспособление – кронциркуль. Его устройство представлено шариковыми наконечниками, размеры которых должны соответствовать типу и шагу резьбовых соединений. Наконечники кронциркуля ставятся по резьбовому калибру, выдавая средний размер диаметра. После этого необходимо проделать аналогичные действия и с боковыми сторонами детали. Для проверки полученных результатов используются резьбовые скобы. Оценка точности диаметра проводится по принципу сравнения полученной резьбы с исходным шаблоном.
Если требуется произвести контроль среднего диаметра маленькой длины, состоящей максимум из 2 витков, то мастера пользуются методом, в котором задействованы 2 проволочки. Этот способ измерения резьбы отличается тем, что на противоположные выступы и впадины резьбы накладываются проволоки, диаметр которых является табличной единицей. Расстояние между концами проволочек показывает число среднего диаметра детали. Для каждого класса точности выпускаются отдельные проволоки, создающиеся по ГОСТу 2475-88. Во время определения конечных чисел необходимо учитывать возможные погрешности, потому что 2 проволоки не позволяют получить максимально точные значения.
Также этот параметр резьбы может измеряться посредством микроскопа. Прибор прикладывается к боковым сторонам профиля заготовки. Окуляры микроскопа наводятся на изображение профиля с каждой стороны, чтобы определить его размер. Полученные значения складываются и делятся на количество сторон. Получившееся среднее арифметическое является действительным значением среднего диаметра резьбовых соединений.

Для производственных работ часто требуется дополнительно произвести контроль усреднённого диаметра вала. На них размещаются подшипники, муфты, бортики и зубчатые колёса, с помощью которых осуществляется вращение детали. Его диаметр рассчитывается во время процесса кручения. Конечное значение находится по формуле d=(T/0,2[t]) 1/3 . На конечный результат могут повлиять посторонние факторы (размер отверстия и высота бортиков).
Измерение наружного диаметра резьбы
Контроль внешнего диаметра резьбы производится при использовании микрометрических инструментов, основу конструкции которых составляют микровинты. Расчёт происходит в соответствии со следующим алгоритмом:
- Микровинты прикладываются к профилю резьбы. Для корректировки местоположения инструмента необходимо произвести несколько вращений микрометра.
- Записать величину профиля нарезки для одной стороны. Значение рассчитываются, исходя из цены деления на шкале микровинтов.
- Приложить микрометр к противоположному концу профиля и вычислить его размер.
- Найти внешний диаметр нарезки, отняв от результата первоначального вычисления значение второго вычисления.
Измерение внутреннего диаметра резьбы
Внутренний диаметр нарезки контролируется измерительным приспособлением с заострёнными ножками – кронциркулем. Для организации вычислительных работ нужно установить инструмент на шаблонную деталь по резьбовому калибру, и затем проделать сравнение с исходным внутренним диаметром резьбовых соединений. Кронциркуль должен находиться относительно измеряемой оси под углом.

Также измерение внутренней резьбы может осуществляться приборами для цилиндрической резьбы. Это обусловлено тем, что внутренний диаметр имеет гладкую поверхность, что идеально подходит для формы наконечников, используемых в этих инструментах. Проверка полученных измерений делается посредством калибров-пробок.
Измерение резьбы методом трех проволочек
Метод трех проволочек применяется главным образом для контроля среднего диаметра резьбы. Определение значений диаметра происходит путём накладывания проволок одинакового диаметра на впадины резьбовых соединений. Размер полученной конструкции измеряется микрометром. На конечные результат вычислений может очень сильно повлиять погрешность профиля. Для устранения этой погрешности необходимо наложить проволочки на профиль таким образом, чтобы они соединялись на том уровне, где ширина впадин будет эквивалента ширине выступов. Проволочки обязаны лежать следующим образом: 1 проволока размещена на впадине с левой стороны, а 2 другие – на впадинах с противоположной стороны. Важно, что во время измерений деталь не деформировалась, а проволоки не перегибались

Помимо этого, сферой применения метода трёх проволочек является контроль диаметра трапецеидальной резьбы. Только в этом случае проверка детали проводится при помощи трех специальных роликов.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Резьба – это чередующиеся винтовые канавки и выступы постоянного сечения (нарезка), образованные на поверхности детали. Контур сечения канавок и выступов в плоскости, проходящей через её ось, называется профилем резьбы. По этому признаку различают треугольные, трапецеидальные, упорные, круглые, прямоугольные и другие резьбы. В зависимости от формы поверхности, на которой образована винтовая нарезка, резьбы бывают цилиндрические и конические (наружные и внутренние), а в зависимости от направления винтового движения резьбового контура — правые и левые; по числу заходов (ниток нарезки) различают резьбы однозаходные и многозаходные (двухзаходные, трёхзаходные и т. д.).
Треугольные резьбы относятся к группе крепёжных и разделяются на метрическую (наиболее распространена) и дюймовую, используют главным образом в разъёмных соединениях деталей машин, т. к. они обеспечивают прочность и сохранение плотности стыка при длительной эксплуатации.
В группу так называемых, кинематических резьб входят трапецеидальная резьба, которая в передачах винт — гайка служит для преобразования вращательного движения в поступательное при наименьшем трении (ходовые винты станков, винты столов измерительных приборов и т. п.), и упорная резьба, которая служит для преобразования вращательного движения в прямолинейное, например в прессах и домкратах, а также применяется при больших односторонних нагрузках, например в соединениях колонн прессов с поперечинами и т. п.
Трубные резьбы используют в трубопроводах и арматуре разнообразного назначения для обеспечения герметичности соединений.
Основные параметры резьбы (общие для наружной и внутренней): наружный диаметр d (или D для гаек), внутренний d1(D1)и средний d2(D2), шаг Р, угол профиля a, углы наклона боковых сторон профиля b и g, которые для резьб с симметричным профилем равны половине угла профиля a/2, угол подъёма резьбы, высота профиля H, рабочая высота профиля H1, длина свинчивания резьбы (см. на чертеже для метрической резьбы).

Резьбоизмерительные инструменты
Различают резьбоизмерительные инструменты для комплексного контроля и для измерения отдельных параметров наружной и внутренней цилиндрической и конической резьб (см. выше).
К средствам комплексного контроля, используемым при приёмке готовых деталей, относятся проходные и непроходные калибры, с помощью которых определяют, находятся ли в допускаемых пределах размеры сопрягаемых винтовых поверхностей (болт и гайка) на длине свинчивания. Проходным калибром, который должен при проверке свинчиваться, контролируют так называемый приведённый средний диаметр (искусственно созданный контрольный параметр), обеспечивающий сопряжение резьбового соединения. Для комплексного контроля пользуются также индикаторными резьбоизмерительными инструментами.
Р. и., предназначенные для измерения отдельных параметров наружной резьбы — среднего диаметра, профиля и шага, используют при определении точности технологического процесса или для оценки эксплуатационных свойств специальных точных резьбовых деталей (ходовых винтов, винтов микрометров, резьбовых калибров и т. п.). Для измерения среднего диаметра применяют микрометры со вставками, имеющими резьбовой профиль.
Один из способов определения среднего диаметра точной резьбы — измерение с помощью проволочек (роликов), которые закладывают между витками резьбы и каким-либо измерительным средством — оптиметром, микрометром и др. Определяют размер по высоте, на которую выступают проволочки над наружным диаметром резьбы. Пользуются также специальными приспособлениями с тремя, двумя или одной проволочкой, а при измерении среднего диаметра внутренней резьбы — нутромерами специальной конструкции или приборами со сменными сферическими наконечниками.
Измерение профиля резьбы в деталях с относительно крупным шагом (ходовые винты, червяки) производят приборами, измерительный узел которых разворачивается на угол профиля резьбы, и наконечник перемещается вдоль её боковой поверхности. Иногда для этой цели пользуются угломерами специальной конструкции. Шаг резьбы обычно определяют в осевом сечении на инструментальных и универсальных микроскопах и проекторах.
Калибр
(франц. Calibre – измерительный), бесшкальный измерительный инструмент, предназначенный для контроля размеров, формы и взаимного расположения частей изделий. Контроль состоит в сравнении размера изделия с калибром по вхождению или степени прилегания их поверхностей. Такое сравнение позволяет рассортировывать изделия на годные (размер находится в пределах допуска) и бракованные с возможным исправлением или неисправимые.
Наиболее распространены предельные калибры.: проходные, выполненные по наименьшему предельному размеру отверстия или наибольшему размеру вала и входящие в годные изделия, и непроходные, выполненные по наибольшему размеру отверстия или наименьшему размеру вала и не входящие в годные изделия.
По назначению различают калибры.: рабочие — для проверки изделий на предприятии-изготовителе и контрольные — для проверки или регулировки рабочих калибров.
Достоинства калибров – простота конструкции, возможность комплексного контроля изделий сложной формы.
Недостатки – малая универсальность, невозможность определить действительные отклонения размеров.
Применение калибров в машиностроении сокращается за счёт внедрения универсальных средств измерения, механизированных и автоматических приборов.
Это были выдержки из Большой Советской Энциклопедии издание третье от 1969-1978гг. С тех пор прошло более тридцати лет, но «внедрение универсальных средств измерения, механизированных и автоматических приборов» до сих пор не вытеснило калибры из отраслей массового производства, где невозможно контролировать каждую железку выше обозначенными резьбоизмерительными инструментами. Применение калибров является самым массовым средством контроля не только у нас, но и во всем мире, на ближайшие еще лет сто.