Ювелирное обозрение
Все о ювелирных украшениях, драгоценных камнях и металлах
Как скрафтить индукционную печь
Содержание
- 1 ПРИНЦИП РАБОТЫ ИНДУКЦИОННЫХ ПЕЧЕЙ. ПРИНЦИП ИНДУКЦИОННОГО НАГРЕВА
- 2 Индукционная печь в Майнкрафт: как скрафтить
- 3 Индукционная печь в Майнкрафт: описание
- 4 Применение
- 5 Индукционные печи на гидравлике
- 6 Индукционные печи на редукторе
- 7 Мобильные индукционные печи
- 8 Индукционная печь для стали
- 9 Индукционная печь для чугуна
- 10 Индукционная печь для алюминия
- 11 Принцип работы
- 12 Технические характеристики
- 13 Футеровка
- 14 Схема
- 15 Мощность
- 16 Индукционные литейные печи
- 17 Особенности установки

Железную печь можно скрафтить двумя способами. Первый способ: 8 слитков железа. Второй способ: 5 слитков железа и 1 печь. Железная печь быстрее плавит ресурсы, чем обычная печка. В обычной печи одного угля хватает на плавку восьми предметов, в железной печи одного угля хватает на плавку десяти ресурсов.
Электрическая печка крафтится из 1 электросхемы, 2 ред пыли и железной печи. Эта печь не нуждается в горючем топливе, но требует электричество. Мало того, что она быстрее железной печи на 23%, так еще в неё можно поставить улучшения (ускоритель, энергохранитель , трансформатор и выталкиватель)
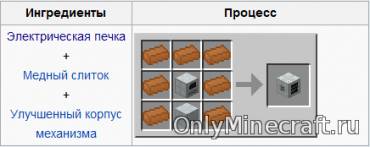
Индукционная печь крафтится из улучшенного механизма, 7 медных слитков и электрической печи. Огромным плюсом этой печки является то, что можно плавить два различных предмета сразу т.е. на входе и выходе две ячейки. Её скорость плавки зависит от степени нагрева, потому советую провести к ней редстоун сигнал, так она будет нагрета всегда.
При разрушении блока киркой выпадает улучшенный механизм.
Индукционная печь — это улучшенная версия электрической печи.
| Ингредиенты | Процесс |
|---|---|
| Электрическая печь + Медный слиток + Улучшенный механизм |
| |
|
|
|
|
| |
|
|
||
| |
|
|
Индукционная печь отличается от своих предшественников тремя положительными свойствами:
- Одновременно можно плавить два разных вида сырья.
- Индукционная печь нагревается и по мере нагрева работает быстрее и эффективнее.
- Печь поддерживает напряжение Т2 (до 128 еЭ/ф).
Сначала печка тратит на одно плавление 6000 еЭ и целых 24 секунды. Затем индукционная печь будет нагреваться, всё сильнее и сильнее. При 100% нагреве она будет плавить со скоростью 1 плавление за 13 тактов (0,65с), потребляя всего 208 еЭ. Однако, индукционная печь остывает (за 128 секунд), и делает это быстрее, чем нагревается. Для постоянного нагрева печи можно подать к ней редстоун сигнал, например, прикрепить к ней рычаг (чтобы он прикрепился, нужно присесть). При этом, если уже ничего не плавится, на нагрев печи будет потребляться 1 еЭ/ф.
ПРИНЦИП РАБОТЫ ИНДУКЦИОННЫХ ПЕЧЕЙ. ПРИНЦИП ИНДУКЦИОННОГО НАГРЕВА
Принцип индукционного нагрева заключается в преобразовании энергии электромагнитного поля, поглощаемой электропроводным нагреваемым объектом, в тепловую энергию.
В установках индукционного нагрева электромагнитное поле создают индуктором, представляющим собой многовитковую цилиндрическую катушку (соленоид). Через индуктор пропускают переменный электрический ток, в результате чего вокруг индуктора возникает изменяющееся во времени переменное магнитное поле. Это — первое превращение энергии электромагнитного поля, описываемое первым уравнением Максвелла.
Нагреваемый объект помещают внутрь индуктора или рядом с ним. Изменяющийся (во времени) поток вектора магнитной индукции, созданной индуктором, пронизывает нагреваемый объект и индуктирует электрическое поле. Электрические линии этого поля расположены в плоскости, перпендикулярной направлению магнитного потока, и замкнуты, т. е. электрическое поле в нагреваемом объекте носит вихревой характер. Под действием электрического поля, согласно закону Ома, возникают токи проводимости (вихревые токи). Это — второе превращение энергии электромагнитного поля, описываемое вторым уравнением Максвелла.
В нагреваемом объекте энергия индуктированного переменного электрического поля необратимо переходит в тепловую. Такое тепловое рассеивание энергии, следствием чего является нагрев объекта, определяется существованием токов проводимости (вихревых токов). Это — третье превращение энергии электромагнитного поля, причем энергетическое соотношение этого превращения описывается законом Ленца—Джоуля.
На величину напряженности электрического поля в нагреваемом объекте оказывают влияние два фактора: величина магнитного потока, т. е. число магнитных силовых линий, пронизывающих объект (или сцепленных с нагреваемым объектом), и частота питающего тока, т. е. частота изменений (во времени) магнитного потока, сцепленного с нагреваемым объектом.
Это дает возможность выполнить два типа установок индукционного нагрева, которые различаются и по конструкции и по эксплуатационным свойствам: индукционные установки с сердечником и без сердечника.
По технологическому назначению установки индукционного нагрева подразделяют на плавильные печи для плавки металлов и нагревательные установки для термической обработки (закалки, отпуска), для сквозного нагрева заготовок перед пластической деформацией (ковкой, штамповкой), для сварки, пайки и наплавки, для химико-термической обработки изделий и т. д.
По частоте изменения тока, питающего установку индукционного нагрева, различают:
1) установки промышленной частоты (50 Гц), питающиеся от сети непосредственно или через понижающие трансформаторы;
2) установки повышенной частоты (500-10000 Гц), получающие питание от электромашинных или полупроводниковых преобразователей частоты;
3) высокочастотные установки (66 000-440 000 Гц и выше), питающиеся от ламповых электронных генераторов.
Установки индукционного нагрева с сердечником
В плавильной печи (рис. 1) цилиндрический многовитковый индуктор, изготовленный из медной профилированной трубки, насаживают на замкнутый сердечник, набранный из листовой электротехнической стали (толщина листов 0,5 мм). Вокруг индуктора размещают огнеупорную керамическую футеровку с узким кольцевым каналом (горизонтальным или вертикальным), где находится жидкий металл. Необходимым условием работы является замкнутое электропроводное кольцо. Поэтому невозможно расплавить отдельные куски твердого металла в такой печи. Для пуска печи приходится в канал заливать порцию жидкого металла из другой печи или оставлять часть жидкого металла от предыдущей плавки (остаточная емкость печи).
В стальном магнитопроводе индукционной канальной печи замыкается большой рабочий магнитный поток и лишь небольшая часть полного магнитного потока, создаваемого индуктором, замыкается через воздух в виде потока рассеяния. Поэтому такие печи успешно работают на промышленной частоте (50 Гц).
В настоящее время существует большое число типов и конструкций таких печей, разработанных во ВНИИЭТО (однофазные и многофазные с одним и несколькими каналами, с вертикальным и горизонтальным закрытым каналом разной формы). Эти печи применяют для плавки цветных металлов и сплавов со сравнительно низкой температурой плавления, а также для получения высококачественного чугуна. При плавке чугуна печь используют либо в качестве копильника (миксера), либо в качестве плавильного агрегата. Конструкции и технические характеристики современных индукционных канальных печей приведены в специальной литературе.
Установки индукционного нагрева без сердечника
В плавильной печи (рис. 2) расплавляемый металл находится в керамическом тигле, помещенном внутрь цилиндрического многовиткового индуктора. Индуктор изготовляют из медной профилированной трубки, через которую пропускают охлаждающую воду. Узнать подробнее о конструкции индуктора можно здесь.
Отсутствие стального сердечника приводит к резкому увеличению магнитного потока рассеяния; число магнитных силовых линий, сцепляемых с металлом в тигле, будет крайне мало. Это обстоятельство требует соответствующего увеличения частоты изменения (во времени) электромагнитного поля. Поэтому для эффективной работы индукционных тигельных печей приходится питать их токами повышенной, а в отдельных случаях и высокой частоты от соответствующих преобразователей тока. Подобные печи имеют очень низкий естественный коэффициент мощности (cos φ=0,03-0,10). Поэтому необходимо применять конденсаторы для компенсации реактивной (индуктивной) мощности.
В настоящее время имеется несколько типов индукционных тигельных печей, разработанных во ВНИИЭТО в виде соответствующих размерных рядов (по емкости) высокой, повышенной и промышленной частоты, для плавки стали (тип ИСТ).
Рис. 2. Схема устройства индукционной тигельной печи: 1 — индуктор; 2 — металл; 3 — тигель (стрелками показана траектория циркуляции жидкого металла в результате электродинамических явлений)
Преимуществами тигельных печей являются следующие: выделяющееся непосредственно в металле тепло, высокая равномерность металла по химическому составу и температуре, отсутствие источников загрязнения металла (помимо футеровки тигля), удобство управления и регулирования процесса плавки, гигиеничность условий труда. Кроме этого, для индукционных тигельных печей характерны: более высокая производительность вследствие высоких удельных (на единицу емкости) мощностей нагрева; возможность плавить твердую шихту, не оставляя металл от предыдущей плавки (в отличие от канальных печей); малая масса футеровки по сравнению с массой металла, что уменьшает аккумуляцию тепловой энергии в футеровке тигля, снижает тепловую инерцию печи и делает плавильные печи этого типа исключительно удобными для периодической работы с перерывами между плавками, в частности для фасонно-литейных цехов машиностроительных заводов; компактность печи, что позволяет достаточно просто изолировать рабочее пространство от окружающей среды и осуществлять плавку в вакууме или в газовой среде заданного состава. Поэтому в металлургии широко применяют вакуумные индукционные тигельные печи (тип ИСВ).
Наряду с преимуществами у индукционных тигельных печей имеются следующие недостатки: наличие относительно холодных шлаков (температура шлака меньше температуры металла), затрудняющих проведение рафинировочных процессов при выплавке качественных сталей; сложное и дорогое электрооборудование; низкая стойкость футеровки при резких колебаниях температуры вследствие небольшой тепловой инерции футеровки тигля и размывающего действия жидкого металла при электродинамических явлениях. Поэтому такие печи применяют для переплава легированных отходов с целью снижения угара элементов.
Содержание:
Плавить материалы можно по-разному. Как вариант для крафтеров – индукционная печь Майнкрафт из Industrial Craft2. Это модернизированная версия похожего устройства – электрической печки. Обе они работают на электричестве, а не, как в случае со стандартной плавильней, на горючем топливе. Напомним, как сделать основу улучшенной вариации:

Индукционная печь в Майнкрафт: как скрафтить
Для крафта потребуются такие компоненты:
- Усовершенствованный корпус механизма
- Слитки меди
- Электрическая п.
Имея ингредиенты, расположите их подобным образом:
Индукционная печь в Майнкрафт: описание
Чем отличается это «издание» от других?
- Одновременно способно «трудиться» с двумя типами сырья.
- Поддерживает U (напряж.) до 128 еЭ/т.
- По мере нагревания возрастает его ускорение и общая эффективность.
Первая операция требует 25 сек и 8064 еЭ. Вторая проходит за 10 сек, на неё расходуется 3248 еЭ, что гораздо меньше. Следующие этапы характеризуются всё большим и большим нагревом. Дойдя в этом отношении до ста процентов, аппарату на плавление необходимо 0,6 сек, что несоизмеримо меньше, чем в начале. При этом энергетическая прожорливость снижается до 192 еЭ.

Однако и остывает устройство очень «эффективно». Этот процесс проходит вчетверо быстрее, чем противоположный. Для полного остывания п. нужно 125 сек. Чтобы t° увеличивалась постоянно, рекомендуется подавать сигнал редстоуна. Если плавиться уже нечему, на нагрев за такт будет уходить 1 еЭ.
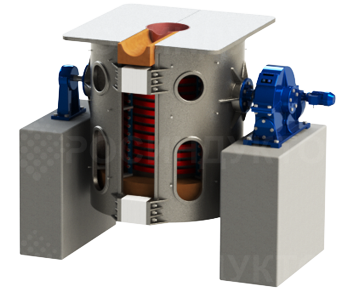
Индукционная печь – это металлургическая печь, предназначенная для разогрева металла индуцированными вихревыми токами. Индукционная печь устроена так, что представляет собой наклонную конструкцию для плавного слива металла (технология индукционная). Печь сконструирована таким образом, что индукционный ток воздействует изнутри (индукционная плавка за 45 минут). Нужна литейная индукционная печь с удобной конструкцией? ZAVOD RR – индукционные печи для чугуна и стали, закалки и плавки от профессионалов!
 Содержание
Содержание
Применение
Индукционная печь широко применяется на больших и малых предприятиях для плавки металлов (цветных и черных). В индукционных литейных печах металл или сплав нагревается до изменения своего агрегатного состояния.
При этом, канальные печи, несмотря на более высокий КПД используются гораздо реже — в основном, для получения чугуна высокого качества и сплавов, температура плавления которых является относительно низкой, а также для плавления цветных металлов. Для стали такие печи не используются, так как температура ее плавления способствует сильному снижению стойкости футеровки (защитной отделки). Также нельзя плавить низкосортную породу, стружку и мелкую породу.
Тигельные печи применяются гораздо чаще из-за простоты эксплуатации и более широких возможностей управления процессом, включая возможность нерегулярного и прерывистого режима работы. Они хороши как для производства большого количества литья в несколько десятков тонн, так и для небольших порций, измеряющихся десятками грамм.
С помощью тигельных печей осуществляется плавка легированных сталей и прочих сплавов, для которых нужна особая чистота химического состава и однородность.





Индукционные печи на гидравлике
В базовый комплект поставки включены два плавильных узла на гидравлике, тиристорный преобразователь и гидравлическая станция. Плавильные узлы располагаются на заранее подготовленный фундамент, перед запуском требует футеровки. Под каждую шихту используется своя футеровочная масса. В качестве системы охлаждения рекомендуем использовать градирню.
Индукционная печь пользуется спросом у средних промышленных предприятий с производительность от 2000 тонн/год.
Индукционные печи на редукторе
В базовый комплект поставки входят два плавильных узла на редукторе, тиристорный преобразователь и сопутствующее оборудование как редуктора, гибкие токопроводящие медные кабеля. Плавильные узлы располагаются на заранее подготовленный фундамент, перед запуском требует футеровки. Под каждую шихту используется своя футеровочная масса. Для охлаждения индукторов плавильных узлов рекомендуем использовать градирню.
Индукционная печь пользуется спросом у малых промышленных предприятий с производительность от 2000 тонн/год.

Мобильные индукционные печи
- Мобильность, не требует изготовления фундамента, можно переместить в любую часть помещения за несколько минут;
- Экономичность, собрана на базе MOSFET транзисторов и IGBT модулей, что дает экономию по электроэнергии до 30%, высокий КПД 99%;
- Обслуживание, используют графитовый тигель, поэтому не надо тратить драгоценное время на изготовление футеровки и ее сушки.
Индукционная печь для стали
Индукционная печь для стали работает на средней частоте (0,5-2,4 кГц). Плавка стали происходит в футеровке, которая выдерживает от 10 до 40 плавок. Индукционные печи ИСТ бывают разной загрузки и емкости, они комплектуются двумя видами преобразователей: тиристорными и транзисторными. Печи ИСТ высокопроизводительны, поэтому за одну рабочую смену можно произвести до 6 плавок. Благодаря системе контроля износа футеровки, можно избежать непредвиденных ситуаций и аварий.




Индукционная печь для чугуна
Для плавления и перегрева (применяется для повышения прочности) чугуна больше всего подходит серия ИЧТ. Эти печи с отходами металлообработки и позволяют получить качественный синтетический чугун. Индукционная печь для чугуна экономична, так как работает при токе промышленной частоты. Благодаря многоступенчатой системе защиты от внешних воздействий и простоте обслуживания, данный вид печей занимает лидирующие позиции на рынке России.




Индукционная печь для алюминия
Серия индукционных печей, предназначенных для алюминия и его сплавов — ИАТ бывает двух типов: на промышленной частоте и на средних частотах. Второй тип используется, ля получения чистых металлов, что достигается сохранением поверхностной окисной пленки во время процесса расплавления. Тиристорный преобразователь частоты. Мощность регулируется с помощью переключения ступеней трансформатора вручную.




Принцип работы
Основополагающим является принцип передачи трансформаторного типа. Внутрь индуктора-соленоида (или рядом) помещается заготовка. Переменный ток подается на индуктор, в результате чего возникает изменяющееся магнитное поле, которое пронизывает нагреваемый объект, индуцируя поле вихревого характера (замкнутые силовые линии). Это поле нагнетает вихревые токи, вследствие чего заготовка нагревается (закон Джоуля-Ленца).


Технические характеристики
К основным характеристикам индукционных печей относятся:
- – название металла, подлежащего плавлению;
- – емкость в тоннах;
- – мощность в киловаттах;
- – напряжение и частота питающей сети, номинальное значение тока и число фаз.
Также в технической документации указывается: температура перегрева металла, частота тока и число фаз контурной сети, производительность, скорость получения расплава и перегрева с удельным расходом электроэнергии, мощность питающего трансформатора, расход охлаждающей индуктор воды и другие данные.
Специалисты нашей компании представляют в своих инструкциях к индукционным печам полный перечень технических характеристик с подробными схемами и рекомендациями.


Футеровка
Футеровка — это защитная отделка, предохраняющая объект от всевозможных повреждений. Производительность и надежность работы индукционных печей в большой степени зависит от качества футеровки.
Ее выбор особо сложен для печей канального типа. Наиважнейший их элемент — подовый камень нуждается в особой защите, так как в нем находятся кольцеобразные каналы, всегда заполненные жидким металлом, а в центе — отверстие, в которое вставляется средний стержень сердечника с первичной катушкой трансформатора. Чтобы защитить такую композицию нужен очень тщательный расчет для каждой печи с учетом всех свойств применяемых материалов.
Футеровка индукционной тигельной печи проще и надежнее. Она состоит из собственно тигля, подины (нижняя часть, формирующая ванну), керамического волокна и обмазки. Вообще существует множество разновидностей футеровок для индукционных печей, которые учитывают все особенности для выплавляемого материала.
Так, для черных металлов бывает футеровка на основе кремнезема, или плавленого магнезита, или глинозема. Для алюминия — жароупорный бетон. Для спекания футеровочной массы в момент нагрева используют буру, борную кислоту, жидкое стекло, глину и пр.
Обязательно постоянно проводить профилактический контроль футеровки и, при необходимости, ее ремонт и своевременно заменять изношенные тигли, как только толщина его стенок уменьшится на 30 %.




Схема
Основа схемы канальных печей — замкнутое электропроводное кольцо, состоящее из многовиткового индуктора, насаженного на замкнутый стальной сердечник, и размещенной вокруг него футеровки с кольцевым каналом, в котором постоянно находится жидкий металл. Существует множество конструкций таких печей: однофазовые и многофазовые, с разным количеством по-разному размещенных каналов.
Основа схемы для индукционной тигельные печи:
- – индуктор — катушка, по которой протекает ток заданной частоты;
- – за катушкой диэлектрический слой (например, кирпич);
- – затем тигель, в котором производится плавка.
Чтобы катушка не перегревалась во время работы система охлаждения водой.
Индуктор тигельной печи — это первичная обмотка, а сам расплавляемый металл, загруженный в тигель, в центр индуктора — вторичная. Это очень удобно, и сам тигель иногда даже не нужен.
Подробные схемы для тигельных печей все разные, потому что существует множество разнообразных конструкций с совершенно разными параметрами работы.

Мощность
На мощность индукционных печей напрямую влияет частота переменного магнитного поля, потому что от него зависит циркуляция наведенных вихревых токов, ответственных за преобразование электромагнитной энергии в тепловую.
Если для канальных печей с их высоким КПД промышленной частоты достаточно, то в случае тигельных устройств отсутствие стального сердечника влечет за собой увеличение магнитного потока рассеяния, и слишком мало силовых линий пронизывает расплавляемый металл, а естественный коэффициент мощности очень мал. Поэтому тигельные печи зачастую нуждаются в питании током повышенной и высокой частоты и в помощи компенсирующих конденсаторов.


Индукционные литейные печи
Каждая индукционная литейная печь, может оснащаться двумя видами преобразователей, как правило тиристорный преобразователь более дешевый и комплектуется печами высокой мощности, а транзисторный более экономичный по расходу электроэнергии:
Тиристорные преобразователи частоты применяются для питания индукционных литейных печей, они работают по обычному двухэтапному принципу:
- – выпрямитель преобразовывает переменный ток сети в постоянный;
- – инвертор преобразовывает этот постоянный ток опять в переменный, но уже нужной частоты.
Тиристорные преобразователи могут работать с большим током и напряжением и при этом выдерживают продолжительную нагрузку. Их КПД выше, чем у преобразователей на IGBT-транзисторах.
Транзисторные преобразователи частоты. Транзисторые преобразователи частоты используются для питания индукционных печей, в которых можно расплавить до 200 кг цветных металлов и до 100 кг черных металлов, в печах типа ИПП. Такие печи чаще всего используют в лабораторных условиях для опытных плавок, когда есть необходимость быстрой смены сплава.
Среди несомненных достоинств транзисторных преобразователей — компактность, легкость в управлении и бесшумность работы.
Особенности установки
Каждая конкретная индукционная печь укомплектована, помимо всего прочего, подробной инструкцией, содержащей подробные технические данные и правила эксплуатации.
Наиважнейшие из них предусматривают:
- – строгое слежение за температурным режимом во время эксплуатации, так как даже незначительное нарушение разрушить футеровку;
- – температура воды, поступающей к индуктору должна быть достаточно высокой для данного помещения, иначе возможно образование большого количества конденсата на трубках индуктора водяных паров, и возникнет опасность электропробоя между витками индуктора;
- – перегрев воды на выходе из индуктора также недопустим, во избежание образования накипи на стенках труб, нарушающей теплообмен;
- – размещение оборудования в закрытых помещениях, расположенных не выше 1 км над уровнем моря, с положительной температурой, нормальной влажностью воздуха без агрессивных примесей.
За работой индукционных печей должны следить квалифицированные специалисты, проводить профилактический осмотр и вовремя устранять недостатки.


Нужна более подробная информация на индукционные печи?
Москва + 7 (499) 649-29-80
Санкт-Петербург + 7 (812) 426-33-17
Челябинск + 7 (351) 729-83-71