Ювелирное обозрение
Все о ювелирных украшениях, драгоценных камнях и металлах
Какой мощности нужен лазер для резки металла
Содержание
- 1 Мощность лазера для раскроя металлических заготовок различной толщины
- 2 Лазерный диод для резки металла
- 3 СО2 лазер (углекислый) для раскроя металла
- 4 Длина волны лазера для резки металла
- 5 Содержание
- 6 Процесс [ править | править код ]
- 7 Преимущества [ править | править код ]
- 8 Обрабатываемые материалы [ править | править код ]
- 9 Охлаждение [ править | править код ]
- 10 Энергопотребление [ править | править код ]
- 11 На что способен 2.1 Вт лазер?
- 12 3.5 Вт лазер для резки
- 13 5.6 Вт лазер с короткофокусной линзой
- 14 8 Вт ультрамощный лазер для резки
- 15 Основные нюансы лазерной резки
- 16 Как сделать лазерный резак в гараже
- 17 Усиление самодельной установки
- 18 В чем разница между готовыми моделями
Это одна из самых современных технологий, используемых не только на производстве, но и в небольших мастерских. Данный способ при правильном подборе вида оборудования подходит практически для всех металлов, позволяет делать обычную и художественную (фигурную) резку. Чтобы добиться хороших результатов, необходимо ориентироваться в технологиях и принципах работы этого оборудования.

Мощность лазера для раскроя металлических заготовок различной толщины
Резка лучом лазера термическая, дает возможность добиться точности, почти полностью исключающей необходимость в дальнейшей обработке. Чтобы повысить эффективность, применяются различные газы: кислород, углекислый газ, азот, водород, гелий, аргон. Выбор зависит от вида материала, толщины заготовки, планов по поводу последующей обработки. Если для раскроя требуется очень высокая температура, используется кислород. Для работы с цирконием или титаном подходит только аргон.
Любой лазерное оборудование состоит из:
- механизма (системы), обеспечивающего подачу энергии;
- тела, генерирующего луч (твердого, волоконного, в виде смеси газов);
- зеркал (резонатора).
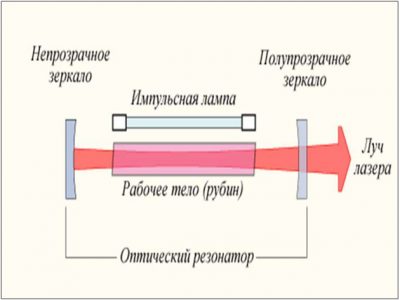
В твердотельное лазерное оборудование размещается диод и стерженек, изготовленный из рубина, неодима или граната. В волоконных лазерах элементом, генерирующим луч, (иногда и резонатором) служит оптическое волокно. В газовом оборудовании используются газы или их смеси. Мощность и сфера применения полностью зависят от вида оборудования:
- твердотелые (для латуни, меди, алюминия и сплавов из него) – 1-6 кВт;
- СО2-лазеры (для любых тонких металлических заготовок) – 600-8000 кВт;
- газодимамические – от 150 кВт.
Для резки металла мощность лазера 450-500 Вт (кроме цветных металлов, для которых требуется от 1 кВт). Наиболее эффективен этот способ при толщине заготовок, толщина которых не превышает 6 мм. При 20-40 мм лазерное оборудование применяется редко. Для металла большой толщины лазерная резка (от 40 мм) почти не встречается.
Зависимость мощности от толщины заготовки
Толщина заготовки (мм)
Сталь (легированная, углеродистая)
Для обработки легированной и углеродистой стали в качестве вспомогательного элемента используется кислород, для нержавеющей стали – азот с давлением до 20 атмосфер. Цветные металлы и алюминий отличаются высокой теплопроводностью и низким уровнем поглощения лазерного луча. Для раскроя этих материалов используется твердотелый лазер, работающий в режиме импульсов.
Важно! Для резки металла толщиной 1мм выбор мощности лазера зависит от вида материала. Для стали достаточно 100 Вт, для титана необходимо 600 Вт.
Лазерный диод для резки металла
Лазерный диод для резки металла – полупроводниковый лазер, сконструированный по принципу p-n гомоструктурного диода. Полупроводником служит пластина, верхний слой которой создает n-области (отрицательную), нижний — p-область (положительную). Переход p-n сравнительно большой и плоский. Торцы по бокам служат резонаторами. Фотон, который движется перпендикулярно, отражается от торцов несколько раз, только потом сможет выйти.
В процессе прохода вдоль торцов создаются новые фотоны, излучение усиливается, начинается генерация луча. В момент выхода он сильно расходится, поэтому собирается линзами. Лазерные диоды для резки металла с большой мощностью (10 микрометров) дополнительно излучают углекислый газ (CO2).
Важно! Оборудование этого типа отличается повышенной производительностью, сравнительно низкой стоимостью
СО2 лазер (углекислый) для раскроя металла
Углекислые лазеры обладают характеристиками, делающими их идеальными для раскроя в промышленности. Первое — длинные инфракрасные волны, идеальные для нагрева. Второе — высокая эффективность (от 30%). Использование углекислого газа делает срез более гладким (если сравнивать с оборудованием со стекловолокном). Расширяется сфера применения, инвестиции быстро окупаются.
Недостаток СО2 лазер для резки металла – необходимость в оптических зеркалах, оснащенных сапфировыми элементами и золотом. Кроме того, этот вид оборудования требует высокого электрического разряда на этапе формирования луча. Для резки металла (нержавеющей стали, алюминия) толщиной 2 мм достаточно мощности 160 Вт, если применяется лазер этого типа. При повышении мощности до 200 Вт можно резать листы толщиной 3 мм.
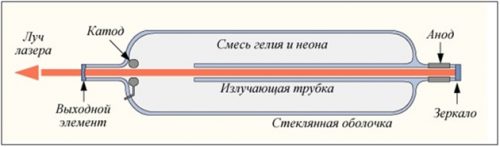
Активная среда состоит из смеси углекислого газа, гелия, неона. В зависимости от того, какая для резки металла нужна мощность лазера, может добавляться ксенон или водород. Пропорции тоже меняются, исходя из требований к свойствам луча, но объем СО2 не превышает 20%. На рынке доступно оборудование этого вида с мощностью 1 кВт, 3-5 кВт и 10 кВт.
Длина волны лазера для резки металла
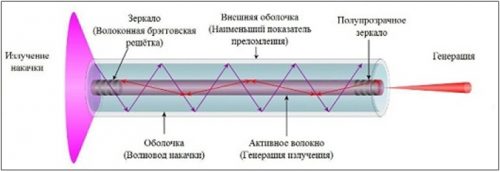
На поглощение материалом лазерного луча существенно влияют качества волны: длина и спектр. Длина волны лазера для резки металла полностью зависит от вида материала. Если рассматривать волоконный лазер, то один его узел создает луч с волной 1 мкм (миллимикрон). Если требуется более длинный луч, используется сумматор, объединяющий лучи нескольких модулей. Показатели твердотелых моделей отличаются мало – длина волны так же 1 мкм. Эти виды лазеров являются идеальным вариантом для резки практически всех видов металлов (даже благородных). Для резки металла (нержавейки) 20 мм мощность волоконного лазера – от 2 кВт.
В углекислых лазерах длина волны достигает 10,6 мкм, что создает более высокую плотность на обрабатываемой поверхности. Этот вид оборудования применяется для раскроя стекла, древесины, стеклопластика, демонстрируя высокое качество резки даже при большой толщине.
При выборе оборудования мало изучить технические характеристики: тип излучателя, мощность, длину волны, точность и качество реза. Важно точно определить требования конкретного производства. Мощность лазера для резки металла (например, нержавейки) толщиной 3 мм не может быть ниже 500 Вт. В противном случае снизится производительность, материал будет перегреваться. На первый взгляд может подойти СО2-лазер требуемой мощности. Но в данном случае необходимо учесть длину волны, которая не совсем подходит для металлических заготовок.
Совет! Чтобы не ошибиться, перед покупкой необходимо все точно рассчитать или посоветоваться с квалифицированным специалистом.

Лазерная резка — технология резки и раскроя материалов, использующая лазер высокой мощности и обычно применяемая на промышленных производственных линиях. Сфокусированный лазерный луч, обычно управляемый компьютером, обеспечивает высокую концентрацию энергии и позволяет разрезать практически любые материалы независимо от их теплофизических свойств. В процессе резки, под воздействием лазерного луча материал разрезаемого участка плавится, возгорается, испаряется или выдувается струей газа. При этом можно получить узкие резы с минимальной зоной термического влияния. Лазерная резка отличается отсутствием механического воздействия на обрабатываемый материал, возникают минимальные деформации, как временные в процессе резки, так и остаточные после полного остывания. Вследствие этого лазерную резку, даже легкодеформируемых и нежестких заготовок и деталей, можно осуществлять с высокой степенью точности. Благодаря большой мощности лазерного излучения обеспечивается высокая производительность процесса в сочетании с высоким качеством поверхностей реза. Легкое и сравнительно простое управление лазерным излучением позволяет осуществлять лазерную резку по сложному контуру плоских и объемных деталей и заготовок с высокой степенью автоматизации процесса.
Содержание
Процесс [ править | править код ]
Для лазерной резки металлов применяют технологические установки на основе твердотельных, волоконных лазеров и газовых CO2-лазеров, работающих как в непрерывном, так и в импульсно-периодическом режимах излучения. Промышленное применение газо-лазерной резки с каждым годом увеличивается, но этот процесс не может полностью заменить традиционные способы разделения металлов. В сопоставлении со многими из применяемых на производстве установок стоимость лазерного оборудования для резки ещё достаточно высока, хотя в последнее время наметилась тенденция к её снижению. В связи с этим процесс лазерной резки становится эффективным только при условии обоснованного и разумного выбора области применения, когда использование традиционных способов трудоемко или вообще невозможно.
Преимущества [ править | править код ]
Лазерная резка осуществляется путём сквозного прожига листовых металлов лучом лазера. Такая технология имеет ряд очевидных преимуществ перед многими другими способами раскроя:
- Отсутствие механического контакта позволяет обрабатывать хрупкие и легко деформирующиеся материалы;
- Обработке поддаются материалы из твёрдых сплавов;
- Возможна высокоскоростная резка тонколистовой стали;
- При выпуске небольших партий продукции целесообразнее провести лазерный раскрой материала, чем изготавливать для этого дорогостоящие пресс-формы или формы для литья;
- Для автоматического раскроя материала достаточно подготовить файл рисунка в любой чертёжной программе и перенести файл на компьютер установки, которая выдержит погрешности в очень малых величинах.
Обрабатываемые материалы [ править | править код ]
Для лазерной резки подходит любая сталь любого состояния, алюминий и его сплавы, другие цветные металлы. Обычно применяют листы из таких металлов:
- Сталь от 0,2 мм до 30 мм
- Нержавеющая сталь от 0,2 мм до 40 мм
- Алюминиевые сплавы от 0,2 мм до 25 мм
- Латунь от 0,2 мм до 12,5 мм
- Медь от 0,2 мм до 16 мм
Для разных материалов применяют различные типы лазеров.
Лучше всего обрабатываются металлы с низкой теплопроводностью, так как в них энергия лазера концентрируется в меньшем объеме металла, и наоборот, при лазерной резке металлов с высокой теплопроводностью может образоваться грат.
Также могут обрабатываться многие неметаллы — например, дерево.
Охлаждение [ править | править код ]
Лазер и его оптика (включая фокусирующие линзы) нуждаются в охлаждении. В зависимости от размеров и конфигурации установки, избыток тепла может быть отведен теплоносителем или воздушным обдувом. Вода, часто применяемая в качестве теплоносителя, обычно циркулирует через теплообменник или холодильную установку.
Энергопотребление [ править | править код ]
Эффективность промышленных лазеров может варьироваться от 5% до 15%. Энергопотребление и эффективность будут зависеть от выходной мощности лазера, его рабочих параметров и того, насколько хорошо лазер подходит для конкретной работы. При определении целесообразности использования того или иного типа лазера учитывается как стоимость лазера в совокупности с обслуживающим его оборудованием, так и стоимость содержания и обслуживания лазера. В 10-х годах XXI столетия эксплуатационные издержки оптоволоконного лазера составляют около половины от эксплуатационных издержек углекислотного лазера.
Величина необходимой затрачиваемой мощности, необходимой для резки, зависит от типа материала, его толщины, среды обработки, скорости обработки.
- На что способен 2.1 Вт лазер
- 3.5 Вт лазер для резки
- 5.6 Вт лазер с короткофокусной линзой
- 8 Вт ультрамощный лазер для резки
- Основные нюансы лазерной резки
Многие считают, что резать можно только мощными СО2 и оптоволоконными лазерами. На самом деле это не так. Диодными лазерами мощностью от 2 Вт можно уже резать многие материалы. Итак, начнём с самого начала.
На что способен 2.1 Вт лазер?
2.1 Вт лазер — это относительно небольшая мощность для лазера. Её достаточно для эффективной резки бумаги, картона, фанеры, тёмного акрила толщиной до 1–1.5 мм. Хоть этот лазер скорее оптимален для гравировки, но всё же резка возможна на относительно хорошей скорости. Картон и бумага практически не обугливаются при скорости резки 200–300 в программе CNCC LaserAxe.
Конечно, играет немалое значение, цвет материала и сама структура. Когда мы говорим про эффективную резку, мы имеем ввиду чистый не обугленный срез. Опять же хочется напомнить, что многие китайские лазеры не имеют заявленной мощности и очень сильно не соответствуют заявленным параметрам.
Вот пример того, что можно вырезать 2.1 Вт лазером.


3.5 Вт лазер для резки
3.5 Вт лазер с резкой уже справляется лучше, чем 2.1 Вт. С его помощью можно резать акрил, фанеру, дерево толщиной 2–3 мм.
При резке фанеры нужно учесть некоторые нюансы. Существует многослойная клееная фанера и для её прорезания необходимо большее количество проходов. Для резки 2–3 мм фанеры 3.5 Вт лазером нужно 20–30 проходов и скорость в программе CNCC LaserAxe примерно 50–200.
Такую замечательную шкатулочку можно сделать 3.5 Вт лазером.


5.6 Вт лазер с короткофокусной линзой
5.6 Вт лазер уже существенно лучше подходит для резки, но здесь мы предлагаем установить короткофокусную линзу G-2.

Из школьного курса помним, что мощность лазера падает пропорционально квадрату расстояния. Чем хороша и удобна короткофокусная линза G-2, так это тем, что её можно поставить вместо обычной и не нужно делать никаких изменений. Короткофокусная линза G-2 имеет фокусное расстояние примерно 4 мм, фактически это почти вплотную к предмету.
5.6 Вт режет прекрасно фанеру толщиной 2, 3, 4, 5 мм.
Параметры лазерной резки 5.6 Вт лазером Endurance:
- Фанера 2 мм — скорость 300, 2–3 прохода;
- Фанера 3 мм — скорость 250, 3–4 прохода;
- Фанера 4 мм — скорость 200, 8 проходов;
- Фанера 5 мм — скорость 100, 8–10 проходов.
Если брать обычную линзу, то иногда получается, что даже при 100 проходах и скорости 300 4-миллиметровая фанера не прорезается. Поэтому для резки мы советуем использовать только короткофокусные линзы. Однако, можно осуществлять резку если установить лазер на 3D принтер.
8 Вт ультрамощный лазер для резки
8 Вт диодный лазер с короткофокусной линзой G-2 подходит для резки 4–5 мм фанеры и режет до 8 мм акрила с обычной длиннофокусной линзой.
В действительности мощность 8 Вт уже достаточна для того, чтобы прорезать с одного прохода 4 мм фанеры.
А также с 3-х проходов прорезать 8 мм чёрный акрил:
Таким образом, диодными лазерами можно спокойно резать фанеру, акрил, дерево до 5 мм.
Конечно, можно резать и большую толщину материалов. Например, 8 Вт мы максимум прорезали 10 мм фанеры, но в этом случае уже довольно сильно падает скорость и качество. Края получаются не вполне чистыми и местами могут наблюдаться следы горения.
Фактически управлять можно 3 параметрами:
- мощность лазера;
- скорость;
- количество проходов.
Чем больше скорость, тем более качественные края и более аккуратная резка. Может быть много проходов на большой скорости, однако иногда бывает, что из-за этого резка не происходит. Тогда приходится выбирать между качеством или скоростью. В большинстве случаев необходимо опытным путём подбирать оптимальные параметры.
Основные нюансы лазерной резки

Сделать это можно, когда вы выставляете слабое свечение в программе и глядя через очки на точку меняете фокусное расстояние с помощью линзы. Мы рекомендуем фокусировать на чёрную металлическую поверхность. В этом случае заметить, когда точка оказалась самой маленькой, довольно легко. Но обращаем внимание, что делать это нужно строго в защитных очках.
В целом, можно уверенно констатировать, что:
- лазеры мощностью 3.5 Вт подходят для резки 1–2 мм фанеры, акрила.
- лазеры мощностью 5.6 Вт подходят для резки 2–3 мм фанеры, акрила.
- лазеры мощностью 8 Вт подходят для резки 3–5 мм фанеры, акрила.
Если есть вопросы, задавайте:
Лазерный резак — уникальное приспособление, которое полезно иметь в гараже каждого современного мужчины. Изготовить лазер для резки металла своими руками — несложно, главное соблюдать простые правила. Мощность такого устройства будет небольшой, но есть способы увеличить ее за счет подручных приспособлений. Функционала производственной машины, которая без приукрашивания — может все, самоделкой не достичь. Но для бытовых дел, этот агрегат подойдет очень кстати. Давайте рассмотрим, как его соорудить.
Как сделать лазерный резак в гараже
Все гениально просто, поэтому для создания такого оборудования, которое способно вырезать красивейшие узоры в прочных сталях, можно сделать из обычных подручных материалов. Для изготовления обязательно потребуется старая лазерная указка. Помимо этого, следует запастись:
- Фонариком, работающим на аккумуляторных батарейках.
- Старым DVD-ROM, из которого нам потребуется извлечь матрицу с лазерным приводом.
- Паяльник и набор отверток для закручивания.

Первым шагом будет являться разборка привода старого дисковода компьютера. Оттуда нам следует извлечь прибор. Будьте аккуратны, чтобы не повредить само устройство. Привод дисковода должен быть пишущим, а не просто читающим, дело в строении матрицы устройства. Сейчас в подробности вдаваться не будем, но просто используйте современные нерабочие модели.
После этого, вам обязательно нужно будет извлечь красненький диод, который прожигает диск во время записи на него информации. Просто взяли паяльник и распаяли крепления этого диода. Только ни в коем случае не бросайте его. Это чувствительный элемент, который при повреждениях может быстро испортиться.
При сборке самого лазерного резака следует учесть следующее:
- Куда лучше установить красный диод
- Каким образом будут запитываться элементы всей системы
- Как будут распределяться потоки электрического тока в детали.
Помните! На диод, который будет выполнять прожиг, требуется намного больше электричества, нежели на элементы указки.
Решается эта дилемма просто. Диод из указки меняется красной лампочкой из привода. Разобрать указку следует с той же аккуратностью, что и дисковод, повреждения разъемов и держателей, испортят ваш будущий лазер для резки металлов своими руками. Когда вы это сделали, можно приступать к изготовлению корпуса для самоделки.
Для этого вам потребуется фонарик и аккумуляторные батарейки, которые запитают лазерный резак. Благодаря фонарику у вас получится удобная и компактная деталь, не занимающая много места в быту. Ключевым моментом оборудования такого корпуса является правильно подобрать полярность. Удаляется защитное стекло с бывшего фонарика, чтобы оно не являлось преградой для направленного луча.
Последующим действием является запитка самого диода. Для этого вам необходимо подключить его к зарядке аккумуляторной батареи, соблюдая полярность. В завершении проконтролировать:
- Надежность фиксации устройства в зажимах и фиксаторах;
- Полярность устройства;
- Направленность луча.
Неточности докрутить, а когда все готово можно поздравить себя с успешной завершенной работой. Резак готов к использованию. Единственное, что нужно помнить — его мощность намного меньше, чем мощность производственного аналога, поэтому слишком толстый металл ему не под силу.
Осторожно! Мощности прибора достаточно, чтобы навредить вашему здоровью, поэтому будьте осторожны во время управления и старайтесь не запихивать пальцы под луч.
Усиление самодельной установки
Для усиления мощности и плотности луча, который и является главным режущим элементом, следует приготовить:
- 2 «кондера» на 100 пФ и мФ;
- Сопротивление на 2-5 Ом;
- 3 аккумуляторные батарейки;
- Коллиматор.

Ту установку, которую вы уже собрали можно усилить, чтобы в быту получить достаточно мощности для любых работ с металлом. При работе над усилением помните, что включить напрямую в розетку ваш резак будет для него самоубийством, поэтому следует позаботиться о том, чтобы ток сперва попадал на конденсаторы, после чего отдавался батарейкам.
При помощи добавления резисторов вы можете повысить мощность вашей установки. Чтобы еще больше увеличить КПД вашего устройства, используйте коллиматор, который монтируется для скапливания луча. Продается такая модель в любом магазине для электрика, а стоимость колеблется от 200 до 600 рублей, поэтому купить ее не сложно.
Дальше схема сборки выполняется так же, как было рассмотрено выше, только следует вокруг диода накрутить алюминиевую проволоку, чтобы убрать статичность. После этого вам предстоит измерить силу тока, для чего берется мультиметр. Оба конца прибора подключаются на оставшийся диод и измеряются. В зависимости от нужд вы можете урегулировать показатели от 300 мА до 500 мА.
После того, как калибровка тока выполнена, можно переходить к эстетическому декорированию вашего резака. Для корпуса вполне сойдет старый стальной фонарик на светодиодах. Он компактный и умещается в кармане. Чтобы линза не пачкалась, обязательно обзаведитесь чехлом.
Хранить готовый резак следует в коробке или чехле. Туда не должна попадать пыль или влага, иначе устройство будет выведено из строя.
В чем разница между готовыми моделями
Стоимость является главной причиной, почему множество умельцев прибегают к изготовлению лазерного резака своими руками. А принцип работы заключается в следующем:
- Благодаря созданию направленного лазерного луча происходит воздействие на металл
- Мощное излучение заставляет материал испаряться и выходить под силой потока.
- В результате благодаря малому диаметру лазерного луча получается высококачественный срез заготовки.
Глубина врезания будет зависеть от мощности комплектующих. Если заводские модели оборудуются высококлассными материалами, которые обеспечивают достаточный показатель углубления. То самодельные модели способны справиться врезаться на 1-3 см.
Благодаря таким лазерным установкам можно сделать уникальные узоры в заборе частного дома, комплектующие для декорирования ворот или ограждений. Существует всего 3 вида резаков:
- Твердотельные. Принцип работы завязан на использовании специальных сортов стекла или кристалликов светодиодного оборудования. Это недорогие производственные установки, которые используются на производстве.
- Волоконные. Благодаря использованию оптического волокна можно получить мощный поток и достаточную глубину врезания. Они являются аналогами твердотельных моделей, но благодаря своим возможностям и характеристикам по производительности лучше их. Но и дороже.
- Газовые. Из названия понятно, что для работы используется газ. Это может быть азот, гелий, углекислый газ. КПД таких устройств на 20% выше, чем у всех предыдущих. Их используют для резки, сварки полимеров, резины, стекла и даже металла с очень большим уровнем теплопроводности.
В быту без особых затрат можно получить только твердотельный лазерный резак, но его мощности при грамотном усилении, которое было разобрано выше, хватает для выполнения бытовых работ. Теперь у вас есть знания относительно изготовления такого устройства, а дальше только действовать и пробовать.
А у вас есть опыт в разработке лазерного резака по металлу своими руками? Поделитесь с читателями, оставив под этой статьей комментарий!
Стоит задача резать ПЭТ 0.5мм, скорее всего прозрачный, с точностью выше чем ножницы, 0.1мм, что я видел у большинства станков – хватит с головой.
Резать не так много, но регулярно. 99% нарезок уложатся в поле 60х40см.
Попутно, если можно будет резать фанеру до 8 мм и акрил, то будет вообще зашибенно.
С какой мощности можно рассматривать лазер для этого дела?
Понимаю, что от мощности зависит скорость реза, но будет резать минуту или 10 – не принципиально, на самом деле

Дубликаты не найдены
От мощности лазера не только скорость но и качество реза зависит. СО2 ватт от 60, лучше больше.
8мм 80Вт режет уже с натягом, 60-ка разве, что в два-три прохода и это уже не резка, а бред, все обугленное и в саже. Если основная работа ПЕТ 0.5 – 40Вт за глаза.
Ну по поводу того сколько и какая труба ходит вопросов никто не задавал, знаю людей которые купили станок 40Вт для резки тонкого фетра и прекрасно справляются с этим уже года полтора на одной трубе.
Хотя один из лучших производителей СО- труб в китае, RESI, поэтому и не делает больше труб мощностью менее 90Вт, т.к. не могут в них напихать необходимое количество газа.
А еще есть естественная деградация газа в трубе (из-за этого не рекомендуется брать даже новые трубы пролежавшие на складе год-полтора), плохое охлаждение (ведь нормальным чиллером обзаводиться неохота, лучше льда в ведро с помпой накидать). Вот и летят трубы с большой скоростью.
А еще есть трубы с вч-накачкой такие как Синрад и Когерент у которых номиналы 25 и 40вт, и работают они по 5 лет при 100% нагрузке.
Поэтому не стоит сильно кричать и тыкать кучу восклицательных знаков.
Здравствуйте! А вы как наладчик можете помочь с проблемой подключения станка к ПК? Станок jg10060. Похоже что не встают драйвера